Vous aimerez peut-être aussi
- Clases Basico de Torno CNCDocument132 pagesClases Basico de Torno CNCedwin_triana_9100% (2)
- Maneras de Amar La Nueva Ciencia 8415870868Document2 pagesManeras de Amar La Nueva Ciencia 8415870868Beatriz G.3% (32)
- Perkins Series 1100cDocument24 pagesPerkins Series 1100cReagrinca VentasPas encore d'évaluation
- Ventajas Comparativas y Ventajas ComeptitivasDocument4 pagesVentajas Comparativas y Ventajas ComeptitivasKathia Cordova Pacheco100% (4)
- Comandos CNCDocument5 pagesComandos CNCMaríaJoséCamposeco100% (1)
- Fresado PDFDocument359 pagesFresado PDFPedro Agirre Iturbe0% (1)
- Curso de Catia V5 - 08 - Tutorial Escalera 1 PDFDocument12 pagesCurso de Catia V5 - 08 - Tutorial Escalera 1 PDFjocar10Pas encore d'évaluation
- GUÍA RÁPIDA BOB CAD CAM-TorneadoDocument22 pagesGUÍA RÁPIDA BOB CAD CAM-TorneadoJean David Rojas OlavarriaPas encore d'évaluation
- Planos Matrices++Document41 pagesPlanos Matrices++Suli ZgzPas encore d'évaluation
- M A N U A L de Curso C.N.C.Document248 pagesM A N U A L de Curso C.N.C.Chester Noel Brenes AguirrePas encore d'évaluation
- DatumsDocument8 pagesDatumsFidel AlejandroPas encore d'évaluation
- MecanizadoDocument15 pagesMecanizadogabrielPas encore d'évaluation
- Manual de Programación HEIDENHAIN ITNC530Document96 pagesManual de Programación HEIDENHAIN ITNC530dmg_pelonPas encore d'évaluation
- Lathe Programming Workbook TraducidoDocument153 pagesLathe Programming Workbook TraducidoIsaac ChávezPas encore d'évaluation
- Manual Fanuc OiDocument38 pagesManual Fanuc OiDavid196033% (3)
- Calculo Correctores DecalajesDocument66 pagesCalculo Correctores DecalajesRosario Tejero Vega100% (1)
- Codigos G y M1Document16 pagesCodigos G y M1Cristino Cid CruzPas encore d'évaluation
- Programación Torno CNC Segunda ParteDocument12 pagesProgramación Torno CNC Segunda ParteJHAN SEBASTIAN ASCANIO RODRIGUEZPas encore d'évaluation
- Guia de Uso Estaciones Trimble Serie 3600 - 5500 - 5600Document28 pagesGuia de Uso Estaciones Trimble Serie 3600 - 5500 - 5600Omar Gayoso67% (3)
- Manufactura Avanzada Programacion de Tor PDFDocument33 pagesManufactura Avanzada Programacion de Tor PDFleobardo chichinoPas encore d'évaluation
- Ventana MastercamDocument33 pagesVentana MastercamandresPas encore d'évaluation
- Taller de Conceptos de Estadisticos 1Document8 pagesTaller de Conceptos de Estadisticos 1Alejandro QuinteroPas encore d'évaluation
- Parámetros de SuperficieDocument17 pagesParámetros de SuperficieDanny Jair100% (1)
- (Muy Bueno) FI Manual Torno CNC Ual 2012 2013Document42 pages(Muy Bueno) FI Manual Torno CNC Ual 2012 2013Linux ManPas encore d'évaluation
- Todo Sobre Torneado CNCDocument257 pagesTodo Sobre Torneado CNCjhonyalfPas encore d'évaluation
- Manual Master Cam LuisDocument45 pagesManual Master Cam LuisCorga Zetino100% (1)
- Manual de ProgramacionDocument80 pagesManual de Programacionartxa25Pas encore d'évaluation
- Linha GL GLM Fanuc Espanhol 2Document173 pagesLinha GL GLM Fanuc Espanhol 2diomer mamaniPas encore d'évaluation
- 2 - Programación Texto Claro TNC-410Document309 pages2 - Programación Texto Claro TNC-410PACOEDURNEPas encore d'évaluation
- Manual Torno HNC 21TDocument46 pagesManual Torno HNC 21Tivan100% (1)
- Heidenhain 426-430Document383 pagesHeidenhain 426-430Adrian198486Pas encore d'évaluation
