Vous aimerez peut-être aussi
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoD'EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoÉvaluation : 5 sur 5 étoiles5/5 (1)
- Practica de Forja 1Document11 pagesPractica de Forja 1rockv13264% (11)
- Forja de MaterialesDocument26 pagesForja de MaterialesD'yanara Kasandra Guerra RiegaPas encore d'évaluation
- PRACTICA 1 FORJA SecDocument8 pagesPRACTICA 1 FORJA SecNacho MaracasPas encore d'évaluation
- Historia de ForjaDocument44 pagesHistoria de ForjaedgarPas encore d'évaluation
- La ForjaDocument5 pagesLa ForjaFernando VásquezPas encore d'évaluation
- Informe de Laboratorio #4Document15 pagesInforme de Laboratorio #4Holver SivinchaPas encore d'évaluation
- Soldadura Por ForjaDocument15 pagesSoldadura Por ForjaAlacCano100% (1)
- Reporte Forjado de CincelDocument7 pagesReporte Forjado de CincelCristopher MirandaPas encore d'évaluation
- Forjado: proceso y maquinariaDocument17 pagesForjado: proceso y maquinariaMARCELA VIRGINIA MOLLO CAYOJAPas encore d'évaluation
- Forja-Ing MaterialesDocument13 pagesForja-Ing MaterialesFelipe Vásquez ArribasplataPas encore d'évaluation
- Trabajo Escrito Procesos de Fundición de MetalesDocument16 pagesTrabajo Escrito Procesos de Fundición de MetalesYOYMAR ANDRES HERRERA LOPEZPas encore d'évaluation
- Introduccion de ForjaDocument13 pagesIntroduccion de ForjaLourdes Q. Arizaca0% (1)
- Forja InformeDocument12 pagesForja InformeArturo Ramos Lazaro100% (2)
- Lab #9 Forjado de MetalesDocument27 pagesLab #9 Forjado de MetalesjoselynortizleyvaPas encore d'évaluation
- Forja manual de cinceles y tratamientos térmicosDocument12 pagesForja manual de cinceles y tratamientos térmicosJulio Bravo OscoPas encore d'évaluation
- Proceso de Fundicion y MoldeoDocument22 pagesProceso de Fundicion y MoldeoLuis Jose Zambrano NavaPas encore d'évaluation
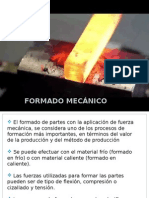
- Formado MecánicoDocument18 pagesFormado MecánicoGeriithaa Rangel De CruzPas encore d'évaluation
- Investigacion U3 ProcesosDocument16 pagesInvestigacion U3 ProcesosFeliperales8gmail.comPas encore d'évaluation
- Informe ForjadoDocument12 pagesInforme ForjadoDavid PomaPas encore d'évaluation
- Trabajo de Diseño 2Document12 pagesTrabajo de Diseño 2carolinaPas encore d'évaluation
- Forja metales proceso deformaciónDocument8 pagesForja metales proceso deformaciónJean Huillca CondeñaPas encore d'évaluation
- Procesos de Formado en CalienteDocument94 pagesProcesos de Formado en CalienteGUILLERMOPas encore d'évaluation
- Operación Unitaria - FundiciónDocument17 pagesOperación Unitaria - FundiciónOrly SalazarPas encore d'évaluation
- Lab7 FinalDocument27 pagesLab7 FinalGinaGonzalesPulidoPas encore d'évaluation
- Técnicas metalúrgicas forjaDocument25 pagesTécnicas metalúrgicas forjaHéctor Castro BalúPas encore d'évaluation
- Conformado de Metales en CalienteDocument35 pagesConformado de Metales en CalienteDavid Cazares Longino0% (1)
- Práctica de ForjaDocument11 pagesPráctica de ForjaCarlos RiveraPas encore d'évaluation
- Formado MecanicoDocument18 pagesFormado MecanicoRuben CamachoPas encore d'évaluation
- FORJADocument4 pagesFORJAfamd mdPas encore d'évaluation
- Forja IntroduccionDocument7 pagesForja IntroduccionManuel GaLaPas encore d'évaluation
- Forja 1Document31 pagesForja 1Jose Miguel Chaman LedesmaPas encore d'évaluation
- 2.2 Forjado MecanicoDocument6 pages2.2 Forjado MecanicoRuben CamachoPas encore d'évaluation
- ForjaDocument33 pagesForjaAlamPas encore d'évaluation
- PCDM P6 VGJJ 8115Document12 pagesPCDM P6 VGJJ 8115Jesus Ska VergaraPas encore d'évaluation
