Académique Documents
Professionnel Documents
Culture Documents
LF101 El Proceso de Planeacion de La Produccion
Transféré par
Hector Naeel Pech PriegoCopyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
LF101 El Proceso de Planeacion de La Produccion
Transféré par
Hector Naeel Pech PriegoDroits d'auteur :
Formats disponibles
Logistica de Fabricacin: Unidad 1
Instituto Tecnolgico de Mrida
Departamento de Ciencias Econmico administrativas
Ingeniera en Gestin Empresarial
Especialidad Logistica
LOD1203: Logistica de Fabricacin
El proceso de planificacin, programacin y control de la
produccin. Una aproximacin terica y conceptual1
Aportado por: William Ariel Sarache Castro, Ingeniero Industrial (CUI, 1993), Master en Produccin (UCLV, 1999)
y Candidato a Doctor en Ciencias Tcnicas.(UCLV). Profesor Asistente de la Universidad Nacional de Colombia
Ing. Jorge Santos Varguez MC.
Pgina 1
Logistica de Fabricacin: Unidad 1
INTRODUCCIN
Son variados y similares los enfoques que con respecto al proceso de planificacin, programacin y
control de la produccin han sido tratados por diversos autores tales como Schroeder [1992],
Tawfik & Chauvel [1992], Nahmias [1997], Rigss [1998], Buffa & Sarin [1995], Meredith & Gibbs
[1986] entre otros, quienes establecen, en trminos generales, que este se inicia con las
previsiones, de las cuales se desprenden los planes a largo, mediano y corto plazo. Este enfoque,
a juicio del autor presenta algunas carencias, ya que carece del concepto integrador que en el
sentido vertical, debe comenzar en la estrategia empresarial y que en el sentido horizontal, debe
relacionarse con los dems subsistemas de la organizacin.
Otros autores como Starr, [1979], Companys Pascual, [1989], Ploss, [1987] y Chase & Aquilano
[1995], Adam & Ebert [1991], ofrecen en sus obras modelos de gestin de la produccin que, a
pesar de establecer un concepto integrador en el sentido vertical, no expresan claramente la
integracin en el sentido horizontal. Tal vez son Vollmann et al [1997] y Domnguez Machuca et
al [1995], quienes de acuerdo a la literatura consultada presentan un mejor enfoque, pues
consideran la integracin en ambos sentidos. Al respecto, este ltimo autor afirma que, el proceso
de planificacin y control de la produccin debe seguir un enfoque jerrquico, en el que se logre
una integracin vertical entre los objetivos estratgicos, tcticos y operativos y adems se
establezca su relacin horizontal con las otras reas funcionales de la compaa. Bsicamente las
cinco fases que componen el proceso de planificacin y control de la produccin son [Domnguez
Machuca 1995]:
1.
2.
3.
4.
5.
Planificacin estratgica o a largo plazo.
Planificacin agregada o a medio plazo.
Programacin maestra.
Programacin de componentes.
Ejecucin y control.
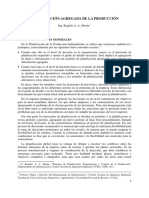
Es importante anotar, que de acuerdo con Domnguez Machuca [1995], estas fases se debern
llevar a cabo en cualquier empresa manufacturera, independientemente de su tamao y actividad,
aunque la forma como estas se desarrollen depender de las caractersticas propias de cada
sistema productivo. La figura 1, resume las principales fases mencionadas junto con los planes que
Ing. Jorge Santos Varguez MC.
Pgina 2
Logistica de Fabricacin: Unidad 1
de ellos se derivan, relacionando por un lado, los niveles de planificacin empresarial y por otro
la planificacin y gestin de la capacidad. Teniendo en cuenta los aspectos que se deben
considerar en el proceso de planificacin, programacin y control de la produccin y en aras de
su importancia en las acciones de mejoramiento de la capacidad competitiva de una organizacin,
a continuacin se proceder a analizar de manera detallada los aportes de distintos autores en
cuanto a conceptos, mtodos y tcnicas ms empleados en cada una de sus fases.
JERARQUA
FASE
PRODUCTO
ACTIVIDAD PRECISA
ESTRATGICA
Planificacin a largo
plazo
Plan de produccin
a largo plazo
Planificacin de la
capacidad a largo plazo
Planificacin
agregada o a
mediano plazo
Plan agregado de
produccin
Plan agregado de
capacidad
Programacin
maestra
Programa maestro
de produccin
Plan aproximado de
capacidad
Programacin de
componentes
Programa de
materiales
Plan detallado de
capacidad
Gestin de talleres
Programacin de
operaciones
Control de capacidad
Control de prioridades
Acciones de compra
TACTICA
OPERATIVA
Ejecucin y control
GESTION DE LA CAPACIDAD
PLANIFICACION EMPRESARIAL
PROCESO DE PLANIFICACION Y CONTROL DE LA PRODUCCION
Compras
Figura 1. Proceso de Planificacin, programacin y control de la produccin
Fuente: Domnguez Machuca Jos Antonio, 1995
PRONSTICOS
En aproximacin a lo expresado por Rigss [1998], Domnguez Machuca et al [1995], Buffa &
Sarin [1992], Adam & Ebert [1991], Hanke & Deitsch [1996] y Voris [1977], se puede afirmar,
que los pronsticos son el primer paso dentro del proceso de planificacin de la produccin y
estos sirven como punto de partida, no solo para la elaboracin de los planes estratgicos, sino
Ing. Jorge Santos Varguez MC.
Pgina 3
Logistica de Fabricacin: Unidad 1
adems, para el diseo de los planes a mediano y corto plazo, lo cual permite a las
organizaciones, visualizar de manera aproximada los acontecimientos futuros y eliminar en gran
parte la incertidumbre y reaccionar con rapidez a las condiciones cambiantes con algn grado de
precisin. Desde el punto de vista conceptual, algunos autores [Tawfik & Chauvel, 1992; Adam &
Ebert, 1991; Kalenatic & Blanco, 1993] expresan la importancia de diferenciar entre los trminos
prediccin y pronstico, ya que de acuerdo a su criterio, las predicciones se basan meramente en
la consideracin de aspectos subjetivos dentro del proceso de estimacin de eventos futuros,
mientras que los pronsticos, se desarrollan a travs de procedimientos cientficos, basados en
datos histricos, que son procesados mediante mtodos cuantitativos. En lo referente a los tipos
de pronsticos, estos pueden ser clasificados de acuerdo a tres criterios: segn el horizonte de
tiempo, segn el entorno econmico abarcado y segn el procedimiento empleado [Hanke &
Deitsch, 1996]. Los pronsticos segn el horizonte de tiempo pueden ser de largo plazo, mediano
plazo o corto plazo [Domnguez Machuca et al, 1995; Lockyer, 1995; Hanke & Deitsch, 1996] y
su empleo va desde la elaboracin de los planes a nivel estratgico hasta los de nivel operativo.
Los pronsticos segn el entorno econmico pueden ser de tipo micro o de tipo macro y se
definen de acuerdo al grado en que intervienen pequeos detalles vs grandes valores resumidos
[Hanke & Deitsch, 1996].
Los pronsticos segn el procedimiento empleado pueden ser de tipo puramente cualitativo, en
aquellos casos en que no se requiere de una abierta manipulacin de datos y solo se utiliza el
juicio o la intuicin de quien pronostica o puramente cuantitativos, cuando se utilizan
procedimientos matemticos y estadsticos que no requieren los elementos del juicio. Tal vez esta
ltima clasificacin es la ms generalizada por los distintos autores consultados de acuerdo con
los cuales, los mtodos cualitativos y cuantitativos que se pueden aplicar en la elaboracin de los
pronsticos son los siguientes: [Buffa & Sarin; Adam & Ebert, 1991; Hanke & Deitsch, 1996;
Tawfik & Chauvel, 1992, Monks, 1991; Chase & Aquilano, 1995; Rigss, 1998; Schroeder, 1992]:
Mtodos Cualitativos: Mtodo Delphi, mtodo del juicio informado, mtodo de la analoga
de los ciclos de vida y mtodo de la investigacin de mercados.
Mtodos cuantitativos: Mtodos por series de tiempo y mtodos causales.
Ing. Jorge Santos Varguez MC.
Pgina 4
Logistica de Fabricacin: Unidad 1
Una clasificacin de los mtodos aplicados en la elaboracin de pronsticos, realizada con base en
Hanke & Deitsch [1996] y Schroeder [1992], se presenta en la tabla 1.
Tabla 1. Clasificacin de los mtodos de pronstico Basada en: Hanke & Deitsch [1996] y
Schroeder [1992].
TIPOS
TIPOS
METODOS
CUALITATIVOS
SERIES DE
TIEMPO
CUANTITATIVOS
CASUALES
NOMBRES
Delphi
Juicio informado
Analoga de ciclos de vida
Investigacin de mercados
No formales
Promedio simple
Promedio mvil
Promedio mvil ponderado
Suavizacin exponencial
Descomposicin clsica
Box-Jenkins
Regresin simple
Regresin Mltiple
Indicadores principales
Modelos economtricos
Regresin mltiple de series de tiempo.
Mtodo de ndices
HORIZONTE PLANEACION
Mediano y largo plazo
Corto plazo
Mediano y largo plazo
Corto y mediano plazo
Corto plazo
Corto plazo
Corto plazo
Corto plazo
Corto plazo
Corto plazo
Corto plazo
Mediano plazo
Mediano plazo
Corto plazo
Corto plazo
Mediano y largo
Mediano plazo
Resulta evidente que uno de los principales problemas de la planeacin de la produccin, es el de
seleccionar el mejor mtodo de pronstico, que debe obedecer, en el caso de los mtodos
cuantitativos, al comportamiento histrico de los datos, con base en el anlisis de los patrones de
comportamiento medio, tendencia, ciclos estacionales y elementos aleatorios. En el caso de que los
datos histricos no existan o sean poco confiables, lo mejor es emplear un mtodo cualitativo, los
cuales, aunque no ofrecen un alto grado de seguridad, resultan mejores que nada. Uno de los
elementos de juicio que permiten la seleccin del mtodo, lo proporciona el anlisis de error, el
cual expresa la diferencia entre los datos reales y los pronosticados. Los mtodos de clculo del
error del pronstico ms comunes son: Error promedio, Desviacin Absoluta Media (MAD), Error
Cuadrado Medio (MSE), Error Porcentual Medio Absoluto (MAPE) y la Media de las Desviaciones por
Ing. Jorge Santos Varguez MC.
