Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Feed Water Pipe FailureDocument9 pagesFeed Water Pipe Failuredafteri11Pas encore d'évaluation
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Tratamiento de Gua para CalderasDocument2 pagesTratamiento de Gua para CalderasMariel MinozPas encore d'évaluation
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Mathmatical Modeeling of SteamDocument9 pagesMathmatical Modeeling of Steamdafteri11Pas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (894)
- Total Quality Control: Lessons European Executives Can Learn From Japanese CompaniesDocument11 pagesTotal Quality Control: Lessons European Executives Can Learn From Japanese Companiesdafteri11Pas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Mathmatical Modeeling of SteamDocument9 pagesMathmatical Modeeling of Steamdafteri11Pas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Oil & ExtractDocument4 pagesOil & Extractdafteri11Pas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Exp5 PDFDocument13 pagesExp5 PDFRahimi ShahimiPas encore d'évaluation
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Design of Scrubber PDFDocument33 pagesDesign of Scrubber PDFdafteri11Pas encore d'évaluation
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- End CorrosionDocument4 pagesEnd Corrosiondafteri11Pas encore d'évaluation
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- Exp5 PDFDocument13 pagesExp5 PDFRahimi ShahimiPas encore d'évaluation
- PurityDocument37 pagesPuritydafteri11Pas encore d'évaluation
- Cold End CorrosionDocument15 pagesCold End Corrosiondafteri11Pas encore d'évaluation
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Phosphate Det.Document4 pagesPhosphate Det.dafteri11Pas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Resin RegenerationDocument9 pagesResin Regenerationdafteri11Pas encore d'évaluation
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- TF 005Document4 pagesTF 005Abdul BokhariPas encore d'évaluation
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Cationic Exchange ResinsDocument9 pagesCationic Exchange Resinsdafteri11Pas encore d'évaluation
- DR500 CalibDocument846 pagesDR500 Calibdafteri11Pas encore d'évaluation
- Silica Molybdate EqDocument11 pagesSilica Molybdate Eqdafteri11100% (1)
- Spectrophotometric Determination of Hydrazine With para - (Dimethylamino) Benzaldehyde in Aqueous Streams of Purex ProcessDocument4 pagesSpectrophotometric Determination of Hydrazine With para - (Dimethylamino) Benzaldehyde in Aqueous Streams of Purex ProcessSEP-PublisherPas encore d'évaluation
- Spectrophotometric Determination of Hydrazine With para - (Dimethylamino) Benzaldehyde in Aqueous Streams of Purex ProcessDocument4 pagesSpectrophotometric Determination of Hydrazine With para - (Dimethylamino) Benzaldehyde in Aqueous Streams of Purex ProcessSEP-PublisherPas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Oecumenius’ Exegetical Method in His Commentary on the RevelationDocument10 pagesOecumenius’ Exegetical Method in His Commentary on the RevelationMichał WojciechowskiPas encore d'évaluation
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- Feline DermatologyDocument55 pagesFeline DermatologySilviuPas encore d'évaluation
- Philippines' Legal Basis for Claims in South China SeaDocument38 pagesPhilippines' Legal Basis for Claims in South China SeaGeePas encore d'évaluation
- Retaining Wall-Masonry Design and Calculation SpreadsheetDocument6 pagesRetaining Wall-Masonry Design and Calculation SpreadsheetfarrukhPas encore d'évaluation
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Rapid Prep Easy To Read HandoutDocument473 pagesRapid Prep Easy To Read HandoutTina Moore93% (15)
- Lincoln Pulse On PulseDocument4 pagesLincoln Pulse On PulseEdison MalacaraPas encore d'évaluation
- Ricoh 4055 PDFDocument1 280 pagesRicoh 4055 PDFPham Nguyen Hoang Minh100% (1)
- Soil LiquefactionDocument12 pagesSoil LiquefactionKikin Kikin PelukaPas encore d'évaluation
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Descripcion Unidad 9, Dos CiudadesDocument13 pagesDescripcion Unidad 9, Dos CiudadesGabriela ValderramaPas encore d'évaluation
- Seed SavingDocument21 pagesSeed SavingElectroPig Von FökkenGrüüven100% (2)
- ProtectionDocument160 pagesProtectionSuthep NgamlertleePas encore d'évaluation
- Aacra Draft Preliminary Report PDFDocument385 pagesAacra Draft Preliminary Report PDFBeselam SeyedPas encore d'évaluation
- Quaternary Protoberberine Alkaloids (Must Read)Document26 pagesQuaternary Protoberberine Alkaloids (Must Read)Akshay AgnihotriPas encore d'évaluation
- Pharmacokinetics and Drug EffectsDocument11 pagesPharmacokinetics and Drug Effectsmanilyn dacoPas encore d'évaluation
- Laser Surface Treatment ProcessesDocument63 pagesLaser Surface Treatment ProcessesDIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- ADDRESSABLE 51.HI 60854 G Contoller GuideDocument76 pagesADDRESSABLE 51.HI 60854 G Contoller Guidemohinfo88Pas encore d'évaluation
- Troubleshooting Hydraulic Circuits: Fluid PowerDocument32 pagesTroubleshooting Hydraulic Circuits: Fluid PowerMi LuanaPas encore d'évaluation
- Helmitin R 14030Document3 pagesHelmitin R 14030katie.snapePas encore d'évaluation
- Rectifiers and FiltersDocument68 pagesRectifiers and FiltersMeheli HalderPas encore d'évaluation
- Clean Milk ProductionDocument19 pagesClean Milk ProductionMohammad Ashraf Paul100% (3)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- A Compilation of Thread Size InformationDocument9 pagesA Compilation of Thread Size Informationdim059100% (2)
- European GMP Annex 1 - 2008 Edition - 'Pmeasuring'Document3 pagesEuropean GMP Annex 1 - 2008 Edition - 'Pmeasuring'Khairul AnwarPas encore d'évaluation
- 11bg USB AdapterDocument30 pages11bg USB AdapterruddyhackerPas encore d'évaluation
- A Study On Customer Satisfaction Towards Honda Bikes in CoimbatoreDocument43 pagesA Study On Customer Satisfaction Towards Honda Bikes in Coimbatorenkputhoor62% (13)
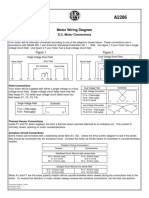
- Motor Wiring Diagram: D.C. Motor ConnectionsDocument1 pageMotor Wiring Diagram: D.C. Motor Connectionsczds6594Pas encore d'évaluation
- 47-Article Text-338-1-10-20220107Document8 pages47-Article Text-338-1-10-20220107Ime HartatiPas encore d'évaluation
- ML AiDocument2 pagesML AiSUYASH SHARTHIPas encore d'évaluation
- 24.postpartum Period-Physiological Changes in The MotherDocument16 pages24.postpartum Period-Physiological Changes in The MotherHem KumariPas encore d'évaluation
- Taking Back SundayDocument9 pagesTaking Back SundayBlack CrowPas encore d'évaluation
- Gotham City: A Study into the Darkness Reveals Dangers WithinDocument13 pagesGotham City: A Study into the Darkness Reveals Dangers WithinajPas encore d'évaluation
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsD'EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsPas encore d'évaluation
- Guidelines for Chemical Process Quantitative Risk AnalysisD'EverandGuidelines for Chemical Process Quantitative Risk AnalysisÉvaluation : 5 sur 5 étoiles5/5 (1)