Vous aimerez peut-être aussi
- Wills' Mineral Processing Technology: An Introduction to the Practical Aspects of Ore Treatment and Mineral RecoveryD'EverandWills' Mineral Processing Technology: An Introduction to the Practical Aspects of Ore Treatment and Mineral RecoveryÉvaluation : 4 sur 5 étoiles4/5 (11)
- New Sampling Technologies For Ore Grade Control, Metallurgical Accounting & LaboratoryDocument19 pagesNew Sampling Technologies For Ore Grade Control, Metallurgical Accounting & LaboratoryamathanPas encore d'évaluation
- Mass Balancing McGillDocument20 pagesMass Balancing McGillMag Arias100% (4)
- Modeling and Simulation of Mineral Processing SystemsD'EverandModeling and Simulation of Mineral Processing SystemsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Flotation KineticsDocument7 pagesFlotation KineticsIgor BobinPas encore d'évaluation
- Metallurgical Accounting v140403.1Document2 pagesMetallurgical Accounting v140403.1Cristian AlvayaiPas encore d'évaluation
- ZZZ Flotation Reagents PDFDocument390 pagesZZZ Flotation Reagents PDFjorgemarimonda100% (1)
- Mineral Processing Technology: An Introduction to the Practical Aspects of Ore Treatment and Mineral Recovery (In SI/Metric Units)D'EverandMineral Processing Technology: An Introduction to the Practical Aspects of Ore Treatment and Mineral Recovery (In SI/Metric Units)Évaluation : 2 sur 5 étoiles2/5 (5)
- Metallurgical Accounting: AMIRA's P754 Code of Practice in ItsDocument2 pagesMetallurgical Accounting: AMIRA's P754 Code of Practice in ItsEngineering Office Shahrak100% (1)
- Mass Balancer - WeightReDocument12 pagesMass Balancer - WeightReJob MateusPas encore d'évaluation
- Recent Advances in Mining and Processing of Low-Grade and Submarginal Mineral Deposits: Centre for Natural Resources, Energy and Transport, United Nations, New YorkD'EverandRecent Advances in Mining and Processing of Low-Grade and Submarginal Mineral Deposits: Centre for Natural Resources, Energy and Transport, United Nations, New YorkÉvaluation : 5 sur 5 étoiles5/5 (1)
- Physical Separationand EnrichmentDocument200 pagesPhysical Separationand EnrichmentRam Babu RamzzPas encore d'évaluation
- Flotation BasicsDocument11 pagesFlotation Basicsduckman_045848Pas encore d'évaluation
- A New Approach To Metallurgical Accounting: October 2012Document8 pagesA New Approach To Metallurgical Accounting: October 2012Cesar Francisco Quispe RomeroPas encore d'évaluation
- Iron Ore Metallurgical Testwork PDFDocument46 pagesIron Ore Metallurgical Testwork PDFCarlos A. Espinoza MPas encore d'évaluation
- 2016 - D - Good Sampling Practice (MNT)Document14 pages2016 - D - Good Sampling Practice (MNT)Mário de Freitas100% (1)
- Ausimm Guide To Authors 2011Document21 pagesAusimm Guide To Authors 2011Brian HutchinsonPas encore d'évaluation
- FlotationDocument27 pagesFlotationMihaela Sarateanu Biltac100% (1)
- IMPC 2010 Proceedings SAG Mill Grinding DesignDocument7 pagesIMPC 2010 Proceedings SAG Mill Grinding DesignTran Huynh NamPas encore d'évaluation
- Optimisation of The Cadia Hill SAG Mill CircuitDocument11 pagesOptimisation of The Cadia Hill SAG Mill CircuitFernandoPas encore d'évaluation
- A Review of Froth Flotation ControlDocument15 pagesA Review of Froth Flotation ControlYesi CeballosPas encore d'évaluation
- We Are MetallurgistsDocument554 pagesWe Are MetallurgistsChristine Sola Morrison100% (5)
- Laboratory Flotation TestingDocument19 pagesLaboratory Flotation Testingwilfredo trujillo100% (1)
- Advanced Grinding and Classification Course OutlineDocument49 pagesAdvanced Grinding and Classification Course Outlinekediliterapi0% (1)
- 015-038 GaylardDocument24 pages015-038 GaylardJob MateusPas encore d'évaluation
- Metallurgical Accounting, Control and SimulationDocument39 pagesMetallurgical Accounting, Control and SimulationTakudzwa Alfred Tickey100% (1)
- Balancing Concentration and Dewatering CircuitsDocument26 pagesBalancing Concentration and Dewatering CircuitsIsmaelPas encore d'évaluation