Pgina 5
Logistica de Fabricacin: Unidad 1
Periodo (BIAS). De cualquier forma, el mejor pronstico es aquel, que adems de manipular los
datos histricos mediante una tcnica cuantitativa, tambin hace uso del juicio y el sentido comn
empleando el conocimiento de los expertos. [Hanke & Deitsch 1996]
1. PLANEACIN A LARGO PLAZO
Una de las necesidades expresas, en el camino para mejorar la competitividad, es la adopcin de
una correcta estrategia de operaciones, la cual es definida por Schroeder [1995] como una visin
de la funcin de operaciones que depende de la direccin o impulso generales para la toma de
decisiones. Esta visin, se debe integrar con la estrategia empresarial y con frecuencia, aunque no
siempre, se refleja en un plan formal. La estrategia de operaciones debe dar como resultado un
patrn consistente de toma de decisiones en las operaciones y una ventaja competitiva para la
compaa. As mismo, Chase & Aquilano [1995], expresan, como aspecto importante a considerar,
que dicha estrategia debe especificar la manera en que la empresa emplear sus capacidades
productivas para apoyar la estrategia corporativa. Todo esto significa, que la estrategia de
operaciones debe surgir de una estrategia empresarial a largo plazo y a su vez, debe integrarse
de manera horizontal con las estrategias de los dems subsistemas de la compaa. De acuerdo
con esta afirmacin y en concordancia con Domnguez Machuca et al [1995], la estrategia de
operaciones se constituye como un plan a largo plazo para el subsistema de operaciones, en el
que se recogen los objetivos a lograr y los cursos de accin, as como la asignacin de recursos a
los diferentes productos y funciones. Todo ello debe perseguir el logro de los objetivos globales de
la empresa en el marco de su estrategia corporativa, constituyendo adems un patrn consistente
para el desarrollo de las decisiones tcticas y operativas del subsistema. Lo anterior, no difiere del
concepto de Schroeder [1992], quien agrega adems que la estrategia de operaciones debe ser
una estrategia funcional que debe guiarse por la estrategia empresarial y cuyo corazn debe estar
constituido por la misin, la competencia distintiva, los objetivos y las polticas.
En consonancia con lo anterior, Domnguez Machuca et al [1995] plantea, que las dos funciones
bsicas que ha de cumplir la estrategia de operaciones son:
1. Servir como marco de referencia para la planificacin y control de la produccin, de la
cual es su punto de partida.
2. Marcar las pautas que permitan apreciar en qu medida el subsistema de operaciones
esta colaborando al logro de la estrategia corporativa.
Ing. Jorge Santos Varguez MC.
Pgina 6
Logistica de Fabricacin: Unidad 1
Dentro de este propsito, las decisiones bsicas que deben ser contempladas dentro de la
estrategia de operaciones son:
a. Decisiones de posicionamiento, que afectan la direccin futura de la compaa y dentro
de la cual se incluyen los objetivos a largo plazo, el establecimiento de las prioridades
competitivas, la fijacin del modelo de gestin de la calidad, la seleccin de productos y
la seleccin de procesos.
b. Decisiones de diseo, concernientes al subsistema de operaciones, que implican
compromiso a largo plazo y entre las cuales se encuentran el diseo del productos y
procesos, la mano de obra, la apropiacin de nuevas tecnologas, decisiones de capacidad,
localizacin y distribucin de instalaciones y sistemas de aprovisionamiento.
2. PLANEACIN AGREGADA
La planeacin agregada denominada tambin como planeacin combinada [Meredith & Gibbs,
1986], se encuentra ubicada en el nivel tctico del proceso jerrquico de planeacin y tiene como
misin fundamental, en aproximacin al planteamiento de varios autores [Schroeder,1992; Chase &
Aquilano,1995; Nahmias,1997; Heizer & Render,1997; Russell & Taylor,1998; Domnguez Machuca
et al, 1995], establecer los niveles de produccin en unidades agregadas a lo largo de un
horizonte de tiempo que, generalmente, flucta entre 3 y 18 meses, de tal forma que se logre
cumplir con las necesidades establecidas en el plan a largo plazo, manteniendo a la vez niveles
mnimos de costos y un buen nivel de servicio al cliente. El trmino agregado, en este nivel de
planeacin, implica que las cantidades a producir se deben establecer de manera global o como lo
expresa Schroeder [1992] para una medida general de produccin o cuando mucho para algunas
pocas categoras de productos acumulados. De acuerdo con Nahmias [1997], puede ser aconsejable
utilizar unidades agregadas tales como familias de productos, unidad de peso, unidad de volumen,
tiempo de uso de la fuerza de trabajo o valor en dinero. De todas maneras, cualquier unidad
agregada que se escoja debe ser significativa, fcilmente manejable y comprensible dentro del
plan. Por otra parte, dentro del proceso de elaboracin del plan agregado y en aras del
cumplimiento de su objetivo fundamental, es importante el manejo de las variables que pueden
influir en este, las cuales pueden ser clasificadas en dos grandes grupos [Schroeder, 1992]: En
primer lugar, estn las variables de oferta, las cuales permiten modificar la capacidad de
produccin a travs de la programacin de horas extras, contratacin de trabajadores eventuales,
Ing. Jorge Santos Varguez MC.
Pgina 7
Logistica de Fabricacin: Unidad 1
subcontratacin de unidades y acuerdos de cooperacin; en segundo lugar, estn las variables de
demanda, las cuales pueden influir en el comportamiento del mercado mediante la publicidad, el
manejo de precios, promociones, etc. As mismo, existen varias estrategias para la elaboracin del
plan agregado, las cuales han sido clasificadas por la mayora de los autores en dos grupos,
subdivididos as: [Schroeder, 1992; Chase & Aquilano, 1995; Nahmias, 1997; Heizer & Render,
1997; Russell & Taylor, 1998; Vollmann et al, 1997; Domnguez Machuca et al, 1995]:
1. Estrategias puras:
Mano de obra nivelada (con empleo de horas extras o trabajadores eventuales)
Estrategia de persecucin, adaptacin a la demanda o de caza: (con o sin empleo de
la subcontratacin).
1. Estrategias mixtas: Se realizan mezclando varias estrategias puras.
Debido a las diferentes estrategias que se pueden adoptar, se debe obtener un plan que satisfaga
las restricciones internas de la organizacin y a la vez mantenga el costo de utilizacin de los
recursos lo ms bajo posible. En cuanto a las tcnicas existentes en la elaboracin de planes
agregados, de acuerdo con los autores consultados (Ibdem), las ms renombradas son las
siguientes:
I.
II.
III.
Mtodos manuales de grficos y tablas
Mtodos matemticos y de simulacin: programacin lineal (mtodo simplex y mtodo del
transporte), programacin cuadrtica, simulacin con reglas de bsqueda (Search Decisin
Rules) y programacin con simulacin.
Mtodos heursticos: mtodo de los coeficientes de gestin, mtodo PSH (Production
Switching Heuristic), reglas lineales de decisin (LDR) y bsqueda de reglas de decisin
(SDR).
Un anlisis comparativo acerca de algunas de las citadas tcnicas fue desarrollado por Chase &
Aquilano [1995] y se presenta en la tabla 2.
Ing. Jorge Santos Varguez MC.
Pgina 8
Logistica de Fabricacin: Unidad 1
Tabla 2. Comparacin entre algunos mtodos de planificacin agregada.
Fuente: Chase & Aquilano, 1995, p. 632.
METODOS
Grficos y tablas
HIPOTESIS
Ninguna
Programacin con
simulacin
Programacin lineal,
mtodo del transporte
Existencia de un programa de produccin
basado en computador.
Linealidad, plantilla laboral constante.
Programacin lineal,
mtodo simplex
Linealidad
Reglas de decisin
lineal.
Funciones cuadrticas de costos
Los gerentes toman bsicamente buenas
decisiones
Coeficientes de gestin
Reglas de bsqueda
de decisiones
Cualquier tipo de estructura de costos
TCNICA
Pruebas alternativas de planes por medio
del tanteo. No es ptimo pero si fcil de
desarrollar y comprender.
Prueba los planes agregados desarrollados
por otros mtodos.
til para el caso especial donde los costos
de contratacin y despido no son un
factor. Proporciona una solucin ptima.
Puede manejar cualquier nmero de
variables, pero muchas veces es difcil
formular. Proporciona una solucin ptima.
Utiliza coeficientes derivados
matemticamente para especificar las tasas
de produccin y los niveles de plantilla
laboral en una serie de ecuaciones.
Emplea el anlisis estadstico de decisiones
anteriores para tomar nuevas decisiones.
Se aplica a un slo grupo de gerentes y
no es ptimo.
Usa procedimientos de bsqueda de
patrones para encontrar los costos
mnimos de las curvas de costos totales.
Difcil de desarrollar, no es ptimo.
Cabe anotar que, debido a su fcil comprensin, tal vez las de mayor utilizacin por parte de los
empresarios son las de tipo manual a travs de grficos y tablas [Domnguez Machuca et al,
1995].
3. PROGRAMA MAESTRO
Una vez concluido el plan agregado, el siguiente paso consiste en traducirlo a unidades o tems
finales especficos. Este proceso es lo que se conoce como disgregacin [Domnguez Machuca,
1995], subdivisin [Adam & Ebert, 1991] o descomposicin [Narasimhan et al, 1996] del plan
Ing. Jorge Santos Varguez MC.
Pgina 9
Logistica de Fabricacin: Unidad 1
agregado y su resultado final se denomina programa maestro de produccin (Master Production
Schedule, MPS). Bsicamente, se puede afirmar que un programa maestro de produccin, es un
plan detallado que establece la cantidad especfica y las fechas exactas de fabricacin de los
productos finales [Heizer & Render, 1997; Russell & Taylor, 1998]. Al respecto, Vollmann et al
[1997] agrega que un efectivo MPS debe proporcionar las bases para establecer los compromisos
de envo al cliente, utilizar eficazmente la capacidad de la planta, lograr los objetivos estratgicos
de la empresa y resolver las negociaciones entre fabricacin y marketing. Las unidades en que
puede ser expresado un MPS son: [Heizer & Render, 1997]
Artculos acabados en un entorno continuo. (Make to stock).
Mdulos en un entorno repetitivo (Assemble to stock).
Pedido de un cliente en un entorno de taller (Make to order).
En cuanto al horizonte de tiempo de un MPS, la mayora de los autores coinciden en que este
puede ser variable y que dependiendo del tipo de producto, del volumen de produccin y de los
componentes de tiempo de entrega, este puede ir desde unas horas hasta varias semanas y meses,
con revisiones, generalmente, semanales. As mismo, Chase & Aquilano [1995], agregan que, en
aras de mantener el control y evitar el caos en el desarrollo del MPS, es importante subdividir su
horizonte de tiempo en tres marcos:
Fijo: No es posible hacer modificaciones al MPS.
Medio fijo: Se pueden hacer cambios a ciertos productos.
Flexible: Es posible hacer cualquier modificacin al MPS.
En lo referente a los insumos para la obtencin del MPS es importante la consideracin de los
siguientes elementos [Domnguez Machuca et al, 1995]: el plan agregado en unidades de
producto, las previsiones de ventas a corto plazo en unidades de producto, los pedidos en firme
comprometidos con los clientes, la capacidad disponible de la instalacin o el centro de trabajo y
por ltimo, otras fuentes de demanda. Dentro del proceso de formalizacin del MPS, algunas de
las funciones claves que este debe cumplir son [Monks, 1991]:
Traducir los planes agregados en artculos finales especficos.
Evaluar alternativas de programacin.
Ing. Jorge Santos Varguez MC.
Pgina 10
Logistica de Fabricacin: Unidad 1
Generar requerimientos de materiales.
Generar requerimientos de capacidad y maximizar su utilizacin.
Facilitar el procesamiento de la informacin.
Mantener las prioridades vlidas.
Con respecto a las tcnicas existentes para desagregar el plan agregado y traducirlo a un MPS, se
han desarrollado algunos modelos analticos [Monks, 1991; Domnguez Machuca, 1995; Schroeder,
1992; Narasimhan et al, 1996] y de simulacin los cuales, a juicio de los autores citados,
adolecen de los mismos problemas de la planificacin agregada, siendo los de mayor uso por
parte de los empresarios, los mtodos de prueba y error. No obstante, Narasimhan et al [1996],
plantea la existencia de otros mtodos para la desagregacin, a saber:
Mtodo de corte y ajuste: Pone a prueba diversas distribuciones de la capacidad para los
productos en un grupo hasta que se determine una combinacin satisfactoria.