- F o R J ADocument5 pagesF o R J AJose Luis Zayas RojasPas encore d'évaluation
- Procesos de Fabricacion.Document15 pagesProcesos de Fabricacion.Armando RodriguezPas encore d'évaluation
- Diseño Proceso de Formacion en Caliente y Frio (Victor Terrones Vasquez)Document26 pagesDiseño Proceso de Formacion en Caliente y Frio (Victor Terrones Vasquez)Victor TerronesPas encore d'évaluation
- Trabajo en Frio y en CalienteDocument12 pagesTrabajo en Frio y en CalienteCarlosCampos100% (2)
- Fabricación del acero: tipos de hornos para su producciónDocument17 pagesFabricación del acero: tipos de hornos para su producciónFranz Huaroc SantiagoPas encore d'évaluation
- Forjaproceso de ManufacturaDocument58 pagesForjaproceso de ManufacturaJuan DE Jesus ReyesPas encore d'évaluation
- PROCESO DE FUNDICON SummerDocument15 pagesPROCESO DE FUNDICON Summerdennis quispe bedoyaPas encore d'évaluation
- Act 5 MANUFACTURADocument8 pagesAct 5 MANUFACTURAIvan Yordy RamirezPas encore d'évaluation
- Exposición FundiciónDocument63 pagesExposición FundiciónYimmy MatallanaPas encore d'évaluation
- TRABAJO DE INVESTIGACIÓN -Document13 pagesTRABAJO DE INVESTIGACIÓN -santi.chigo01garciaPas encore d'évaluation
- Procesos de Fabricación: Ing. Karen Yanet Santos SantiagoDocument11 pagesProcesos de Fabricación: Ing. Karen Yanet Santos SantiagoAngel Del Angel Del AngelPas encore d'évaluation
- Guía 3 Grado 10Document8 pagesGuía 3 Grado 10jenny jineth romero romeroPas encore d'évaluation
- Tema Forjado de MaterialesDocument8 pagesTema Forjado de Materialesmigalbert100% (1)
- FORJADO EN CALIENTE DE CINCELES DE ACERODocument11 pagesFORJADO EN CALIENTE DE CINCELES DE ACERONells SanLop100% (1)
- Unidad 3 Procesos de Cambio de FormaDocument26 pagesUnidad 3 Procesos de Cambio de FormaSamuel Sanchez67% (3)
- Forjado v1Document4 pagesForjado v1Ajhuacho Cruz Jhoselin AndreaPas encore d'évaluation
- Forja IPNDocument9 pagesForja IPNIsaac ArellanoPas encore d'évaluation
- FundicionDocument13 pagesFundicionMonserrat UribePas encore d'évaluation
- Copia de Fundición y Moldeo.Document8 pagesCopia de Fundición y Moldeo.Sofia BoyeroPas encore d'évaluation
- Proceso de FundicionDocument20 pagesProceso de Fundicionマルティネス ロベルトPas encore d'évaluation
- FUNDICIÓNDocument31 pagesFUNDICIÓNJuan Pablo Sandoval PérezPas encore d'évaluation
- EXTRUSIONDocument16 pagesEXTRUSIONVictor Perez100% (1)
- FORJA: Proceso de fabricación por deformación plástica mediante presiónDocument9 pagesFORJA: Proceso de fabricación por deformación plástica mediante presiónLisset Zarate XelhuantziPas encore d'évaluation
- 3 Er Unidad ForjaDocument30 pages3 Er Unidad ForjaMaria De Jesus VazquezPas encore d'évaluation
- Muest RaDocument2 pagesMuest RaFernando RuanoPas encore d'évaluation
- ManometroDocument1 pageManometroFernando RuanoPas encore d'évaluation
- Escuelas Del Pensamiento EconómicoDocument2 pagesEscuelas Del Pensamiento EconómicoFernando RuanoPas encore d'évaluation
- CircuitosDocument5 pagesCircuitosFernando RuanoPas encore d'évaluation
- Central TermoelectricaDocument2 pagesCentral TermoelectricaFernando RuanoPas encore d'évaluation
- Filosofias de CalidadDocument8 pagesFilosofias de CalidadFernando RuanoPas encore d'évaluation
- Lixiviación por agitación mecánica del cobreDocument9 pagesLixiviación por agitación mecánica del cobreBenny Gomez CPas encore d'évaluation
- Cotización materiales saneamiento ChanchamayoDocument7 pagesCotización materiales saneamiento ChanchamayoFRANZ EDUARDOPas encore d'évaluation
- GGDocument1 pageGGErnestina Ruiz VillamarinPas encore d'évaluation