- Testing For Metallurgical ProcessesDocument228 pagesTesting For Metallurgical ProcessesblakdawgPas encore d'évaluation
- Optimisation Tools in Underground Mine DesignDocument20 pagesOptimisation Tools in Underground Mine DesignDaniel SantanaPas encore d'évaluation
- Laboratory Flotation Rate Test Procedure For PGM, Base Metal Sulphide and Oxide OresDocument21 pagesLaboratory Flotation Rate Test Procedure For PGM, Base Metal Sulphide and Oxide OresRick LimaPas encore d'évaluation
- Locked Cycle Testing - FlotationDocument7 pagesLocked Cycle Testing - FlotationInfernuzPas encore d'évaluation
- Ninth Mill Operators' Conference Proceedings 2007 (PDFDrive)Document231 pagesNinth Mill Operators' Conference Proceedings 2007 (PDFDrive)W ZuoPas encore d'évaluation
- Process Mineralogy PDFDocument4 pagesProcess Mineralogy PDFimran58175100% (1)
- Metallurgical Plant Design and Operating Strategies AUSIMMDocument482 pagesMetallurgical Plant Design and Operating Strategies AUSIMMChristian100% (1)
- Sampling Practice in The Gold MiningDocument164 pagesSampling Practice in The Gold MiningEray Yurtseven100% (1)
- BOOK - Cut-Off - Grades PDFDocument311 pagesBOOK - Cut-Off - Grades PDFdrina_pdPas encore d'évaluation
- Metal Accounting and ReconciliationDocument1 pageMetal Accounting and ReconciliationPabloPas encore d'évaluation
- Grinding circuit ball mill simulationDocument6 pagesGrinding circuit ball mill simulationWalter Andrés OrqueraPas encore d'évaluation
- Jksimmet v6 ManualDocument425 pagesJksimmet v6 Manualkselvan_1100% (1)
- 1992 Book InnovationsInFlotationTechnoloDocument534 pages1992 Book InnovationsInFlotationTechnoloMaycon MaranPas encore d'évaluation
- Basics in Mineral Processing-GeneralDocument18 pagesBasics in Mineral Processing-Generalmakedo33100% (7)
- Moly-Cop mineral slurry characterizationDocument2 pagesMoly-Cop mineral slurry characterizationpolsiemprealdoPas encore d'évaluation
- Machine learning in mineral processing for abnormal event detection and soft sensor applicationsDocument24 pagesMachine learning in mineral processing for abnormal event detection and soft sensor applicationsMartin.c.figueroaPas encore d'évaluation
- Flotation Control and OptimisationDocument11 pagesFlotation Control and OptimisationAmalia PănescuPas encore d'évaluation
- 2013 Froth FlotationDocument26 pages2013 Froth Flotationshiva_SVKPas encore d'évaluation
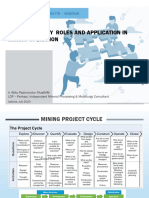
- Geometallurgy Roles and Application in Mining OperationDocument25 pagesGeometallurgy Roles and Application in Mining OperationFahrul Rozzi Usman100% (1)
- Flotation Plant DesignDocument6 pagesFlotation Plant Designath3frankPas encore d'évaluation
- Tete Iron Ore Project Scoping Study PDFDocument55 pagesTete Iron Ore Project Scoping Study PDFkselvan_1Pas encore d'évaluation
- 9 10 Test Methods For Characterising OreDocument130 pages9 10 Test Methods For Characterising OreWillan Villanueva BolañosPas encore d'évaluation
- Flotation Cell Froth Area Optimization by CrowdingDocument22 pagesFlotation Cell Froth Area Optimization by CrowdingJesus Moreno Castillo100% (1)
- Cyclone Sizing Selection GuideDocument18 pagesCyclone Sizing Selection GuideLuis VelasquezPas encore d'évaluation
- Diagnostic Leaching in Refractory OresDocument7 pagesDiagnostic Leaching in Refractory OresSteven DziobaPas encore d'évaluation
- Laboratory Flotation Testing An Essential Tool For Ore CharacterisationDocument19 pagesLaboratory Flotation Testing An Essential Tool For Ore CharacterisationNataniel LinaresPas encore d'évaluation
- Metallurgical Considerations in Mine Feasibility StudiesDocument52 pagesMetallurgical Considerations in Mine Feasibility StudiesLud PasPas encore d'évaluation
- World Gold 2019 ProceedingsDocument746 pagesWorld Gold 2019 Proceedingskaka arviPas encore d'évaluation