Mtodos de programacin matemtica: Modelos de optimizacin que permiten la
minimizacin de los costos.
Mtodos heursticos: Al igual que en la planeacin agregada, permiten llegar a soluciones
satisfactorias aunque no ptimas.
Por ltimo y de acuerdo con Vollmann [1997], es importante anotar que un buen MPS debe
tomar en cuenta las limitaciones de capacidad y mantenerse factible desde este punto de vista, lo
cual puede lograrse aplicando las siguientes tcnicas:
Planificacin de capacidad usando factores globales (CPOF, Capacity Planning Using Overall
Factors).
Listas de capacidad (Capacity Bills).
Perfiles de recursos (Resourse profiles).
De estas, las ms utilizadas son las dos ltimas por su mayor exactitud
4. PLANEACION DE COMPONENTES
La planificacin de componentes, conocida tambin como la Planificacin de Requerimiento de
Materiales (MRP) es un sistema de planificacin y control de la produccin basada en
Ing. Jorge Santos Varguez MC.
Pgina 11
Logistica de Fabricacin: Unidad 1
computadora y en el inventario que se ocupa tanto de la programacin de la produccin y
control de inventario. Se trata de un sistema de control de material que intenta mantener los
niveles de inventario adecuados para garantizar que los materiales necesarios estn disponibles
cuando sea necesario. El objetivo principal de software de planificacin de necesidades es la de
facilitar el clculo de los requerimientos de materiales y tiempo.
Por lo tanto se trata de una tcnica para determinar la cantidad y el momento de la adquisicin
de artculos de demanda dependientes necesarios para satisfacer el programa maestro de
produccin (MPS), se requieren tres inputs, (i) lista de materiales, (ii) los datos de inventario y
(iii) plan maestro de produccin para determinar los requisitos en fase de tiempo de subconjuntos,
componentes y materias primas, que trabajan hacia atrs desde la fecha de vencimiento utilizando
los plazos de entrega y otra informacin para determinar cundo y cunto de la orden.
Los principales objetivos de un sistema de planificacin de necesidades son: 1) asegurar la
disponibilidad de materiales, componentes y productos para la produccin y prevista para la
entrega al cliente 2) mantener el nivel ms bajo posible de inventario 3) plan de actividades de
fabricacin, los plazos de entrega, y las actividades de compra.
Ordenes de los
Clientes
Lista de
Materiales
(BOM)
rdenes de Compra
Programa
Maestro de
Produccin
(MPS)
Planeacin de
Requerimiento de
Materiales (MRP)
Plan de Materiales
Ordenes de Trabajo
Pronsticos
Datos de
Inventarios
Figura 1. Diagrama de bloques del Sistema MRP
Ing. Jorge Santos Varguez MC.
Pgina 12
Logistica de Fabricacin: Unidad 1
5. EJECUCIN Y CONTROL DE LA PRODUCCIN
El ltimo paso dentro del proceso jerrquico de planificacin y control, lo constituye el programa
final de operaciones, el cual le permitir saber a cada trabajador o a cada responsable de un
centro de trabajo lo que debe hacer para cumplir el plan de materiales y con el MPS, el plan
agregado y los planes estratgicos de la empresa. [Domnguez Machuca et al, 1995]. Estas
actividades, se enmarcan dentro de la fase de ejecucin y control, que en el caso de las empresas
fabriles se denomina gestin de talleres. Un taller de trabajo, de acuerdo con Chase & Aquilano
[1995], se define como una organizacin funcional cuyos departamentos o centros de trabajo se
organizan alrededor de ciertos tipos de equipos u operaciones; en ellos, los productos fluyen por
los departamentos en lotes que corresponden a los pedidos de los clientes. Es importante dentro
de esta fase de gestin, tomar en consideracin el tipo de configuracin productiva que tiene el
taller, pues dependiendo de esta, as mismo ser la tcnica o procedimiento a emplear en su
programacin y control. Bsicamente, la generalidad de los autores consultados, plantea, que la
configuracin de los talleres puede ser de dos tipos [Mayer, 1977; Domnguez Machuca et el,
1995; Adam & Ebert, 1991; Chase & Aquilano, 1995; Nahmias, 1997; Tawfik & Chauvel,1992] :
1. Talleres de configuracin continua o en serie: Aquellos en donde las mquinas y centros
de trabajo se organizan de acuerdo a la secuencia de fabricacin (lneas de ensamblaje),
con procesos estables y especializados en uno o pocos productos y en grandes lotes. En
ellos, las actividades de programacin estn encaminadas principalmente, a ajustar la tasa
de produccin peridicamente.
2. Talleres de configuracin por lotes: En los que la distribucin de mquinas y centros de
trabajo, se organizan por funciones o departamentos con la suficiente flexibilidad para
procesar diversidad de productos. Estos pueden ser de dos tipos[Bera,1996]:
Configurados en Flow Shop: Donde los distintos productos siguen una misma secuencia
de fabricacin.
Configurados en Job Shop: Aquellos donde los productos siguen secuencias de
fabricacin distintas.
As mismo, en la prctica, muchos talleres debido a las necesidades de fabricacin y exigencias
competitivas del mercado actual, han adoptado configuraciones hbridas, de las cuales, la ms
generalizada es la configuracin celular o clulas de manufactura. Estas constituyen un sistema de
Ing. Jorge Santos Varguez MC.
Pgina 13
Logistica de Fabricacin: Unidad 1
fabricacin diseado para procesar familias de piezas, con una distribucin fsica tal, que permite
simplificar los procedimientos de planificacin y control [Vollmann, 1997]. En trminos generales y
en el caso ms complejo, las actividades que se presentan en la programacin y control de
operaciones son [Domnguez Machuca et al, 1995; Schroeder, 1992; Chase & Aquilano, 1995]:
Asignacin de cargas, Secuenciacin de pedidos y programacin detallada. A estas, Adam & Ebert
[1991], agregan otras dos: Fluidez y Control de insumo/producto (control input/output). El
cumplimiento de estas actividades debe responder a las siguientes preguntas del programador
[Schroeder, 1992]:
1.
2.
3.
4.
Qu capacidad se necesita en el centro de trabajo?
Qu fecha de entrega se debe prometer en cada pedido?
En qu momento comenzar cada pedido?
Cmo asegurar que los pedidos terminen a tiempo?
Las pregunta 1 puede ser resuelta a travs de los anlisis de carga; las preguntas 2 y 3 se
resuelven con la aplicacin de las tcnicas de Secuenciacin y la programacin detallada y la
pregunta 4 con el anlisis de fluidez y el control insumo producto.
Asignacin de carga: En aproximacin a los conceptos de Heizer & Render [1997], Adam & Ebert
[1991], Lockyer [1995], Schroeder [1992] y Domnguez Machuca et al [1995], esta se define
como la asignacin de tareas a cada centro de trabajo o de proceso, que permite controlar la
capacidad y la asignacin de actividades especficas en cada centro de trabajo. En general las
tcnicas ms empleadas en la asignacin de carga son: Grficos Gantt, perfiles de carga o
diagramas de carga, mtodos optimizadores (algoritmo de Kuhn o mtodo Hngaro) y soluciones
heursticas (mtodo de los ndices).
Secuenciacin de pedidos: Esta actividad consiste, en la determinacin del orden en que sern
procesados los pedidos en cada centro de trabajo, una vez establecida la existencia de capacidad.
[Ibdem]. El problema de la Secuenciacin se hace ms complejo en la medida que aumenta el
nmero de centros de trabajo, sin importar la cantidad de pedidos; as mismo, es importante
tomar en cuenta el tipo de configuracin del taller, pues de esto depende la aplicabilidad de las
Ing. Jorge Santos Varguez MC.
Pgina 14
Logistica de Fabricacin: Unidad 1
diferentes tcnicas. En lo referente a talleres configurados en Flow Shop, las tcnicas ms
conocidas son:
a. Tcnicas de Secuenciacin en una mquina: algoritmo hngaro, algoritmo de Kauffman,
regla SPT y el mtodo de persecucin de objetivos utilizado en los sistemas Kanban.
b. Tcnicas de Secuenciacin en varias mquinas: regla de Johnson para N pedidos y dos
mquinas, regla de Johnson para N pedidos y tres mquinas y reglas para N pedidos y M
mquinas (algoritmo de Campbell-Dudek-Schmith, algoritmo de Bera, tcnicas de
simulacin, sistemas expertos y ms recientemente los Sistemas Cooperativos Asistidos).
Para los talleres configurados en Job Shop, debido a la diversidad en la secuencia de operaciones,
no es posible emplear alguna tcnica de optimizacin, por lo cual, la secuencia de operaciones, se
establece en funcin de los objetivos especficos de cada programador, a travs del uso de reglas
de prioridad [Adam & Ebert, 1991]. Una recopilacin realizada en las obras de varios autores,
permite determinar que las reglas de prioridad ms empleadas son [Buffa & Sarin, 1995; Tawfik &
Chauvel, 1992; Monks, 1991; Russell & Taylor, 1998; Mayer,1977; Domnguez Machuca et el,1995;
Adam & Ebert,1991;Chase & Aquilano, 1995; Nahmias, 1997; Schroeder, 1992]:
FCFS: First come/ First serve (primero en llegar, primero en ser atendido).
FISFS: First In System/ First Serve (primero en el sistema, primero en ser atendido)
SPT: Shortes Processing Time (menor tiempo de procesamiento).
EDD: Earliest Due date (fecha de entrega ms prxima).
CR: Critical Ratio (razn critica o ratio crtico).
LWR: Least Work Remaining (mnimo trabajo remanente).
FOR. Fewest Operations Remaining (nmero mnimo de operaciones remanentes).
ST: Slack Time (tiempo de holgura).
ST/O: Slack Time per Operation (tiempo de holgura por operacin).
NQ: Next Queue (siguiente en la cola).
Programacin detallada: Determina los momentos de comienzo y fin de las actividades de cada
centro de trabajo, as como las operaciones de cada pedido para la secuencia realizada. [Adam &
Ebert, 1991]. Las tcnicas ms utilizadas son: programacin adelante y hacia atrs, listas de
expedicin, grficos Gantt y programacin a capacidad finita.
Ing. Jorge Santos Varguez MC.
Pgina 15
Logistica de Fabricacin: Unidad 1
Fluidez: Permite verificar que los tiempos planeados se cumplan, de tal forma que, si existen
desviaciones en la produccin real, se puedan tomar medidas correctivas a tiempo. [Adam &
Ebert, 1991].
Control de insumo / Producto: Controlan los niveles de utilizacin de la capacidad de cada centro
de trabajo, mediante los informes de entrada/salida [Ibdem]. Para concluir y en consonancia con
Domnguez Machuca et al [1995] y Dilworth [1993], es importante aclarar, que con independencia
de la tcnica escogida, la programacin detallada y el control de operaciones a corto plazo, deben
ser diseadas y ejecutadas en funcin del alcance de dos objetivos bsicos: la reduccin de costos
y el aumento del servicio al cliente.
