Vous aimerez peut-être aussi
- Pruebas en Sistemas Common RailDocument3 pagesPruebas en Sistemas Common RailRonny CárdenasPas encore d'évaluation
- Dimensionamiento de MolinosDocument4 pagesDimensionamiento de MolinosVenger Wenger67% (3)
- Consolidado N°2 - Revisión de IntentosDocument6 pagesConsolidado N°2 - Revisión de IntentosEdward QPPas encore d'évaluation
- Acustica y Sistemas de SonidoDocument165 pagesAcustica y Sistemas de SonidoOmar Vazquez75% (4)
- Analisis de Costos Unitarios Reservorio ApoyadoDocument38 pagesAnalisis de Costos Unitarios Reservorio ApoyadoBaldomero Huaripaucar Ruiz67% (3)
- Diseño de Mezclas de ConcretoDocument104 pagesDiseño de Mezclas de ConcretoJojanes Jurned Bejar GuizadoPas encore d'évaluation
- Hierros Colados 2018-1Document48 pagesHierros Colados 2018-1Luis MaldonadoPas encore d'évaluation
- Ficha Tecnica PaltasDocument6 pagesFicha Tecnica PaltasRonny CárdenasPas encore d'évaluation
- Easj Memoria Anual 2022Document46 pagesEasj Memoria Anual 2022Ronny CárdenasPas encore d'évaluation
- 11 Informe Tecnico Produccion Nacional Set 2023Document63 pages11 Informe Tecnico Produccion Nacional Set 2023Ronny CárdenasPas encore d'évaluation
- Herramientas de Análisis Estratégico para Elaborar Un Plan Parte 1Document12 pagesHerramientas de Análisis Estratégico para Elaborar Un Plan Parte 1Ronny CárdenasPas encore d'évaluation
- Pruebas A Elementos Del Motor de CombustiónDocument4 pagesPruebas A Elementos Del Motor de CombustiónRonny CárdenasPas encore d'évaluation
- Mantenimiento Del TurbocompresorDocument4 pagesMantenimiento Del TurbocompresorRonny CárdenasPas encore d'évaluation
- Energia Hidraulica TrebajoDocument3 pagesEnergia Hidraulica TrebajoRonny CárdenasPas encore d'évaluation
- Linea Recta PDFDocument18 pagesLinea Recta PDFRonny CárdenasPas encore d'évaluation
- CIGÜEÑALDocument3 pagesCIGÜEÑALRonny CárdenasPas encore d'évaluation
- PROPEDEUTICADocument3 pagesPROPEDEUTICARonny CárdenasPas encore d'évaluation
- Diagrama de FaseDocument2 pagesDiagrama de FaseRonny CárdenasPas encore d'évaluation
- Bomba de InyecciónDocument3 pagesBomba de InyecciónRonny CárdenasPas encore d'évaluation
- Conocimiento de MaterialesDocument7 pagesConocimiento de MaterialesRonny CárdenasPas encore d'évaluation
- Conocimiento de Mteriales, EstructurasDocument6 pagesConocimiento de Mteriales, EstructurasRonny CárdenasPas encore d'évaluation
- Eutanasia - Etica y DeontologiaDocument32 pagesEutanasia - Etica y DeontologiaRonny CárdenasPas encore d'évaluation
- Derivada PDFDocument10 pagesDerivada PDFRonny CárdenasPas encore d'évaluation
- Pisa Execs Um EspanolDocument26 pagesPisa Execs Um Espanolgrananer73Pas encore d'évaluation
- Andreu Diseño Nave IndustrialDocument501 pagesAndreu Diseño Nave IndustrialAugusto RomeroPas encore d'évaluation
- Aislamiento Acustico DanosaDocument6 pagesAislamiento Acustico DanosaRonny CárdenasPas encore d'évaluation
- Introduccion AlgorDocument27 pagesIntroduccion AlgorRonny CárdenasPas encore d'évaluation
- Presupuesto-Propuesta No. 02 Aguas Abajo.Document6 pagesPresupuesto-Propuesta No. 02 Aguas Abajo.Osvaldo MendozaPas encore d'évaluation
- Informe Taller Mecanizado de MetalesDocument10 pagesInforme Taller Mecanizado de MetalesNICOLAS VELASQUEZPas encore d'évaluation
- Ensamble MecanicoDocument2 pagesEnsamble MecanicotutisnavaPas encore d'évaluation
- Taller RecuperacionDocument6 pagesTaller RecuperacionLinaPas encore d'évaluation
- ConvertidoresDocument6 pagesConvertidoresEnrique Claudio MedinaPas encore d'évaluation
- Cuestionario en Estado SolidoDocument3 pagesCuestionario en Estado SolidoJuliana RamirezPas encore d'évaluation
- Libro de Recorrido 2023 - Seguridad A OkDocument105 pagesLibro de Recorrido 2023 - Seguridad A OkMELIZERIO ROMEROPas encore d'évaluation
- Unidad I. SoldaduraDocument52 pagesUnidad I. SoldaduraMoisés CarriónPas encore d'évaluation
- Acordeon Tia MayDocument12 pagesAcordeon Tia MayPerla MonroyPas encore d'évaluation
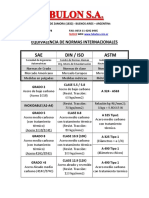
- 5 - Equivalencia de NormasDocument2 pages5 - Equivalencia de Normasnicolas jaraba100% (1)
- Curso Soldadura BasicaDocument2 pagesCurso Soldadura Basicathpmaldad amistadPas encore d'évaluation
- Ficha Tecnica Primaplex RH V5 PDFDocument1 pageFicha Tecnica Primaplex RH V5 PDFMario Andres BarreraPas encore d'évaluation
- Oxicorte4600003428 PDFDocument7 pagesOxicorte4600003428 PDFwinrorroPas encore d'évaluation
- Taladros IndustrialesDocument8 pagesTaladros IndustrialesGabriel AlvarezPas encore d'évaluation
- Informe de ConcretoDocument14 pagesInforme de ConcretoMario FloresPas encore d'évaluation
- Juan Carlos Monroy Villegas. CV 23Document1 pageJuan Carlos Monroy Villegas. CV 23Cristal GPas encore d'évaluation
- Tema5.Uniones No SoldadasDocument26 pagesTema5.Uniones No Soldadasana palmerPas encore d'évaluation
- Catálogo Puntas IntercambiablesDocument13 pagesCatálogo Puntas IntercambiablesLeo DisanPas encore d'évaluation
- FUNDICIONESDocument23 pagesFUNDICIONESCarlos LopezPas encore d'évaluation
- Pintura Acrilica para InterioresDocument2 pagesPintura Acrilica para InterioresElda LunaPas encore d'évaluation
- Trabajo Grupal de SoldaduraDocument9 pagesTrabajo Grupal de SoldaduraLuis ApazaPas encore d'évaluation
- Elaboración Del PapelDocument12 pagesElaboración Del PapelEsther MuñozPas encore d'évaluation
- Tecnologia Mecanica: Que Es Una Fresadora?Document4 pagesTecnologia Mecanica: Que Es Una Fresadora?ronnyPas encore d'évaluation
- Conformado Por ExplosiónDocument14 pagesConformado Por ExplosiónAlanRoqueGarciaPas encore d'évaluation
- Ejemplo Verificación Deslizamiento TuberíaDocument7 pagesEjemplo Verificación Deslizamiento TuberíaManuel RamirezPas encore d'évaluation