- Practica 2. Tubos Concentricos PDFDocument15 pagesPractica 2. Tubos Concentricos PDFDiana GonzalezPas encore d'évaluation
- Ejercicios de transferencia de calor en procesos agroindustrialesDocument20 pagesEjercicios de transferencia de calor en procesos agroindustrialesCINTIA GOMEZ AUCEBIASPas encore d'évaluation
- Movimiento de Los AtomosDocument6 pagesMovimiento de Los AtomosMilton FLPas encore d'évaluation
- Clasificacion Quimica Clase 7Document31 pagesClasificacion Quimica Clase 7sonykoyjessPas encore d'évaluation
- Solicitud de Patente A1Document15 pagesSolicitud de Patente A1Alexander Franco CastrillonPas encore d'évaluation
- Correcciones de Metodo 3 CORREGIDODocument36 pagesCorrecciones de Metodo 3 CORREGIDOKarol VRPas encore d'évaluation
- Aminoacidos y ProteinasDocument17 pagesAminoacidos y ProteinasEider Herrera Orozco100% (1)
- Sintesis de Peroxido de BarioDocument6 pagesSintesis de Peroxido de BarioDayan Ocampo PatiñoPas encore d'évaluation
- Instrucciones para El Calculo de Morteros Concretos y AcerosDocument4 pagesInstrucciones para El Calculo de Morteros Concretos y AcerosMaría Teresa Romero GasteluPas encore d'évaluation
- Solución-modelo-PL-decisionDocument23 pagesSolución-modelo-PL-decisionTatiana LlanosPas encore d'évaluation
- NTP 22918 - ISO 5667-3 Guia para La Preservación y Manejo de MuestrasDocument46 pagesNTP 22918 - ISO 5667-3 Guia para La Preservación y Manejo de MuestrasGINAJ100% (2)
- Segunda Prueba Fusión (13 Diciembre 2021)Document2 pagesSegunda Prueba Fusión (13 Diciembre 2021)Camila SilvaPas encore d'évaluation
- Informe de Laboratorio de DestilacionDocument2 pagesInforme de Laboratorio de DestilacionGema CedeñoPas encore d'évaluation
- Importancia de Las Propiedades TermicasDocument4 pagesImportancia de Las Propiedades TermicasREYVELAZCO0% (1)
- Diseño Del Circuito de Ventilación de La Zona Norte de La Mina Cabo de HornosDocument15 pagesDiseño Del Circuito de Ventilación de La Zona Norte de La Mina Cabo de HornosErick Yamir Abril ValdiviaPas encore d'évaluation
- Diagrama Hierro CarbonoDocument6 pagesDiagrama Hierro CarbonoGalux GaluxPas encore d'évaluation
- Techolastic 10 Años 2019Document2 pagesTecholastic 10 Años 2019heriberto coronaPas encore d'évaluation
- El Programa Nacional para La Prevención y Gestión Integral de ResiduosDocument10 pagesEl Programa Nacional para La Prevención y Gestión Integral de Residuosolamar1.cvhPas encore d'évaluation
- Fibras acrílicas: proceso de obtención e hilaturaDocument28 pagesFibras acrílicas: proceso de obtención e hilaturaKmila de la CruzPas encore d'évaluation
- Semana Del 7 Al 11 de Febrero Del 2022Document6 pagesSemana Del 7 Al 11 de Febrero Del 2022AINNAYDA ARCE100% (1)
- Características Generales de Los Procesos de Deformación A GranelDocument1 pageCaracterísticas Generales de Los Procesos de Deformación A GranelFernandoZambranoPas encore d'évaluation
- Diseño de armadura para vigas sometidas a flexiónDocument1 pageDiseño de armadura para vigas sometidas a flexiónAndres CasanovaPas encore d'évaluation
- Cuestionario Reservas 2Document27 pagesCuestionario Reservas 2Carlos Condori100% (1)
- Marco Teórico Estados de ConsistenciaDocument3 pagesMarco Teórico Estados de ConsistenciasebaastianPas encore d'évaluation
- MSDS Zodiamastic 680 HSDocument4 pagesMSDS Zodiamastic 680 HSSSOMA Servicios MenoresPas encore d'évaluation
- Inventario9 24 20Document19 pagesInventario9 24 20Erick Ramirez ChaconPas encore d'évaluation
- RX 520 PDFDocument2 pagesRX 520 PDFAriel RuizPas encore d'évaluation