7. CONCLUSIONES
De los diferentes autores consultados se concluye que el enfoque jerrquico de la planificacin,
programacin y control de la produccin, presenta la perspectiva ms completa en el desarrollo
de las tareas que abarcan esta funcin, dado que permite una completa integracin en el sentido
vertical iniciando desde las decisiones a largo plazo en los niveles tcticos hasta llegar a los
aspectos mas detallados de la programacin en el muy corto plazo; as mismo permite una
integracin en el sentido horizontal de tal manera que la funcin de produccin interacta de
forma dinmica con las dems funciones de la empresa. Dentro del proceso de planificacin,
programacin y control que plantea dicho enfoque, las fases que son aplicables a cualquier tipo
de empresa y por las que debe transitar el administrador de operaciones son: Planificacin
estratgica o a largo plazo. Planificacin agregada o a medio plazo. Programacin maestra.
Programacin de componentes y Ejecucin y control. El desarrollo de dichas fases depender del
tipo de empresa y de la complejidad de sus operaciones y solo a travs de ellas la organizacin
se acercar a mejores niveles de competitividad y productividad.
Ing. Jorge Santos Varguez MC.
Pgina 16
Logistica de Fabricacin: Unidad 1
8. BIBLIOGRAFA
1. Adam, E. & Ebert, R. [1991]: Administracin de la produccin y de las operaciones,
cuarta edicin, Ed. Prentice Hall, Mxico D.F.
2. Bera, H. [1996]: Computer aided Scheduling (CAS) and manufacturing. Segundo seminario
sobre sistemas avanzados de manufactura, Pereira.
3. Buffa, E. & Sarin, R. [1995]: Administracin de la produccin y de las operaciones. Ed.
Limusa, Mxico D.F.
4. Chase, R. & Aquilano, N.[1995]: Direccin y administracin de la produccin y de las
operaciones, 6. Ed., Editorial IRWIN, Barcelona.
5. Companys Pascual, R.[1989]: Planificacin y programacin de la produccin, Ed.
Marcombo S.A.,Barcelona.
6. Domnguez Machuca, J.A. et. al [1995]: Direccin de operaciones. Aspectos tcticos y
operativos en la produccin y los servicios. Editorial Mc Graw Hill, Madrid.
7. Heizer, J. & Render, B. [1997]: Direccin de la produccin. Decisiones tcticas. 4. Ed.,
Editorial Prentice Hall, Madrid.
8. Kalenatic, D. & Blanco, L.E. [1993]: Aplicaciones computaciones en produccin, Fondo
editorial Universidad Distrital Francisco Jos de Caldas, Santa f de Bogot D.C
9. Meredith, J. & Gibbs, T. [1986]: Administracin de operaciones, Ed. Limusa, Mxico D.F.
10. Monks, J.[1991]: Administracin de operaciones, Ed. Mc Graw Hill, Mxico D.F.
11. Nahmias, S. [1997]: Production and Operations Analysis, Third edition, Ed. IRWIN,
Chicago.
12. Narasimhan, S. et. al [1996]: Planeacin de la produccin y control de inventarios,
Editorial. Prentice Hall, Mxico.
13. Russell, R. & Taylor, B. [1998]: Operations Management. Focusing on quality and
competitiveness. Second edition, Ed Prentice Hall, New Jersey.
14. Schroeder, R. [1992]: Administracin de operaciones, toma de decisiones en la funcin de
operaciones, 3. Ed., Editorial Mc Graw Hill, Mxico.
15. Starr, M. 1979]: Administracin de la produccin. Sistemas y sntesis, Ed. Dossat S.A.,
Madrid.
16. Tawfik, L. & Chauvel, A.M. [1992]: Administracin de la produccin, Ed. Mc Graw Hill,
17. Mxico D.F.
Ing. Jorge Santos Varguez MC.
Pgina 17
Logistica de Fabricacin: Unidad 1
ANEXOS
1. CONCEPTO DE MRP
El concepto de MRP, es bien sencillo, se trata de saber qu se debe aprovisionar y/o
fabricar, en qu cantidad y qu momento para cumplir compromisos establecidos en el
programa maestro de fabricacion. En otras palabras, el sistema pretende conocer: Qu
materiales son requeridos?, Cunto se necesita de cada material?, y Cundo cada
material es requerido?
Estas son tres preguntas bsicas que realiza el sistema MRP y que resume sus
principales resultados. El nfasis se hace ms en el cundo pedir que en el cunto, lo cual hace
de l ms una tcnica de programacin, que de gestin de inventarios, el problema
fundamental no es vigilar los niveles de stock, sino asegurar su disponibilidad en la
cantidad deseada, en tiempo y lugar adecuado.
La demanda de artculos de produccin pueden tener dos orgenes diferentes: por una parte
la denominada demanda independiente, generada por las rdenes establecidas por los
clientes, (es decir, la demanda exterior a la fbrica, aquella que est sujeta a las
condiciones del mercado y por lo tanto independiente de las operaciones); por otra
parte como al elaborar ciertos productos se genera necesidades de partes y
componentes derivados del nivel ms alto del programa maestro de produccin, a lo
que se le conoce como demanda dependiente, que depende del volumen de produccin y el tipo
de artculo en fabricacion.
En los dos tipos de demanda slo es aleatoria la independiente (que viene fijada por
el plan maestro de produccin tras aplicar tcnicas de previsin), ya que la
dependiente se obtiene directamente de aquella segn denominado componentes que son
necesarios para los artculos finales (lo que hemos denominado componentes puede
tratarse, en realidad, de subcomponentes o incluso productos comprados directamente a otro
fabricante).
Ing. Jorge Santos Varguez MC.
Pgina 18
Logistica de Fabricacin: Unidad 1
Dado que las condiciones usualmente cambian, el programa maestro es, por mucho,
un mejor punto de partida que la demanda pasada para la planeacin de los
inventarios de materias primas y productos en procesos.
Mientras que los inventarios con demanda independiente deben administrarse mediante
los mtodos de punto de pedido u reordenamiento, los inventarios con demanda
dependiente deben administrase mediante un sistema MRP. (Material requirements
planning) o por los sistemas justo a tiempo (JIT).
Lo anterior est motivado porque cuando existen ambos tipos de demanda, no resulta suficiente
restablecer un cierto nivel de pedido en un determinado momento: el consumo de
materiales para atender la demanda no es en este caso homogneo ni cumple el
resto de los requisitos exigidos para modelos como EOQ (Economic Order Quantity),
sino que se produce a saltos discretos, segn lo indica el PMP (Plan Maestro de
Produccin). El sistema MRP, apoyado en el uso de computadoras, posee los siguientes
objetivos:
1. Asegurar la entrega de los artculos finales en las fechas establecidas en el PMP.
2. Establecer un programa de lanzamientos de pedidos que garantice el mnimo
nivel posible de stocks.
Por lo tanto el MRP es un sistema de planificacin de la produccin y de gestin
de stocks, basado en un soporte informtico.
Al utilizar el sistema MRP, el programa maestro explota (proporciona) rdenes de compra por
materias primas y rdenes de fabricacin para el taller. El proceso de detallar las
partes, determina todos los componentes necesarios para fabricar un producto especfico.
Este proceso de detalle requiere de una lista completa de materiales que incluya
cada una de las partes necesarias para manufacturar el artculo final dado en el
programa maestro. Las partes que se detallan como ya se plante anteriormente
pueden incluir ensambles, subensambles, partes manufacturadas y partes compradas. El
Ing. Jorge Santos Varguez MC.
Pgina 19
Logistica de Fabricacin: Unidad 1
detalle, resulta entonces una lista completa de las partes que se deben comprar y el
programa de taller requerido.
2. COCEPTO DE JUSTO A TIEMPO (JIT)
De la misma manera que los sistemas empujar, los sistemas jalar tienen una componente tcnica
y un concepto administrativo. La componente tcnica es un derivado de una tcnica de control de
la produccin desarrollada en Toyota Motor Company en Japn, a principios de los 60. En
general, su origen se atribuye a Ohno y Shingo, quienes trabajan en Toyota en ese tiempo. La
tcnica se dio a conocer como el sistema de produccin Toyota. El objetivo es proporcionar una
tcnica de control sencilla que reduzca el tiempo de entrega y el trabajo en proceso. Kanban, la
palabra japonesa para tarjeta, es la herramienta original que se us para lograr estos objetivos.
Este enfoque resalta la habilidad de Toyota para cumplir con la demanda de sus clientes de los
diferentes modelos de automviles con un retraso mnimo, es decir, con flexibilidad mxima.
Existe una diferencia sutil entre los sistemas empujar y los sistemas jalar. Un sistema empujar
controla el envo de las rdenes de trabajo, mientras que el sistema jalar controla la planta. Para
ser ms especficos, los sistemas empujar controlan la produccin (al controlar el envo de
rdenes) y miden el trabajo en proceso, mientras que los sistemas jalar controlan el trabajo en
proceso y miden la produccin (Spearman, 1992).
Al pasar el tiempo, la tcnica jalar evolucion a un concepto administrativo mucho ms amplio.
Con frecuencia se le da el nombre de justo a tiempo (JIT) o sistema JIT integrado. Esto ya no es
un "sistema de produccin para fabricar el tipo de unidades necesarias, en el tiempo necesario y
en las cantidades necesarias" (Monden, 1981), ms bien es un concepto que debe adoptarse.
Abarca no slo los sistemas de produccin sino los clientes y los proveedores junto con el control
de la calidad y del flujo del trabajo. El alcance se ampla para incluir la eliminacin del
desperdicio de cualquier tipo o forma (inventario, productos defectuosos, tiempos de entrega
largos, entregas retrasadas y ms). Esto hace que el JIT integrado sea una parte de una estrategia
de negocios corporativa al igual que una herramienta de PCP integrado.
Ing. Jorge Santos Varguez MC.
Pgina 20
Logistica de Fabricacin: Unidad 1
FIGURA 10.9. Interdependencia secuencial
1
Para aclarar la terminologa Jalar es un principio que gobierna el flujo de materiales. Kanban es
un mtodo manual para implantar el sistema jalar. JIT se refiere a todo el sistema, al control del
flujo de materiales y a una filosofa administrativa. Sin embargo, en ocasiones en la industria, el
JIT puede no querer decir otra cosa que otro nombre para un sistema kanban.
El Principio de Jalar
Los sistemas jalar existen desde hace muchos aos y han surgido muchas definiciones para ellos.
La que se piensa que capta el verdadero espritu del concepto jalar es la administracin de la
interdependencia. Una caracterstica que distingue a un sistema jalar es su enfoque para manejar
la interdependencia, en particular en las operaciones de manufactura (Arogyaswamy y Simmons,
1991).
Con el fin de fabricar un producto, el trabajo se divide en tareas individuales, por lo comn
procesos de manufactura o de ensamble. Estas tareas son interdependientes y deben coordinarse.
Thompson define varios tipos de interdependencias, dos de los cuales, el secuencial y el recproco,
son relevantes para la planta de produccin
La interdependencia secuencial se muestra en la figura 10-9. La salida de cada operacin depende
de la entrada de una (o ms) operaciones anteriores, es decir, la operacin 2 depende del
material que fluye de la operacin 1, y la operacin 3 depende de la operacin 2. Si se detiene
la operacin 1 afecta todas las operaciones que le siguen. Sin embargo, si la operacin 3 se
detiene, no se afectan las operaciones anteriores; continuarn el procesado del material y esto
crear inventario en proceso, hasta que se llenen los "amortiguadores". Para reducir la
interdependencia entre las anteriores y posteriores y mantener la salida de la lnea de produccin,
es comn introducir amortiguadores entre las operaciones (figura 10-10). Estos amortiguadores
separan las operaciones y eliminan la interdependencia a menos que el amortiguador se vace
cuando se detiene una mquina anterior. Aun as, si ocurre una falla en la operacin 2, la
Ing. Jorge Santos Varguez MC.