- Advances in Flotation TechnologyDocument78 pagesAdvances in Flotation Technologytitebin100% (5)
- CM2200 2009 HW 3 SizedistiiDocument6 pagesCM2200 2009 HW 3 SizedistiidakennetPas encore d'évaluation
- Art:10.1007/s10973 005 0601 1Document6 pagesArt:10.1007/s10973 005 0601 1Helbert LinoPas encore d'évaluation
- CM2200 2009 HW 3 SizedistiiDocument6 pagesCM2200 2009 HW 3 SizedistiidakennetPas encore d'évaluation
- 1 s2.0 S089268751000258X MainDocument10 pages1 s2.0 S089268751000258X MainHelbert LinoPas encore d'évaluation
- For Steel Cage Lapping by Using U-ClipDocument4 pagesFor Steel Cage Lapping by Using U-Cliptin aungtunPas encore d'évaluation
- Lg938l - Operation & Maintenance ManualDocument114 pagesLg938l - Operation & Maintenance ManualMuhammad Nadim MakhlufPas encore d'évaluation
- Operator Interface Hmi Touch Screen Cmore - 10Document54 pagesOperator Interface Hmi Touch Screen Cmore - 10QuantumAutomation100% (1)
- Coco Press KitDocument55 pagesCoco Press KitPaula RiddenPas encore d'évaluation
- DC DC DC DC Iiii 6 6 6 6: Spec Spec Spec SpecDocument12 pagesDC DC DC DC Iiii 6 6 6 6: Spec Spec Spec SpecarsolPas encore d'évaluation
- 01 4G64S4M & 4G69S4N Engine-2Document38 pages01 4G64S4M & 4G69S4N Engine-2vitor santosPas encore d'évaluation
- Parts List 8198417 RevCDocument12 pagesParts List 8198417 RevCSonaina KhanPas encore d'évaluation
- Previews AGA XQ9902 PreDocument6 pagesPreviews AGA XQ9902 PreAldrin HernandezPas encore d'évaluation
- CFS50 motor feedback installation instructionsDocument1 pageCFS50 motor feedback installation instructionsJavier AlzatePas encore d'évaluation
- Classification of FluidDocument29 pagesClassification of FluidAbdur RehmanPas encore d'évaluation
- The Causes and Prevention of Crowd DisastersDocument10 pagesThe Causes and Prevention of Crowd DisastersVarun SwaminathanPas encore d'évaluation
- Achievements Under EpiraDocument6 pagesAchievements Under EpiraLyn Dela Cruz DumoPas encore d'évaluation
- End All Red Overdrive: Controls and FeaturesDocument6 pagesEnd All Red Overdrive: Controls and FeaturesBepe uptp5aPas encore d'évaluation
- Node diagnostics report for RBS6601WDocument9 pagesNode diagnostics report for RBS6601WWilson DiazPas encore d'évaluation
- Online Institute Reporting Slip of The Application Number - 200310422837 PDFDocument1 pageOnline Institute Reporting Slip of The Application Number - 200310422837 PDFRohith RohanPas encore d'évaluation
- Townsend DischargeDocument6 pagesTownsend DischargeGordon DuffPas encore d'évaluation
- VisiLogic Software Manual-LadderDocument158 pagesVisiLogic Software Manual-LadderEduardo Vasquez CastroPas encore d'évaluation
- An Algorithm For Minimax Solution of Overdetennined Systems of Non-Linear EquationsDocument8 pagesAn Algorithm For Minimax Solution of Overdetennined Systems of Non-Linear EquationsDewi FitriyaniPas encore d'évaluation
- Epc of Well Pad D For Sorik Marapi Geothermal Project Recovery ScheduleDocument1 pageEpc of Well Pad D For Sorik Marapi Geothermal Project Recovery ScheduleGema SuryaPas encore d'évaluation
- Diffraction of Laser Beam Using Wire Mesh, Cross Wire and GratingDocument2 pagesDiffraction of Laser Beam Using Wire Mesh, Cross Wire and GratingPriyesh PandeyPas encore d'évaluation
- Pull Test Procedure - Chile Cabildo & Villa Seca 3MW-SkyLineDocument7 pagesPull Test Procedure - Chile Cabildo & Villa Seca 3MW-SkyLinecnuneza4Pas encore d'évaluation
- Foxpro For O LevelDocument3 pagesFoxpro For O LevelShiv PathakPas encore d'évaluation
- G. ACI 360R-06 Brings Slabs On Ground Into The 21st Century - Art McKinney PDFDocument2 pagesG. ACI 360R-06 Brings Slabs On Ground Into The 21st Century - Art McKinney PDFinitbashPas encore d'évaluation
- 25kl SS Tank EstimateDocument1 page25kl SS Tank EstimateRaja ManiPas encore d'évaluation
- Assign4 RANSDocument2 pagesAssign4 RANSankitsaneetPas encore d'évaluation
- FH400 73158464 Pca-6.140Document431 pagesFH400 73158464 Pca-6.140IgorGorduz100% (1)
