Vous aimerez peut-être aussi
- 3054C Engines For Caterpillar Built Machines - RENR2414Document80 pages3054C Engines For Caterpillar Built Machines - RENR2414Taufik Rizal93% (15)
- D JetronicDocument20 pagesD Jetronicapi-3850227100% (4)
- The V8 Engine For McLaren's New MP4-12CDocument6 pagesThe V8 Engine For McLaren's New MP4-12Cddi11Pas encore d'évaluation
- Porsche Manual - The 912 Engine - Introduction PDFDocument7 pagesPorsche Manual - The 912 Engine - Introduction PDFMarcinPas encore d'évaluation
- Naca TR 189Document19 pagesNaca TR 189SrinathReddyPas encore d'évaluation
- ChryslerDocument5 pagesChryslerLeti HanajPas encore d'évaluation
- 5 Cylinder Engine InstructionsDocument90 pages5 Cylinder Engine InstructionsFabio GiliiPas encore d'évaluation
- Deutz 2011 Service TrainingDocument62 pagesDeutz 2011 Service TrainingGabriela Clavijo Prada100% (8)
- PF17415Document222 pagesPF17415eduardo chavezPas encore d'évaluation
- 400-440A Parts ListDocument35 pages400-440A Parts ListJoel Maximo Javines Mangaoang100% (2)
- Chain Kit Codes Hero HondaDocument2 pagesChain Kit Codes Hero HondaBhusarapu Srinivas71% (17)
- Amal Concentric HintsDocument8 pagesAmal Concentric HintsJohn NeweyPas encore d'évaluation
- SSP+411+++2 8l+and+3 2L+FSI+engines+with+Audi+valvelift+systemDocument64 pagesSSP+411+++2 8l+and+3 2L+FSI+engines+with+Audi+valvelift+systemgbeszePas encore d'évaluation
- FUEL PUMP CONTROL CIRCUIT PT CrusierDocument5 pagesFUEL PUMP CONTROL CIRCUIT PT CrusierbelesferontePas encore d'évaluation
- ClipDocument222 pagesClipFredy HernanPas encore d'évaluation
- 2003 MITSUBISHI ECLIPSE em 2.4Document42 pages2003 MITSUBISHI ECLIPSE em 2.4johnPas encore d'évaluation
- GW Wingle (All) SpecsDocument5 pagesGW Wingle (All) SpecsNorberto PattPas encore d'évaluation
- Service Manual: Group IndexDocument522 pagesService Manual: Group Indexpepecalienes2052Pas encore d'évaluation
- 2GIG DW10 345 Install GuideDocument3 pages2GIG DW10 345 Install GuideAlarm Grid Home Security and Alarm MonitoringPas encore d'évaluation
- Technical Specs LHD Models 2WD 4WD Diesel GasolineDocument2 pagesTechnical Specs LHD Models 2WD 4WD Diesel GasolineGuntaraPas encore d'évaluation
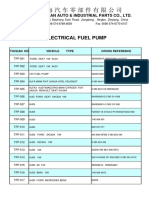
- TOCEAN AUTO PARTS CATALOG WITH OVER 100 ELECTRICAL FUEL PUMPSDocument7 pagesTOCEAN AUTO PARTS CATALOG WITH OVER 100 ELECTRICAL FUEL PUMPSWesley GaoPas encore d'évaluation
- Specifications of 50cc ScooterDocument17 pagesSpecifications of 50cc Scooterapi-19976992Pas encore d'évaluation
- Operator'S Manual: For Models: L6140A, L6140AL2, M6140AL, & M6140AL2Document35 pagesOperator'S Manual: For Models: L6140A, L6140AL2, M6140AL, & M6140AL2DominicPas encore d'évaluation
- Diesel Forklift Truck - Linde Forklifts Offer Germany Quality & PerformanceDocument6 pagesDiesel Forklift Truck - Linde Forklifts Offer Germany Quality & Performancemurshed audatallaPas encore d'évaluation
- Farmtrac Repair Manual SupplementDocument78 pagesFarmtrac Repair Manual SupplementAntnhe BayuPas encore d'évaluation
- Camshaft Removal and Installation GuideDocument3 pagesCamshaft Removal and Installation GuideDIEGOPas encore d'évaluation
- Vehicle List - Software Flex Renesas SH7xxxx Ver.4.0.0.0Document16 pagesVehicle List - Software Flex Renesas SH7xxxx Ver.4.0.0.0Hlias AlafogiannisPas encore d'évaluation
- Engine Mechanical 1 Textbook EVDocument76 pagesEngine Mechanical 1 Textbook EVmi5a.saad12345Pas encore d'évaluation
- EngineStartButton PDFDocument6 pagesEngineStartButton PDFkiki ValleryPas encore d'évaluation