Pgina 21
Logistica de Fabricacin: Unidad 1
operacin 1 es insensible a eso y seguir procesando y aumentar el inventario en el
amortiguador que le sigue.
FIGURA 10-10 Separacin de operaciones
1
Amortiguador
La interdependencia recproca se muestra en la figura 10-11. Es recproca porque existe una
relacin en dos sentidos entre las operaciones 1 y 2 y entre las operaciones 2 y 3. En esta
relacin, cada operacin afecta y es afectada por una o ms operaciones, lo que requiere un
ajuste mutuo para su coordinacin (Thompson, 1967). Un paro en una operacin anterior afectar
las operaciones posteriores y viceversa.
Figura 10.11 Interdependencia recproca
INPUT
Flujo de materiales
Flujo de informacin
La relacin en dos sentidos mostrada en la figura 10-11 puede ser el flujo de materiales hacia
adelante y el flujo de informacin hacia atrs. As, la operacin 2 depende de la operacin 1 en
el material, mientras que la operacin 1 depende de la operacin 2 en la informacin. En este
sistema, un paro en la operacin 3 afectar la operacin 2 por el flujo de informacin. De la
misma manera, la operacin 2 no comenzar a menos que obtenga la seal de informacin de la
Ing. Jorge Santos Varguez MC.
Pgina 22
Logistica de Fabricacin: Unidad 1
operacin 3 de que se ha retirado un producto de la ltima estacin. Esta informacin fluye
hacia atrs y ser la seal de salida de la materia prima para la operacin 1.
La interdependencia recproca es el principio bsico del sistema jalar. El material fluye hacia
adelante y la informacin hacia atrs. Una seal de una operacin a una que le precede pide la
cantidad requerida de un artculo. Un sistema jalar transforma un sistema interdependiente
secuencial en un sistema interdependiente recproco. Este principio es similar al que usan los
supermercados en Estados Unidos; los productos se jalan hacia las repisas segn la tasa de
demanda. De hecho, Ohno cita este sistema de supermercados como la inspiracin del sistema
jalar instalado en Toyota. La aplicacin del principio de jalar se conoce como el sistema JIT que
se analizar en seguida.
Los sistemas JIT combinan la componente de control de produccin y una filosofa administrativa.
Se requieren cuatro preceptos bsicos para el xito de un sistema JIT (Golhar y Stam, 1991):
Eliminacin de desperdicio
Participacin de los empleados en la toma de decisiones
Participacin de los proveedores
Control total de la calidad
El desperdicio tiene una relacin estrecha con los procesos que agregan costo. De todos los tipos
de desperdicio, el inventario es el que ms atencin ha atrado. Se asegura que el exceso de
inventario cubre otros tipos de desperdicio. Al reducir el inventario, un objetivo del JIT, se
descubren estos problemas. Para ampliar este concepto, con frecuencia se usa una analoga con
un ro y sus piedras (figura 10-12). Las piedras son los problemas y el ro representa el material
que fluye por la planta. El nivel del ro se iguala al trabajo en proceso. Cuando el nivel del ro
es alto, los problemas estn cubiertos. Al bajar el nivel del ro quedan expuestos los problemas;
ste es el primer paso para resolverlos.
La participacin de los empleados como parte de la filosofa JIT va de la mano con la cultura de
los sistemas controlados por el mercado. En un sistema JIT esto se logra a travs del trabajo en
equipo y de delegar autoridad en los empleados. Se da ms responsabilidad a cada empleado en
Ing. Jorge Santos Varguez MC.
Pgina 23
Logistica de Fabricacin: Unidad 1
el proceso de produccin. Un ejemplo tpico es la responsabilidad de la calidad. En su expresin
mxima cada empleado puede parar toda la lnea de produccin, si la calidad no es satisfactoria.
Esto se conoce como Jidoka en la terminologa japonesa.
La participacin de los proveedores indica una relacin de trabajo distinta con los proveedores. En
lugar de verlos como adversarios, los proveedores se consideran socios. La tendencia es reducir el
nmero de proveedores y establecer asociaciones a largo plazo con ellos. Este proceso es tambin
parte del enfoque TQM. Su impacto es mayor cuando se implanta como parte de la filosofa JIT.
FIGURA10-12. Analoga con un ro y las piedras
La participacin de los empleados como parte de la filosofa JIT va de la mano con la cultura de
los sistemas controlados por el mercado. En un sistema JIT esto se logra a travs del trabajo en
equipo y de delegar autoridad en los empleados. Se da ms responsabilidad a cada empleado en
el proceso de produccin. Un ejemplo tpico es la responsabilidad de la calidad. En su expresin
mxima cada empleado puede parar toda la lnea de produccin, si la calidad no es satisfactoria.
Esto se conoce como Jidoka en la terminologa japonesa.
La participacin de los proveedores indica una relacin de trabajo distinta con los proveedores. En
lugar de verlos como adversarios, los proveedores se consideran socios. La tendencia es reducir el
nmero de proveedores y establecer asociaciones a largo plazo con ellos. Este proceso es tambin
parte del enfoque TQM. Su impacto es mayor cuando se implanta como parte de la filosofa JIT.
Ing. Jorge Santos Varguez MC.
Pgina 24
Logistica de Fabricacin: Unidad 1
Sistemas Kanban
En japons, kanban significa tarjeta o registro visible. En un sentido ms amplio, es una seal de
comunicacin de un cliente (como un proceso posterior) a un productor (como un proceso
anterior). Como tal, es un sistema de informacin manual para controlar la produccin, el
transporte de materiales y el inventario. Existen tres tipos de kanban, pero dos de ellos son ms
comunes, kanbans de produccin {P-kanbans) y kanbans de transporte (T-kanbans). Como su
nombre lo implica, un J>-kanban da la autorizacin a un proceso para producir un nmero fijo
de productos. Un T-kanban autoriza el transporte de un nmero fijo de productos hacia adelante.
Caractersticas del Sistema Kanban
Un sistema kanban no es para todo mundo. Funciona mejor cuando el flujo es uniforme y la
mezcla de productos es muy estable. Una suposicin implcita en un sistema kanban es que las
operaciones de preparacin son cortas en todas las estaciones de trabajo. Esto se requiere para
que cada centro de trabajo pueda cambiar la produccin de partes con tanta frecuencia como sea
necesario para cumplir con la demanda especificada por las V-kanbans.
Cuando se tiene un flujo uniforme, el sistema kanban opera como una brigada en cadena para
pasar cubetas. Cada miembro de la cadena pasa ms o menos el mismo tiempo pasando la
cubeta y no se necesita cubetas en inventario. Si la salida es ms lenta, toda la cadena lo hace
Ing. Jorge Santos Varguez MC.
Pgina 25
Logistica de Fabricacin: Unidad 1
ms despacio, y si se acelera, la cadena lo hace ms rpido. La velocidad mxima es restringida
por el ms lento en pasar la cubeta y, para la mayor parte de los sistemas JIT, est diseada de
manera que sea menor que la demanda mxima. La variabilidad desorganiza un sistema kanban.
Entonces deben introducirse tarjetas adicionales (o contenedores) para evitar faltantes.
Por ltimo, el kanban no funciona bien en sistemas con muchos nmeros de inventario activos. El
gran nmero de kanbans que se necesitan aumentar los inventarios, y el control ser complicado
ya que se usa un sistema de informacin manual. El control de empujar se puede implantar en
formas distintas al kanban. Por ejemplo, los contenedores mismos pueden sustituir la V-kanban.
Las T-kanban se pueden manejar mediante comunicacin electrnica o por medio de una seal
que indique la necesidad de ms material.
3. PRONOSTICOS
3.1 PARA POBLACIONES CON ETENDENCIA
Envases de Plstico S.A. es una empresa se especializa en la fabricacin de recipientes de plstico.
Los datos de las ventas mensuales de botellas de champ de 10 onzas en los ltimos 5 aos son
los siguientes:
Meses
1993
1994
1995
1996
1997
Enero
742
741
896
951
1030
Febrero
697
700
795
861
1032
Marzo
776
774
885
938
1126
Abril
898
932
1055
1109
1285
Mayo
1030
1099
1204
1274
1468
Junio
1107
1123
1326
1422
1637
Julio
1165
1290
1303
1486
1611
Agosto
1216
1349
1436
1555
1608
Septiembre
1208
1341
1473
1604
1528
Ing. Jorge Santos Varguez MC.
Pgina 26
Logistica de Fabricacin: Unidad 1
Octubre
1131
1296
1453
1600
1420
Noviembre
971
1066
1170
1403
1119
Diciembre
783
901
1023
1209
1013
Proceso
1.
2.
3.
4.
5.
6.
Recopilacin de datos y graficar
Hacer prueba de hiptesis (para determinar tendencia)
Elaborar los pronsticos
Seleccionar el mejor pronostico
Utilizar el WINQSB
Optimizar parmetros
REGRESIN LINEAL
El mtodo de mnimos cuadrados trata de ajustar la lnea que minimice la suma de los cuadrados
de la distancia vertical entre cada uno de los puntos de los datos y su punto correspondiente en
la lnea (minimiza el cuadrado del error del pronstico)
Ecuaciones de la Regresin Lineal
F a bX
a D bX
b
XiDi n X D
Xi n X
Sxy
Nomenclatura
F
Pronstico
D
Demanda
X
Periodo
n
Numero de datos
b
Pendiente de la lnea
Ing. Jorge Santos Varguez MC.
( Di Fi) 2
n2
Pgina 27
Logistica de Fabricacin: Unidad 1
a
Sxy
Punto en que se corta la lnea y el eje de la demanda
Error estndar
ESTACIONALIDAD
Entenderemos por ndice estacional la cantidad de correccin necesaria en las series de tiempo
para ajustarse a una estacin del ao.
Estacionalidad ADITIVA
Esta variacin estacional, supone
simplemente que la cantidad estacional es
constante independientemente de la
tendencia o del promedio
Proyeccin que incluye la tendencia y el
factor estacional:
Tendencia + Factor estacional
Estacionalidad MULTIPLICATIVA
En esta variacin estacional, la tendencia
se multiplica por los factores estacionales.
La variacin estacional se incrementa en
la medida en que la tendencia aumenta
por cuanto su tamao depende de la
misma.
Proyeccin que incluye la tendencia y el
factor estacional:
Tendencia x Factor estacional
Ing. Jorge Santos Varguez MC.
Pgina 28
Logistica de Fabricacin: Unidad 1
NOTA: La variacin estacional multiplicativa es la ms usual
METODO DE PRONSTICO
1. Determinar el ndice estacional
2. Desestacionalizar los datos originales (Dividir la demanda entre el ndice estacional)
3. Desarrollar la lnea de regresin de mnimos cuadrados con los datos desestacionalizados
4. Realizar el pronstico multiplicando los datos de la lnea de regresin por los ndices
estacionales correspondientes
5. Calcular el MAD y el Error Estndar
PROBLEMAS PARA RESOLVER
El ingreso promedio diario de Dillys Bakery durante los ltimos 48 meses ha sido el que se
muestra en la tabla. Con los datos anteriores determine el promedio de ingreso diario durante el
siguiente periodo de 12 meses
Mes
Ingreso
Mes
Ingreso
Mes
Ingreso
2446
17
2434
33
2676
2389
18
2542
34
2712
2365
19
2546
35
2740
2278
20
2615
36
2746
2312
21
2590
37
2749
2401
22
2596
38
2772
2456
23
2645
39
2685
2470
24
2613
40
2606
2497
25
2663
41
2611
10
2508
26
2656
42
2723
11
2560
27
2614
43
2765
12
2571
28
2493
44
2783
Ing. Jorge Santos Varguez MC.