- Modo de Empleo Diálogo en Texto Claro Heidenhain: Software NC 286 140-xx 286 160-xxDocument250 pagesModo de Empleo Diálogo en Texto Claro Heidenhain: Software NC 286 140-xx 286 160-xxVíctor HugoPas encore d'évaluation
- Manual Torno HNC-21TDocument28 pagesManual Torno HNC-21TAlexandra Vergara Arroyo100% (2)
- Manual Usuario Sinumerik 810 TDocument16 pagesManual Usuario Sinumerik 810 TVíctor Benavides50% (2)
- Curso de Entrenamiento - Centro MecanizadoDocument46 pagesCurso de Entrenamiento - Centro MecanizadoJoao Stuard Herrera QuerevalúPas encore d'évaluation
- Torneado Multidireccional CNCDocument632 pagesTorneado Multidireccional CNCOscar TezPas encore d'évaluation
- EONSI Programacion CNC PDFDocument6 pagesEONSI Programacion CNC PDFEduardo Luis LicetPas encore d'évaluation
- Presentación CNC 5Document30 pagesPresentación CNC 5Paulo Lorca VargasPas encore d'évaluation
- Curso Fresa CNC CompletoDocument36 pagesCurso Fresa CNC CompletoFiore UgoPas encore d'évaluation
- Manual Fresadora CNC Final PDFDocument33 pagesManual Fresadora CNC Final PDFulisesPas encore d'évaluation
- PF05 TAREA R78 Ejercicio Hoja Proceso Fresadora PDFDocument1 pagePF05 TAREA R78 Ejercicio Hoja Proceso Fresadora PDFChichojefe PmcPas encore d'évaluation
- Guia Rápida Mastercam V2019 Rubén RomeroDocument17 pagesGuia Rápida Mastercam V2019 Rubén RomeroRuben Romero100% (1)
- CNC Exercises Turning SpanishDocument48 pagesCNC Exercises Turning Spanishjuan-doblePas encore d'évaluation
- Curso Basico 8055TCDocument108 pagesCurso Basico 8055TCMiguel Angel Munguia FloresPas encore d'évaluation
- SCALLOPDocument13 pagesSCALLOPGustavo PomaqueroPas encore d'évaluation
- Man 8025M Oem PDFDocument285 pagesMan 8025M Oem PDFMario ParodiPas encore d'évaluation
- CNC 021Document29 pagesCNC 021Dany EscobarPas encore d'évaluation
- Curso Programación Fanuc para Puma 240Document40 pagesCurso Programación Fanuc para Puma 240Carlos CasPas encore d'évaluation
- BHB en EsDocument237 pagesBHB en EsPaulo Lorca VargasPas encore d'évaluation
- CNC Reporte O0038Document14 pagesCNC Reporte O0038Aldo AlvarezPas encore d'évaluation
- Anexo Manual Fanuc Torno CNCDocument13 pagesAnexo Manual Fanuc Torno CNCarturo_23ePas encore d'évaluation
- Fijar Cero Pieza EmcoDocument9 pagesFijar Cero Pieza EmcoMario TrevinoPas encore d'évaluation
- Cuadernillo de Practicas de C.N.C.Document134 pagesCuadernillo de Practicas de C.N.C.Missa PérezPas encore d'évaluation
- Catalogo Insertos Mitsubishi PDFDocument44 pagesCatalogo Insertos Mitsubishi PDFGáry Ibntr100% (1)
- Elaboración de Manual de OperaciónDocument5 pagesElaboración de Manual de OperaciónRodrgo cubasPas encore d'évaluation
- Dokumen - Tips Mazatrol PDFDocument45 pagesDokumen - Tips Mazatrol PDFEmmanuel NavarroPas encore d'évaluation
- Guia Fresa MastercamDocument25 pagesGuia Fresa MastercamAlex Masias100% (1)
- Torno y Fresa (Ejemplos)Document28 pagesTorno y Fresa (Ejemplos)JESUS ALEJANDRO FLORES SERRATOPas encore d'évaluation
- Roscas Metricas - Fundamentos Representacion y Acotacion Tema - 3.1Document9 pagesRoscas Metricas - Fundamentos Representacion y Acotacion Tema - 3.1Gilberto GarciaPas encore d'évaluation
- Cofigos Fresadora CNCDocument2 pagesCofigos Fresadora CNCDeivy Mona PerezPas encore d'évaluation