- Linear Slot DiffuserDocument15 pagesLinear Slot DiffuserhyderabadPas encore d'évaluation
- Applied Fluid Mechanics: Viscosity of FluidsDocument22 pagesApplied Fluid Mechanics: Viscosity of FluidsMaggie HepditchPas encore d'évaluation
- Inspection and Adjustment of Pump Ls ControlDocument10 pagesInspection and Adjustment of Pump Ls ControlHai Van100% (1)
- Civil Engineering Reference BooksDocument2 pagesCivil Engineering Reference Booksdevbrat bosePas encore d'évaluation
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationD'EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationPas encore d'évaluation
- Perfume Engineering: Design, Performance and ClassificationD'EverandPerfume Engineering: Design, Performance and ClassificationÉvaluation : 4 sur 5 étoiles4/5 (5)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsD'EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsPas encore d'évaluation
- Produced Water Treatment Field ManualD'EverandProduced Water Treatment Field ManualÉvaluation : 4.5 sur 5 étoiles4.5/5 (5)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationD'EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationÉvaluation : 4 sur 5 étoiles4/5 (18)
- Nuclear Energy in the 21st Century: World Nuclear University PressD'EverandNuclear Energy in the 21st Century: World Nuclear University PressÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksD'EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksÉvaluation : 5 sur 5 étoiles5/5 (1)
- Guidelines for Developing Quantitative Safety Risk CriteriaD'EverandGuidelines for Developing Quantitative Safety Risk CriteriaPas encore d'évaluation
- Chemical Process Safety: Learning from Case HistoriesD'EverandChemical Process Safety: Learning from Case HistoriesÉvaluation : 4 sur 5 étoiles4/5 (14)
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentD'EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentPas encore d'évaluation
- Guidelines for Siting and Layout of FacilitiesD'EverandGuidelines for Siting and Layout of FacilitiesPas encore d'évaluation
- Well Control for Completions and InterventionsD'EverandWell Control for Completions and InterventionsÉvaluation : 4 sur 5 étoiles4/5 (10)
- The Long Hangover: Putin's New Russia and the Ghosts of the PastD'EverandThe Long Hangover: Putin's New Russia and the Ghosts of the PastÉvaluation : 4.5 sur 5 étoiles4.5/5 (76)
- Guidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsD'EverandGuidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsPas encore d'évaluation
- Robotics: Designing the Mechanisms for Automated MachineryD'EverandRobotics: Designing the Mechanisms for Automated MachineryÉvaluation : 4.5 sur 5 étoiles4.5/5 (8)
- Guidelines for the Management of Change for Process SafetyD'EverandGuidelines for the Management of Change for Process SafetyPas encore d'évaluation
- Guidelines for Enabling Conditions and Conditional Modifiers in Layer of Protection AnalysisD'EverandGuidelines for Enabling Conditions and Conditional Modifiers in Layer of Protection AnalysisPas encore d'évaluation
- Process Plant Equipment: Operation, Control, and ReliabilityD'EverandProcess Plant Equipment: Operation, Control, and ReliabilityÉvaluation : 5 sur 5 étoiles5/5 (1)
- The HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesD'EverandThe HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesPas encore d'évaluation
- Guidelines for Engineering Design for Process SafetyD'EverandGuidelines for Engineering Design for Process SafetyPas encore d'évaluation
- Bow Ties in Risk Management: A Concept Book for Process SafetyD'EverandBow Ties in Risk Management: A Concept Book for Process SafetyPas encore d'évaluation
- Handbook of Cosmetic Science: An Introduction to Principles and ApplicationsD'EverandHandbook of Cosmetic Science: An Introduction to Principles and ApplicationsH. W. HibbottÉvaluation : 4 sur 5 étoiles4/5 (6)