Pgina 29
Logistica de Fabricacin: Unidad 1
13
2608
28
2487
45
2782
14
2597
30
2623
46
2813
15
2559
31
2679
47
2817
16
2410
32
2696
48
2859
FAMILY PRODUCTS CORPORATION
Hanks Richards y Juanita Gracia, son los encargados de elaborar los pronsticos de la empresa
Family Products Corporation, consideran que un factor importante para el pronstico son los datos
del pasado, han recopilado datos de los ltimos 10 aos.
Hanks y Juanita desean pronosticar las ventas del producto lder NX-10 para los tres prximos
aos, Hanks propone usar el mtodo de regresin lineal en tanto Juanita opta por el mtodo de
Suavizamiento Exponencial con Tendencia.
Aos
Demanda
1998
1990
1999
2280
2000
2328
2001
2635
2002
3249
2003
3310
2004
3256
2005
3533
2006
3826
2007
4119
Cul elegir usted de entre estas dos propuestas?
Proceso
1. Recopilacin de datos y graficar
2. Hacer prueba de hiptesis
Ing. Jorge Santos Varguez MC.
Pgina 30
Logistica de Fabricacin: Unidad 1
3. Elaborar pronostico con Excel
4. Elaborar los pronsticos usando WINQSB
5. Seleccionar el mejor pronostico
REGRESIN LINEAL
El mtodo de mnimos cuadrados trata de ajustar la lnea que minimice la suma de los cuadrados
de la distancia vertical entre cada uno de los puntos de los datos y su punto correspondiente en
la lnea (minimiza el cuadrado del error del pronstico)
Ecuaciones de la Regresin Lineal
F a bX
a D bX
b
XiDi n X D
Xi n X
Sxy
( Di Fi) 2
n2
Nomenclatura
F
Pronstico
Demanda
Periodo
Numero de datos
Pendiente de la lnea
Punto en que se corta la lnea y el eje de la demanda
SXY
Error estndar
Ing. Jorge Santos Varguez MC.
Pgina 31
Logistica de Fabricacin: Unidad 1
1. Las ventas semanales de huevo (en caja) en Saveway Supermarket en las 52 ltimas
semanas han sido:
Semana
Ventas
Semana
Ventas
Semana
Ventas
Semana
Ventas
556
14
510
27
579
40
553
517
15
477
28
618
41
531
530
16
486
29
598
42
531
513
17
631
30
631
43
497
488
18
631
31
631
44
519
463
19
625
32
625
45
528
473
20
603
33
603
46
492
453
21
591
34
591
47
470
451
22
560
35
560
48
446
10
468
23
556
36
556
49
423
11
468
24
561
37
561
50
436
12
492
25
544
38
544
51
454
13
500
26
538
39
538
52
478
Determine al mtodo ptimo de pronostico
Haga el pronstico para las prximas 12 semanas
2. La Midwest Computer Company atiende a un gran nmero de empresas en la regin de
los Grandes Lagos. La compaa vende suministros y partes de sustitucin y proporciona
servicio a todas las computadoras vendidas en sus siete oficinas de venta. Como hay
muchos elementos almacenados, se requiere de un cuidadoso control de inventarios para
garantizar a los clientes del servicio eficiente. Los negocios se han intensificado
recientemente y la direccin est preocupada porque se ha registrado faltantes. Se
Ing. Jorge Santos Varguez MC.
Pgina 32
Logistica de Fabricacin: Unidad 1
requiere de un mtodo de pronstico que permita anticipar los requisitos de mercancas
con varios meses de anticipacin, para poder adquirir las cantidades adecuadas de
reabastecimiento. Un ejemplo del crecimiento de las ventas observado en los ltimos 50
meses es la demanda del artculo EP-37, un cartucho para impresora lser, como se
muestra en la tabla siguiente:
Mes
Ventas
EP-37
Alquileres
Mes
Ventas
EP-37
Alquileres
80
32
26
1296
281
132
29
27
1199
298
143
32
28
1276
314
180
54
29
1300
323
200
53
30
1370
309
168
89
31
1489
343
212
74
32
1499
357
254
93
33
1669
353
397
120
34
1716
360
10
385
113
35
1603
370
11
472
147
36
1812
386
12
397
126
37
1817
389
13
476
138
38
1798
399
14
699
145
39
1873
409
15
545
160
40
1923
410
16
837
196
41
2028
413
17
743
180
42
2049
439
18
722
197
43
2084
454
19
735
203
44
2083
441
20
838
223
45
2121
470
21
1077
247
46
2072
469
22
930
242
47
2262
490
Ing. Jorge Santos Varguez MC.
Pgina 33
Logistica de Fabricacin: Unidad 1
23
1085
234
48
2371
496
24
1090
254
49
2309
509
25
1218
271
50
2422
522
Desarrolle una solucin con Suavizamiento exponencial para obtener el pronstico de
la demanda para los meses de 51-53.
Un consultor de la gerencia de Midwest expreso que los alquileres de espacios para
oficina seran un buen indicador temprano para calcular las ventas de la compaa.
l mismo menciono que un estudio universitario reciente ha descubierto que los
alquileres de nuevos espacios de oficina preceden a la venta de equipos y suministros
de oficina por un periodo de tres meses. Segn los hallazgos de ese estudio, los
alquileres registrados en el mes 1 afectaran las ventas del mes 4, los alquileres
registrados en el mes 2 afectaran las ventas del mes 5 y as sucesivamente. Aplique
usted la regresin lineal y desarrolle un modelo de pronstico para las ventas
considerando el alquiler como la variable independiente. Pronostique las ventas para
los meses 51-53.
Cul de los modelos produce mejores resultados? Explique su respuesta.
3. El nmero de viajeros en autobs y metro en Mxico DF, durante los meses de invierno
estn fuertemente ligados al nmero de turistas que visitan la ciudad. A lo largo de los
ltimos 12 aos se han obtenido los siguientes datos en millones.
Aos
10
11
12
Turistas
14
15
16
12
14
20
15
Pasajeros
1.5
1.0
1.3
1.5
2.5
2.7
2.4
2.0
2.7
4.4
3.4
1.7
Ing. Jorge Santos Varguez MC.
Pgina 34
Logistica de Fabricacin: Unidad 1
a. Grafique los datos y decida si es posible un modelo lineal
b. Desarrolle la ecuacin de regresin de mnimos cuadrados
c. Cul es el nmero de pasajeros esperados si 10 millones de turistas visitan la
ciudad en un ao?
d. Determine el nmero de pasajeros si no hubiera ningn turista
e. Cul es el error estndar de la estimacin?
f. Cul es el coeficiente de correlacin del modelo y el de determinacin?
4. El nmero de clientes que llegaron cada mes al Hanna Banana Dress Shop en los ltimos
12 meses y cantidad gastada por cada cliente cada ha sido:
Ing. Jorge Santos Varguez MC.
Mes
Clientes
Promedio gasto por
cliente
836
56.72
849
70.13
845
67.95
849
69.06
845
61.21
845
71.93
849
80.62
855
93.70
854
88.65
10
854
86.98
11
854
92.09
12
851
95.24
Pgina 35
Logistica de Fabricacin: Unidad 1
a. La empresa desea predecir los ingresos durante los siguientes 3 meses. Para esto
plantea usar el mtodo de Suavizamiento exponencial simple con a = 0.10 a
fin de pronosticar cuantos clientes llegan durante el mes y el mtodo de Holt
con a = 0.10 y b = 0.30 para predecir la cantidad promedio gasta por cada
cliente. Luego plantea multiplicar las dos cantidades para obtener el pronstico.
b. Est en lo correcto?
c. Le sugerira algo para mejorar este pronstico?
5. El director de operaciones de una distribuidora de instrumentos musicales piensa que la
demanda de tambores graves puede estar relacionada con el nmero de apariciones
televisivas del popular grupo de rock Green Shades a lo largo del mes anterior. Se han
registrado los datos mostrados en la tabla.
Demanda de tambores
10
Apariciones del grupo
a) Representar grficamente estos datos para ver si una ecuacin lineal podra describir
la relacin entre las apariciones televisivas del grupo y la venta de tambores graves.
b) Utilice el mtodo de regresin de mnimos cuadrados para deducir una ecuacin de
pronstico.
c) Cul sera el pronstico de ventas de los tambores, si la aparicin durante el pasado
mes fuera de 9 veces?, Cul sera la confiabilidad?
6. El Dr. Jerilyn Ross es un psiclogo de Nueva York especializado en el tratamiento de
pacientes agorafbicos (temerosos de salir de su casa). La siguiente tabla indica cuantos
Ing. Jorge Santos Varguez MC.
Pgina 36
Logistica de Fabricacin: Unidad 1
pacientes ha visto el Dr. Ross en los ltimos 10 aos, adems indica que tasa de robos
hubo en Nueva York durante esos mismos aos.
Aos
10
Pacientes
36
33
40
41
40
55
60
54
58
61
Robos/ 1000 hab.
58.3
61.1
73.4
75.7
81.1
89.0 101.1 94.8 103.3 116.2
a) Utilizando un anlisis de tendencia cuntos pacientes cree usted que vera el Dr. Ross en
los aos 11, 12 y 13?
b) Con que precisin ajusta el modelo los datos?
c) Si la tasa de robos aumenta a 131.2 en el ao 11 Cuantos pacientes fbicos tratara el
Dr. Ross?
d) Si la tasa de robos desciende a 90.6 cul ser el nmero de pacientes?
3.2 PRONOSTICOS PARA POBLACIONES SIN TENDENCIAS
Yoyos Marca Yoho
Galaxy Industries est interesada en pronosticar la demanda semanal de sus yoyos marca Yoho en el ao prximo,
de modo que pueda asignar un presupuesto adecuado para esta divisin. Como los yoyos Yoho son un producto
ms bien maduro, Galaxy piensa que la demanda del ao prximo ser semejante a la de ste ao; por lo tanto
ha decidido basar su pronstico en las ltimas 52 semanas de demanda. La demanda semanal de yoyos (cajas de
12) durante las ltimas 52 semanas muestra a continuacin:
Semana
Demanda
Semana
Demanda
Semana
Demanda
Semana
1
2
3
4
5
415
236
348
272
280
14
15
16
17
18
365
471
402
429
376
27
28
29
30
31
351
388
336
414
346
40
41
42
43
44
Ing. Jorge Santos Varguez MC.