- Sunnen Alusil Honing TechDocument7 pagesSunnen Alusil Honing TechEdidjo Darwin100% (1)
- Honda Goldwing Clarion CB Service Manual-50870Document10 pagesHonda Goldwing Clarion CB Service Manual-50870Christopher KildahlPas encore d'évaluation
- E40 ECM Pinout - Chevy Trailblazer SS ForumDocument5 pagesE40 ECM Pinout - Chevy Trailblazer SS ForumRico C CasagrandePas encore d'évaluation
- 50cc Engine Parts List PDFDocument23 pages50cc Engine Parts List PDFFebri MaulanaPas encore d'évaluation
- 4G6 Engine ServiceManualDocument108 pages4G6 Engine ServiceManualAbdulla IslamiPas encore d'évaluation
- Steering Column SwitchesDocument9 pagesSteering Column SwitchesAnimemanuel MuñozPas encore d'évaluation
- 95 Egge KatlogDocument196 pages95 Egge KatlogMartin J.Pas encore d'évaluation
- Emissions 17th EditionDocument204 pagesEmissions 17th EditionCarlos TorrePas encore d'évaluation
- Vortec 8.1L: POWERTRAIN Industrial EnginesDocument2 pagesVortec 8.1L: POWERTRAIN Industrial EnginesphalksturmPas encore d'évaluation
- 08XKDocument510 pages08XKscribd2162Pas encore d'évaluation
- Fuel Pumps Catalog PDFDocument32 pagesFuel Pumps Catalog PDFCarlos MolinaPas encore d'évaluation
- MKV EngineDocument59 pagesMKV EngineiolinPas encore d'évaluation
- Manual de Servicio Nissan Murano z51Document5 pagesManual de Servicio Nissan Murano z51PabloTrasviñaPas encore d'évaluation
- Accurate Diagnosis Saves Time on Engine RepairDocument3 pagesAccurate Diagnosis Saves Time on Engine RepairdromakiPas encore d'évaluation
- Chevrolet Camaro 2010 ProspektDocument4 pagesChevrolet Camaro 2010 ProspektJoe Niederberger100% (1)
- zf6 TextDocument8 pageszf6 TextMike BakerPas encore d'évaluation
- Lombardini 6LD Work Shop Manual GR 6 Matr 1-5302-387Document60 pagesLombardini 6LD Work Shop Manual GR 6 Matr 1-5302-387Wim PeetersPas encore d'évaluation
- General Motors DTC Reader InstructionsDocument10 pagesGeneral Motors DTC Reader InstructionsPablo UrbinaPas encore d'évaluation
- The History of The Diesel EngineDocument5 pagesThe History of The Diesel EngineDelmar Giltendez NangcasPas encore d'évaluation
- 2017 Volvo V90 Cross Country Technical SpecificationsDocument3 pages2017 Volvo V90 Cross Country Technical Specificationssergio davidsPas encore d'évaluation
- CH 08 - Four-Wheel-Drive SystemsDocument36 pagesCH 08 - Four-Wheel-Drive SystemsRevanth BhattaramPas encore d'évaluation
- Altitudes de Motor CumminsDocument3 pagesAltitudes de Motor CumminsRamiro correaPas encore d'évaluation
- 9596ecbDocument52 pages9596ecbsleidazPas encore d'évaluation
- Valve Timing Marks: Domestic CarsDocument3 pagesValve Timing Marks: Domestic CarsArield Riveros100% (1)
- SB 10072385 2280Document312 pagesSB 10072385 2280David Solis0% (1)
- Maintenance and Care: Form No.8CC7-EA-11HDocument52 pagesMaintenance and Care: Form No.8CC7-EA-11HChaiyakorn Aaron100% (1)
- GDI Engines VolkswagonDocument9 pagesGDI Engines VolkswagonNikhil KattiPas encore d'évaluation
- 1993 Buick CenturyDocument324 pages1993 Buick CenturyJuan Cruz FonsecaPas encore d'évaluation
- Temco International Limited: AlternatorDocument58 pagesTemco International Limited: AlternatorAlejandro XgPas encore d'évaluation
- Body PDFDocument341 pagesBody PDFbrauniPas encore d'évaluation
- 2010 Ginn Motor Company HHR Atlanta GADocument8 pages2010 Ginn Motor Company HHR Atlanta GAatlantachevroletPas encore d'évaluation
- AU TO M OT I V E & T R U C K / S U V APPLICATIONS, SPECIFICATIONS & DISTRIBUTOR PRICE GUIDEDocument60 pagesAU TO M OT I V E & T R U C K / S U V APPLICATIONS, SPECIFICATIONS & DISTRIBUTOR PRICE GUIDEArif WidayuniPas encore d'évaluation