- Control Numérico ComputarizadoDocument11 pagesControl Numérico ComputarizadoAlejandra LimaPas encore d'évaluation
- Programa CNCDocument38 pagesPrograma CNCEmmanuel DohmaPas encore d'évaluation
- Practica No. 8 Medicion de PosicionDocument14 pagesPractica No. 8 Medicion de PosicionMario Moreno FajardoPas encore d'évaluation
- Guia de Aprendizaje CNC 8-FresaDocument27 pagesGuia de Aprendizaje CNC 8-FresaSchz AngelaPas encore d'évaluation
- Manual Sokkia IoDocument15 pagesManual Sokkia IoRicardo Ramirez TrejoPas encore d'évaluation
- Descripción de Diferentes Fresas y Maquinado de Espiral y AvionDocument15 pagesDescripción de Diferentes Fresas y Maquinado de Espiral y AvionRamón MarentesPas encore d'évaluation
- Practica 3Document25 pagesPractica 3KarlaPas encore d'évaluation
- Esquema Comandos SketcherDocument1 pageEsquema Comandos SketcherPACOEDURNEPas encore d'évaluation
- Catalogo Tecnicum 2015 1Document9 pagesCatalogo Tecnicum 2015 1PACOEDURNEPas encore d'évaluation
- 6 Posición de La Tolerancia PDFDocument2 pages6 Posición de La Tolerancia PDFPACOEDURNEPas encore d'évaluation
- Catalogo Tecnicum 2015 1 PDFDocument7 pagesCatalogo Tecnicum 2015 1 PDFPACOEDURNEPas encore d'évaluation
- Esquema Comandos Part DesignDocument1 pageEsquema Comandos Part DesignPACOEDURNEPas encore d'évaluation
- Catalogo Tecnicum 2015 1 PDFDocument7 pagesCatalogo Tecnicum 2015 1 PDFPACOEDURNEPas encore d'évaluation
- Instalación SoftwareDocument9 pagesInstalación SoftwarePACOEDURNEPas encore d'évaluation
- Tabla Materiales Torno 1Document1 pageTabla Materiales Torno 1PACOEDURNEPas encore d'évaluation
- Datos Corte Torno1Document1 pageDatos Corte Torno1PACOEDURNEPas encore d'évaluation
- Sketcher Catia V5Document42 pagesSketcher Catia V5PACOEDURNEPas encore d'évaluation
- Sketcher Catia V5Document42 pagesSketcher Catia V5PACOEDURNEPas encore d'évaluation
- HP Designjet 500 Printer - User's Guide - SPDocument236 pagesHP Designjet 500 Printer - User's Guide - SPMarcos Sandoval BPas encore d'évaluation
- Ejemplo Torno 1Document1 pageEjemplo Torno 1PACOEDURNEPas encore d'évaluation
- Instalación SoftwareDocument9 pagesInstalación SoftwarePACOEDURNEPas encore d'évaluation
- 3 Programación DIN ISO TNC 410Document494 pages3 Programación DIN ISO TNC 410PACOEDURNEPas encore d'évaluation
- Fagor8055 Turn SP A 01Document108 pagesFagor8055 Turn SP A 01PACOEDURNEPas encore d'évaluation
- Fagor 8055MC SP AbiertoDocument108 pagesFagor 8055MC SP AbiertoUrial100% (1)
- Curso Online Catia v5Document1 pageCurso Online Catia v5peneradaPas encore d'évaluation
- 1 - Guia Piloto TNC-310Document57 pages1 - Guia Piloto TNC-310PACOEDURNEPas encore d'évaluation
- 1 - Guia Piloto TNC-430Document87 pages1 - Guia Piloto TNC-430PACOEDURNEPas encore d'évaluation
- 12 Reglas Antibullying para Decir A Tus HijosDocument2 pages12 Reglas Antibullying para Decir A Tus HijosPACOEDURNEPas encore d'évaluation
- HP Designjet 500 Printer - User's Guide - SPDocument236 pagesHP Designjet 500 Printer - User's Guide - SPMarcos Sandoval BPas encore d'évaluation
- HP Designjet 500 Printer - User's Guide - SPDocument236 pagesHP Designjet 500 Printer - User's Guide - SPMarcos Sandoval BPas encore d'évaluation
- HP Designjet 510Document219 pagesHP Designjet 510PACOEDURNEPas encore d'évaluation
- Ejemplos Fagor 8055MDocument56 pagesEjemplos Fagor 8055MFrank Ortolá SoriaPas encore d'évaluation