Demanda
282
399
309
435
299
Pgina 37
Logistica de Fabricacin: Unidad 1
6
7
8
9
10
11
12
13
395
438
431
446
354
529
241
262
19
20
21
22
23
24
25
26
363
513
197
438
557
625
266
551
32
33
34
35
36
37
38
39
252
256
378
391
217
427
293
288
45
46
47
48
49
50
51
52
522
376
483
416
245
393
482
484
Si un modelo flat (la demanda no aumenta ni disminuye con rapidez) resulta adecuado, un miembro del equipo
de ciencias administrativas de Galaxy Industries, Amy Chang, ha sugerido usar la tcnica de Pronstico del
Promedio Simple, en tanto que otro miembro, Bob Gunther, ha recomendado la tcnica de Promedio Mvil Simple
de cuatro periodos. Un tercer miembro, Carlos Gonzlez, tiene la impresin de que la tcnica de Pronstico de
Promedio Mvil Ponderado de cuatro periodos con valores de 0.4, 0.3, 0.2 y 0.1 mejorara el pronstico de la
demanda. Por ultimo George sugiere que se debe emplear la tcnica de Suavizacin Exponencial con un factor de
0.1. La gerencia desea determinar si puede usar un modelo sin tendencia para pronosticar la demanda, y, si es
as cual sera el pronstico de la demanda de Amy, Bob, Carlos y George para las siguientes doce semanas y cul
tcnica recomendara y por qu?
Tcnicas de Pronstico
Formulas
El periodo anterior
Ft+1= Dt
Promedio mvil simple
Ft+1=(Dt+Dt-1+Dt-2+Dt-3)/4
Promedio mvil ponderado
Ft+1=(wtDt+wt-1Dt-1+wt-2Dt-2+wt-3Dt-3)
(w1>w2>w3 >wn / w1+w2+w3 +wn = 1)
Suavizacin exponencial simple
Ing. Jorge Santos Varguez MC.
Ft+1=aDt+(1-a)Ft (a<=1)
Pgina 38
Logistica de Fabricacin: Unidad 1
Medidas para evaluar el error del pronstico
MEDIDA
DESCRIPCIN
Error cuadrtico medio
(MSE)
Promedia las diferencias cuadradas de los valores
pronosticados y los valores reales
FRMULA
( Dn Fn)
n
Desviacin media
absoluta (MAD)
Promedia los valores absolutos de las diferencias de los
valores pronosticados y los valores resales
( Dn Fn)
n
Porcentaje de error
medio absoluto (MAPE)
Promedia las diferencias absolutas en porcentaje de los
valores pronosticados y los reales
( Dn Fn) (100 )
Dn
n
F
t
n
D
a
wi
Pronstico
Perodo
Perodo
Demanda
Factor de suavizacin (a <= 1)
Ponderacin para el periodo i (w1>w2..>wn y w1+w2+wn =1)
Proceso
7.
8.
9.
10.
11.
12.
13.
14.
Recopilacin de datos y graficar
Hacer prueba de hiptesis
Elaborar los pronsticos de cada participante
Seleccionar el mejor pronostico
Hacer el pronostico
Utilizar el WINQSB
Optimizar parmetros
Interpretar la seal de rastreo
Ing. Jorge Santos Varguez MC.
Pgina 39
Logistica de Fabricacin: Unidad 1
Problemas
1. El consumo mensual de agua en la Smith Insurance Agency durante el ao pasado, medido en
cientos de pies cbicos, fue:
Periodo
Mes
100 de pies cbicos
17
24
21
20
17
21
21
19
17
10
18
11
20
12
21
a. Grafique la serie de tiempo Parece apropiado un modelo sin tendencia?
b. Use la regresin para demostrar que un modelo sin tendencia es razonable.
c. Utilice un promedio mvil de cuatro meses a fin de predecir el consumo de agua para el prximo
mes de enero
d.
Cul es el pronstico para el siguiente enero, si se utiliza un promedio mvil ponderado con
valores de w1=0.6, w2=0.3, w3=0.1?
e. Determine el pronstico del prximo mes de enero utilizando el Suavizamiento exponencial 0.1
f. Determine el pronstico del prximo mes de enero utilizando el Suavizamiento exponencial con
a=0.6
g. Determine el pronstico del prximo mes de enero utilizando el Suavizamiento exponencial con a
optima
h. Cul de los mtodos de pronostico recomendara usando como base el criterio de desviacin media
absoluta (MAD)
Ing. Jorge Santos Varguez MC.
Pgina 40
Logistica de Fabricacin: Unidad 1
NOTA. Utilice el simulador WINQSB para resolver este problema.
2. Las ventas semanales (en cientos) de champ Pert en la cadena de farmacias SaveMor en las
ltimas 16 semanas son:
Semanas
Ventas
Semanas
Ventas
65
72
61
10
78
68
11
73
67
12
75
74
13
68
82
14
64
75
15
73
63
16
79
Selecciones
el mejor mtodo de pronstico y pronostique las tres prximas semanas. Use WINQSB para esta solucin.
3. La demanda mensual del producto X10 de la empresa Zelteck durante el ao pasado, medido en miles,
fue:
Mes
Demanda en 1000s
Enero
17
Febrero
24
Marzo
21
Abril
20
Mayo
17
Junio
21
Julio
21
Agosto
19
Septiembre
17
Octubre
18
Noviembre
20
diciembre
21
Grafique esta serie parece apropiado aplicar un modelo sin tendencia?
Use la regresin para demostrar que un modelo sin tendencia es razonable
Ing. Jorge Santos Varguez MC.
Pgina 41
Logistica de Fabricacin: Unidad 1
Use el promedio mvil de 4 meses a fin de pronosticar la demanda para el siguiente mes de enero
Cul es pronstico para el mes de enero del prximo ao si usa un promedio mvil ponderado de tres
meses con valores de w1 = 0.6. w-2 = 0.3, w3 = 0.1?
Determine le pronostico del prximo mes de enero usando el Suavizamiento exponencial con a = 0.1 y
a = 0.6
Cual mtodo recomendara usar y por qu?
Usar WINQSB
4. Las ventas semanales (en 100s) de champ Pert en la cadena de farmacias Hyza en las ltimas 16 semanas
fueron:
Semana
1
2
3
4
5
6
7
8
Demanda
65
61
68
67
74
82
75
63
Semana
9
10
11
12
13
14
15
16
Demanda
72
78
73
75
68
64
73
79
La gerencia desea prever la demanda del champ para las prximas 4 semanas a fin de determinar una poltica
ptima de inventarios.
Grafique la serie de datos
Compruebe estadsticamente que un modelo sin tendencia es apropiado para realizar el pronstico.
Determinar el mtodo de pronstico ms adecuado usando WINQSB
5. El gerente de Burger King, est interesado de determinar una poltica optima de inventarios para las papas a
la francesa congeladas. El nmero de libras de papas a la francesa consumidas en el restaurante durante las
15 ltimas semanas fueron:
Semana
lbs.
Semana
lbs.
Semana
lbs.
16400
14800
11
17300
15500
16100
12
16800
18200
15600
13
17200
17400
16900
14
15700
16100
10
17700
15
16200
Ing. Jorge Santos Varguez MC.
Pgina 42
Logistica de Fabricacin: Unidad 1
Es adecuado el mtodo de Suavizamiento exponencial dada la serie de datos?
Si es adecuado el mtodo del Suavizamiento exponencial selo para determinar el pronstico de la
demanda para las semanas 16-20 (determinar el valor de a optimo)
6. Curaid Company desea pronosticar la demanda mensual para el ao prximo de su lnea de vendajes
especiales, introducidas hace dos aos y anunciadas con la frase lo que usan las cortaduras mejor vestidas.
Las ventas mensuales han sido:
Meses
1
2
3
4
5
6
7
8
9
10
11
12
Demanda
424
418
435
449
446
469
500
481
489
506
530
532
Meses
13
14
15
16
17
18
19
20
21
22
23
24
Demanda
546
557
559
554
573
574
604
611
626
636
649
643
Grafique la serie de datos
Determine estadsticamente que es apropiado un mtodo de pronstico de tendencia lineal
Use el mtodo de regresin lineal para predecir las ventas mensuales del siguiente ao (meses del 25
36)
Ing. Jorge Santos Varguez MC.
Pgina 43
Vous aimerez peut-être aussi
- (Ingenieria BPM) Clase 1 - Modelos de Negocio Metodo-Y-CasosDocument36 pages(Ingenieria BPM) Clase 1 - Modelos de Negocio Metodo-Y-Casosrodrigogajardo100% (1)
- Trabajo Final - Administraciòn de Operaciones - U1Document12 pagesTrabajo Final - Administraciòn de Operaciones - U1Janeth SandovalPas encore d'évaluation
- Sistema de Producción ToyotaDocument57 pagesSistema de Producción Toyotaaugusto5891100% (1)
- Value Stream Mapping: (Mapeo Del Flujo de Valor)Document77 pagesValue Stream Mapping: (Mapeo Del Flujo de Valor)Pirata ScribPas encore d'évaluation
- Act.3 Sistema KanbanDocument4 pagesAct.3 Sistema KanbanAbraham MojicaPas encore d'évaluation
- HEIJUNKADocument7 pagesHEIJUNKAhenryPas encore d'évaluation
- Unidad 4 Sistema Justo A Tiempo JitDocument30 pagesUnidad 4 Sistema Justo A Tiempo JitGus HernandezPas encore d'évaluation
- Mantenimiento Sem-03Document21 pagesMantenimiento Sem-03Kenneth Alexander Lucano OcasPas encore d'évaluation
- Cadena de Valor Diseño Actual y Futuro VSMDocument65 pagesCadena de Valor Diseño Actual y Futuro VSMmsgerman100% (1)
- Matrizde KraljicDocument1 pageMatrizde KraljiccarmnyrafaelPas encore d'évaluation
- Cadena de ValorDocument37 pagesCadena de ValorMiguel Susanibar67% (15)
- Caso TransposiaDocument21 pagesCaso Transposiaalexander anchundiaPas encore d'évaluation
- Instrumentación Didáctica AlmacenesDocument8 pagesInstrumentación Didáctica AlmacenesHector Naeel Pech PriegoPas encore d'évaluation
- Resolucion Ejercicio Grupal 2Document6 pagesResolucion Ejercicio Grupal 2José ismalejPas encore d'évaluation
- Tesis Empresa de Confeccion Peru Melgar - Hc-Pub-DelfosDocument123 pagesTesis Empresa de Confeccion Peru Melgar - Hc-Pub-DelfosCristina OrihuelaPas encore d'évaluation
- Gerencia de Operaciones UNT Segunda UnidadDocument291 pagesGerencia de Operaciones UNT Segunda UnidadmanuelPas encore d'évaluation
- Actividad 4 - Admnistración de Procesos Luis - OrozcoDocument4 pagesActividad 4 - Admnistración de Procesos Luis - OrozcoLuis Orozco89% (9)
- Examn LogisticaDocument4 pagesExamn LogisticaEdwin CondoriPas encore d'évaluation
- Capitulo 7 CuestionarioDocument3 pagesCapitulo 7 CuestionarioGilberto Efren Rodriguez Lomeli0% (1)
- Logistica - S4-S6-Al-Fondoblanco PDFDocument118 pagesLogistica - S4-S6-Al-Fondoblanco PDFAlex YauriPas encore d'évaluation