- Mfpi & CrdiDocument18 pagesMfpi & CrdiAmitKumarPas encore d'évaluation
- 16H Motor Grader: Global VersionDocument30 pages16H Motor Grader: Global VersionsuryarisPas encore d'évaluation
- ENGINEDocument23 pagesENGINEMohamed SaiedPas encore d'évaluation
- Nuevo Documento de Microsoft WordDocument3 pagesNuevo Documento de Microsoft WordRuben C. CanaviriPas encore d'évaluation
- C5 Coupe Vs Z06Document4 pagesC5 Coupe Vs Z06Scott KramerPas encore d'évaluation
- 8 Main Pump Spare PartsDocument14 pages8 Main Pump Spare PartsWassiem SayounPas encore d'évaluation
- BMW Petrol Piezo Injectors Flow Rate Data N43 N52 N53Document18 pagesBMW Petrol Piezo Injectors Flow Rate Data N43 N52 N53MiguelPas encore d'évaluation
- Vstrom DL 1000 - 2002-2006-PartsDocument89 pagesVstrom DL 1000 - 2002-2006-PartsluisPas encore d'évaluation
- Mitsubishi Diesel Engine Technical Information: Specification Sheets of S16R-PTA2 EngineDocument4 pagesMitsubishi Diesel Engine Technical Information: Specification Sheets of S16R-PTA2 EnginefendynovapamelaPas encore d'évaluation
- AEMRDocument368 pagesAEMRVivek Aero100% (2)
- The Audi 2.5l TFSI Engine EA855 EVO Series: Self Study Programme 661Document60 pagesThe Audi 2.5l TFSI Engine EA855 EVO Series: Self Study Programme 661asdPas encore d'évaluation
- NEF67 SM1 138kWm EDocument6 pagesNEF67 SM1 138kWm EJaimeCoello100% (1)
- Engine mounted sealing flaps maintenanceDocument34 pagesEngine mounted sealing flaps maintenanceTesta Bonaventura Vincenzo100% (2)
- Analysis of a Hybrid Turbocharger for Improving IC Engine PerformanceDocument9 pagesAnalysis of a Hybrid Turbocharger for Improving IC Engine PerformancezahidPas encore d'évaluation
- ME 468 Engine Design Port Sizing and TuningDocument39 pagesME 468 Engine Design Port Sizing and TuningSudhakar SpartanPas encore d'évaluation
- Crankshaft AssemblyDocument87 pagesCrankshaft AssemblyGreg HannaPas encore d'évaluation
- Hemi EngineDocument23 pagesHemi EngineGunja GopalPas encore d'évaluation
- The Model T Ignition Coil - Part 1-1.22231824Document13 pagesThe Model T Ignition Coil - Part 1-1.22231824sangliezPas encore d'évaluation
- Components of Ic Engine T613010Document9 pagesComponents of Ic Engine T613010Kolte RushikeshPas encore d'évaluation
- IC Engine - Chapter 5, 6 & 7 Handout - 2022Document21 pagesIC Engine - Chapter 5, 6 & 7 Handout - 2022nunuPas encore d'évaluation
- D85A-21 Parts PDFDocument599 pagesD85A-21 Parts PDFBudi setyantoPas encore d'évaluation
- Thermal Engine CatalogueDocument4 pagesThermal Engine CatalogueMahesh Babu TalupulaPas encore d'évaluation
- EGES2352 ADocument88 pagesEGES2352 ARonald BetancourtPas encore d'évaluation
- Hitachi Crane Engine Parts - Mitsubishi, Hino, Mercedes Benz Industrial, Nissan, Isuzu, Engine PartsDocument12 pagesHitachi Crane Engine Parts - Mitsubishi, Hino, Mercedes Benz Industrial, Nissan, Isuzu, Engine PartsEngineParts2100% (1)
- Aft MPM Cafs 01Document2 pagesAft MPM Cafs 01Forum PompieriiPas encore d'évaluation
- Rover 25 / MG ZR / Streetwise: Workshop Manual - Service ProceduresDocument11 pagesRover 25 / MG ZR / Streetwise: Workshop Manual - Service ProceduresErcan Nilgün kaynakPas encore d'évaluation
- E9.9dmh'04 E15dmh'04: 1C6B3-200S1 2C6B3-200S1Document39 pagesE9.9dmh'04 E15dmh'04: 1C6B3-200S1 2C6B3-200S1mark adamPas encore d'évaluation
- Delphi's Diesel Unit Pump Common Rail System 2012Document6 pagesDelphi's Diesel Unit Pump Common Rail System 2012qingcaohe100% (1)
- Valve Timing DiagramDocument17 pagesValve Timing DiagramAnush R AminPas encore d'évaluation