- 4 Utillaje y Elementos de SujecciónDocument6 pages4 Utillaje y Elementos de SujecciónPACOEDURNEPas encore d'évaluation
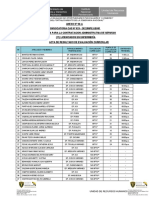
- Evaluacion Curricular Cas N 029Document3 pagesEvaluacion Curricular Cas N 029Henson Gómez PérezPas encore d'évaluation
- Manual de Python Con Db2Document17 pagesManual de Python Con Db2Ruth De La CruzPas encore d'évaluation
- Aislante TermicoDocument4 pagesAislante TermicoronvallPas encore d'évaluation
- 3er Informe PDFDocument148 pages3er Informe PDFrob1251Pas encore d'évaluation
- Naturaleza de La ContabilidadDocument2 pagesNaturaleza de La ContabilidadLy Carrasco Martinez100% (1)
- Alvarado Chavez Joel Eliseo: RUC 10762293868 Factura ElectrónicaDocument1 pageAlvarado Chavez Joel Eliseo: RUC 10762293868 Factura ElectrónicaEliseo Alvarado chavezPas encore d'évaluation
- Taller 2 de CostosDocument3 pagesTaller 2 de CostosmaricelaPas encore d'évaluation
- Alvar Aalto InformeDocument21 pagesAlvar Aalto InformeChristian SolisPas encore d'évaluation
- DWWWRDocument2 pagesDWWWRBruno Raul Fernandez GutierrezPas encore d'évaluation
- 1.3.4 La Población Humana.Document7 pages1.3.4 La Población Humana.Alan GahezPas encore d'évaluation
- Ficha Tecnica Sobadora HDDocument3 pagesFicha Tecnica Sobadora HDuriel pumaPas encore d'évaluation
- Multisoluciones E.I.R.L. Multiproductos & Soluciones E.I.R.LDocument1 pageMultisoluciones E.I.R.L. Multiproductos & Soluciones E.I.R.LLuis José Ruiz QuispePas encore d'évaluation
- 8542 Admón de RRHH Caso KFCDocument9 pages8542 Admón de RRHH Caso KFCMaría GuadalupePas encore d'évaluation
- 4.-Eett Instalaciones ElectricasDocument44 pages4.-Eett Instalaciones ElectricasGianella AlbinesPas encore d'évaluation
- Control de Encendido y Apagado de Una Electroducha Según La Temperatura AmbienteDocument4 pagesControl de Encendido y Apagado de Una Electroducha Según La Temperatura Ambientejuan perezPas encore d'évaluation
- VentiladoresDocument12 pagesVentiladoresJunito AndradePas encore d'évaluation
- Como Armar Carpeta de TitulacionDocument28 pagesComo Armar Carpeta de TitulacionMittzii GodinezPas encore d'évaluation
- 6.4.1.1.2. Mapa Curricular Programa de Quimica Plan 14Document1 page6.4.1.1.2. Mapa Curricular Programa de Quimica Plan 14Ailin GuerequePas encore d'évaluation
- Infraestructura VIAL EN PERUDocument27 pagesInfraestructura VIAL EN PERUAlex PanccPas encore d'évaluation
- Listaweb de EmpresasDocument96 pagesListaweb de EmpresasRafael Cueva AmayaPas encore d'évaluation
- Como Insertar Música y Videos A Una DiapositivaDocument3 pagesComo Insertar Música y Videos A Una DiapositivaGustavo Vilchez0% (1)
- Practica 8Document12 pagesPractica 8Mario Andres Barzola VeraPas encore d'évaluation
- Curriculum Vitae MichelDocument7 pagesCurriculum Vitae MichelMarko Elias Vega CarhuapomaPas encore d'évaluation
- Ayudantía 5 Principios de Microeconomía (Pauta)Document3 pagesAyudantía 5 Principios de Microeconomía (Pauta)Isabela CaliPas encore d'évaluation
- SilaboTecnologia de Pastas y Conservas de PescadoDocument9 pagesSilaboTecnologia de Pastas y Conservas de Pescadoanthonymv1982Pas encore d'évaluation
- Normas de Bioseguridad en El LaboratorioDocument4 pagesNormas de Bioseguridad en El LaboratorioJetsy YancachajllaPas encore d'évaluation