- Ejercicios Pronosticos Proceso y Capacidad Sem 2 2020 PDFDocument2 pagesEjercicios Pronosticos Proceso y Capacidad Sem 2 2020 PDFRonald Eduardo Barreto CallisayaPas encore d'évaluation
- Planificación AgregadaDocument44 pagesPlanificación AgregadaemiPas encore d'évaluation
- Caso U4Document4 pagesCaso U4Rolan XzPas encore d'évaluation
- Ejercicios de Aplicacion Sistema de Periodo FijoDocument6 pagesEjercicios de Aplicacion Sistema de Periodo FijoAlberto DextrePas encore d'évaluation
- InventariosDocument16 pagesInventariossebastian4narv4ezPas encore d'évaluation
- Practica 6 1 PDFDocument4 pagesPractica 6 1 PDFPatricia MontesPas encore d'évaluation
- Caso Yankee Fork and Hoe CompanyDocument8 pagesCaso Yankee Fork and Hoe CompanyRomy Gissell Rodriguez VasquezPas encore d'évaluation
- Ejercicios Inventarios - Edilberto Vazquez SanchezDocument5 pagesEjercicios Inventarios - Edilberto Vazquez SanchezEddie VazquezPas encore d'évaluation
- EPGEOPDocument6 pagesEPGEOPDeyvis delgado garciaPas encore d'évaluation
- Caso Practico 1Document2 pagesCaso Practico 1Diego BarbozaPas encore d'évaluation
- Caso MBCDocument5 pagesCaso MBCEdison Henao MeloPas encore d'évaluation
- Tesis Sobre Gestion LogisticaDocument11 pagesTesis Sobre Gestion LogisticaAlexander FernándezPas encore d'évaluation
- CAPSTONE PROJECT - Semana 04 ESTRUCTURA DEL INFORME T1Document4 pagesCAPSTONE PROJECT - Semana 04 ESTRUCTURA DEL INFORME T1Arnold PretelPas encore d'évaluation
- Laboratorio Bimanual y RecorridoDocument11 pagesLaboratorio Bimanual y RecorridoMiguel DazaPas encore d'évaluation
- Inventarios 2Document7 pagesInventarios 2Miguel2694Pas encore d'évaluation
- CLASE 5. Capacidad y UtilizacionDocument20 pagesCLASE 5. Capacidad y UtilizacionCarla Radamez100% (2)
- Prodcuto AcademicoDocument5 pagesProdcuto AcademicoMAYNICE TEJADA VILLASANTE100% (1)
- Tarea N°3 Grupo 6Document8 pagesTarea N°3 Grupo 6Felipe RiquelmePas encore d'évaluation
- Practica MRP 2.Document6 pagesPractica MRP 2.Angelito FlooPas encore d'évaluation
- T3 - Termodinámica - GOMEZ FLORES JOEDocument8 pagesT3 - Termodinámica - GOMEZ FLORES JOEJoe Gómez FloresPas encore d'évaluation
- Cadena de SuministroDocument8 pagesCadena de SuministroAndres Torres aguilarPas encore d'évaluation
- Administración de Operaciónes 12.1-3Document3 pagesAdministración de Operaciónes 12.1-3Eder SalgadoPas encore d'évaluation
- Taller Planificación de Ventas y OperacionesDocument3 pagesTaller Planificación de Ventas y OperacionesTpf TorresPas encore d'évaluation
- Modelo de Red SimpleDocument25 pagesModelo de Red SimpleJennifer Paola BermúdezPas encore d'évaluation
- Teoria de Tu ColaDocument6 pagesTeoria de Tu ColamasuerPas encore d'évaluation
- 2.0 Practica Grupal de Ubicacion de La Planta Productiva - Semana 5Document8 pages2.0 Practica Grupal de Ubicacion de La Planta Productiva - Semana 5Hugo FernandezPas encore d'évaluation
- Adm - Op Ii 1Document6 pagesAdm - Op Ii 1Katriel Siñani MamaniPas encore d'évaluation
- Segundo Examen de SCM 2016 UcsmDocument13 pagesSegundo Examen de SCM 2016 UcsmJuan LlerenaPas encore d'évaluation
- Capitulo 3 REALDocument13 pagesCapitulo 3 REALMelissa Espejo ChoquePas encore d'évaluation
- Trabajo Grupal 6 PlanificacionDocument6 pagesTrabajo Grupal 6 PlanificacionAnonymous 1rg93lgePas encore d'évaluation
- Planeacion Agregada G1-3Document23 pagesPlaneacion Agregada G1-3Isabel Vaca100% (1)
- Gestion Logistica InversaDocument17 pagesGestion Logistica InversaMILAGROS SOLEDAD GARC�A CABRERAPas encore d'évaluation
- Ejercicio #4Document6 pagesEjercicio #4Jose BlasPas encore d'évaluation
- Tarea Tercer Parcial PDFDocument6 pagesTarea Tercer Parcial PDFJOSEPas encore d'évaluation
- Ejercicio 3Document11 pagesEjercicio 3Jaime Santisteban BancesPas encore d'évaluation
- Solucionario Encuesta ABETDocument1 pageSolucionario Encuesta ABETJorge OrtizPas encore d'évaluation
- Parcial 2-Prouccion Ii-2020 - 1 Noc PDFDocument1 pageParcial 2-Prouccion Ii-2020 - 1 Noc PDFLucho DavilaPas encore d'évaluation
- Punto de DescoplamientoDocument3 pagesPunto de DescoplamientoEduardo Navarro PulidoPas encore d'évaluation
- Grupo 4 - VRPDocument26 pagesGrupo 4 - VRPPablo OrtizPas encore d'évaluation
- EJERCICIO Fuerza de TrabajoDocument2 pagesEJERCICIO Fuerza de TrabajoArmando Gutiérrez Carbajal50% (2)
- PCP05 Programación de OperacionesDocument30 pagesPCP05 Programación de OperacionesYanira Yarleque VelasquezPas encore d'évaluation
- Tarea2 GP DPDocument3 pagesTarea2 GP DPRafa VPas encore d'évaluation
- Primer Parcial Control ProducciónDocument9 pagesPrimer Parcial Control ProducciónViviana Posada100% (1)
- Anexo Completo 37 PáginasDocument33 pagesAnexo Completo 37 PáginasJhon CuellarPas encore d'évaluation
- Supply - Administracion de La DemandaDocument2 pagesSupply - Administracion de La DemandaCecibel TumbacoPas encore d'évaluation
- Trabajo Ascenso Prof. Yusmary Cova Dpto. de Ing. Electrónica PDFDocument80 pagesTrabajo Ascenso Prof. Yusmary Cova Dpto. de Ing. Electrónica PDFAlvaro ArismendiPas encore d'évaluation
- Ejercicios de PronosticosDocument4 pagesEjercicios de PronosticosJoel Lucero ZaratePas encore d'évaluation
- Estrategias y Metodos PLANEACION AGREGADADocument18 pagesEstrategias y Metodos PLANEACION AGREGADAAle CortesPas encore d'évaluation
- El Proceso de Planificación, Programación y Control de La ProducciónDocument9 pagesEl Proceso de Planificación, Programación y Control de La ProducciónAbraham VallejosPas encore d'évaluation
- Planeación Agregada A Mediano PlazoDocument5 pagesPlaneación Agregada A Mediano PlazoKarin Yara100% (1)
- Pronosticos ContabilidadDocument10 pagesPronosticos ContabilidadCinthya Nevenka Camacho LPas encore d'évaluation
- MapaDocument1 pageMapaHector Naeel Pech PriegoPas encore d'évaluation
- LogisticaDocument3 pagesLogisticaHector Naeel Pech PriegoPas encore d'évaluation
- Actividad 1.2 LogDocument1 pageActividad 1.2 LogHector Naeel Pech PriegoPas encore d'évaluation
- Resumen General-Unidad 1-Transporte y Distribucion.Document30 pagesResumen General-Unidad 1-Transporte y Distribucion.Hector Naeel Pech PriegoPas encore d'évaluation
- Actividad 1.1 TransportacionDocument3 pagesActividad 1.1 TransportacionHector Naeel Pech PriegoPas encore d'évaluation
- ParafraseadoDocument3 pagesParafraseadoHector Naeel Pech PriegoPas encore d'évaluation
- MUESTREODocument34 pagesMUESTREOKyle WongPas encore d'évaluation
- Los Sistemas de Producción Conocidos ComoDocument3 pagesLos Sistemas de Producción Conocidos ComoHector Naeel Pech PriegoPas encore d'évaluation
- PescadoDocument1 pagePescadoHector Naeel Pech PriegoPas encore d'évaluation
- Ejercicios - Arboles de DecisiónDocument3 pagesEjercicios - Arboles de DecisiónHector Naeel Pech Priego50% (4)
- Diagrama de Causa y Efecto PDFDocument13 pagesDiagrama de Causa y Efecto PDFRoderico_lico_mcPas encore d'évaluation
- Inp Inp20130221122531Document24 pagesInp Inp20130221122531Hector Naeel Pech PriegoPas encore d'évaluation
- Resumen ToyotaDocument37 pagesResumen ToyotaMartha MiramontesPas encore d'évaluation
- Administracion de Procesos - Semana 6 - PFDocument4 pagesAdministracion de Procesos - Semana 6 - PFRoberto TurcottPas encore d'évaluation
- KanbanDocument4 pagesKanbanZEROPas encore d'évaluation
- Producción EsbeltaDocument102 pagesProducción EsbeltaAdrian Mauricio Garza CorreaPas encore d'évaluation
- Preguntas Sobre El Sistema KanbanDocument3 pagesPreguntas Sobre El Sistema KanbanMartin Vera Espadas100% (1)
- TOYOTADocument17 pagesTOYOTAKaterine Vera MarulandaPas encore d'évaluation
- Ejemplos Aplicativos FINALDocument11 pagesEjemplos Aplicativos FINALGerald Ramirez CórdovaPas encore d'évaluation
- Tarjetas Kanban Tema 4Document12 pagesTarjetas Kanban Tema 4Manuel De Jesús Salas Salas100% (1)
- c21604-Lm Sistemas Justo A TiempoDocument26 pagesc21604-Lm Sistemas Justo A TiempoDianitaEPas encore d'évaluation
- Ejercicio KambanDocument4 pagesEjercicio KambanSergio Andres SantosPas encore d'évaluation
- Logistica Vmi y JatDocument7 pagesLogistica Vmi y JatABIGAIL GABRIELA GOMEZ UTURUNCOPas encore d'évaluation
- Practica 4 Elaborar Tarjetas KanbanDocument2 pagesPractica 4 Elaborar Tarjetas KanbanDíaz SánchezPas encore d'évaluation
- Manufactura EsbeltaDocument10 pagesManufactura EsbeltamelissaPas encore d'évaluation
- Administración de Operaciones - CEL - MTAD2001EL.2053Document10 pagesAdministración de Operaciones - CEL - MTAD2001EL.2053Gerardo XZPas encore d'évaluation
- GDLP2 - U3Document11 pagesGDLP2 - U3Xóchitl Mar P. H.Pas encore d'évaluation
- PibaDocument10 pagesPibaeduardo contrerasPas encore d'évaluation
- JidokaDocument2 pagesJidokaIngrid Andrade MoralesPas encore d'évaluation
- Método Kanban PlanificaciónDocument8 pagesMétodo Kanban PlanificaciónyulimarPas encore d'évaluation
- Kanban AurreraDocument8 pagesKanban AurreraRicardo Hermandez AvilaPas encore d'évaluation
- 10.0 PIN-23 La Filosofía LeanDocument19 pages10.0 PIN-23 La Filosofía LeanREGISTRO OCAPas encore d'évaluation
- Organización Del Flujo de TrabajoDocument17 pagesOrganización Del Flujo de TrabajoEdwin DZPas encore d'évaluation
- KANBANDocument4 pagesKANBANfernandoPas encore d'évaluation