Vous aimerez peut-être aussi
- Elementos de Fijación de Uso AeronáuticoDocument43 pagesElementos de Fijación de Uso AeronáuticoJuan Balderas100% (6)
- Uasc Ads-B White-Paper 07-16 EspanolDocument8 pagesUasc Ads-B White-Paper 07-16 EspanolJuan BalderasPas encore d'évaluation
- TEMA 8. Mediciones AngularesDocument0 pageTEMA 8. Mediciones AngularesGiissellitha BluePas encore d'évaluation
- 2 0217 Presentacion Ads B Airbus 150318Document10 pages2 0217 Presentacion Ads B Airbus 150318Juan BalderasPas encore d'évaluation
- Proy Nom91-2-Sc3-2014Document7 pagesProy Nom91-2-Sc3-2014Juan BalderasPas encore d'évaluation
- Procesos y Practicas de Pruebas No Destructivas o NDTDocument13 pagesProcesos y Practicas de Pruebas No Destructivas o NDTJuan BalderasPas encore d'évaluation
- NORMA Oficial Mexicana NOM-021 - 3-SCT3-2010Document11 pagesNORMA Oficial Mexicana NOM-021 - 3-SCT3-2010Juan BalderasPas encore d'évaluation
- TermodinamicaDocument25 pagesTermodinamicaJuan BalderasPas encore d'évaluation
- Resumen de Navegación AéreaDocument4 pagesResumen de Navegación AéreaJuan BalderasPas encore d'évaluation
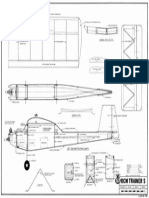
- Trainer 5Document1 pageTrainer 5Juan BalderasPas encore d'évaluation
- Introduccion Al Vuelo IfrDocument17 pagesIntroduccion Al Vuelo IfrCarlos Daniel RodriguezPas encore d'évaluation
- Motor Eléctrico Inercial Ó Volante InercialDocument14 pagesMotor Eléctrico Inercial Ó Volante InercialJuan BalderasPas encore d'évaluation
- Reglamento de La Ley Aviacion Civil 2014Document62 pagesReglamento de La Ley Aviacion Civil 2014Juan BalderasPas encore d'évaluation
- Ils IiDocument6 pagesIls IiIsaac PérezPas encore d'évaluation
- Practica 5 CementadoDocument12 pagesPractica 5 CementadoJuan BalderasPas encore d'évaluation
- TEMA 8. Mediciones AngularesDocument0 pageTEMA 8. Mediciones AngularesGiissellitha BluePas encore d'évaluation
- Eq-2 Unidades Base y C0mpuestasDocument14 pagesEq-2 Unidades Base y C0mpuestasJuan BalderasPas encore d'évaluation
- Manual Vuelo Por Instrumento Cap.6Document83 pagesManual Vuelo Por Instrumento Cap.6Cristobal RealPas encore d'évaluation
- Ils IiDocument6 pagesIls IiIsaac PérezPas encore d'évaluation
- Metrologia, Instrumentos de Medición y CalibresDocument25 pagesMetrologia, Instrumentos de Medición y CalibresGustavo Bacherer90% (29)
- Aditivos para Los PlasticosDocument9 pagesAditivos para Los PlasticosJuan BalderasPas encore d'évaluation
- Fichas DINFLU 08Document9 pagesFichas DINFLU 08Juan BalderasPas encore d'évaluation
- Unidad Vi Ing D MatsDocument36 pagesUnidad Vi Ing D MatsJuan BalderasPas encore d'évaluation
- Lección 5Document7 pagesLección 5'Miguel Angel Oquendo UPas encore d'évaluation
- Motor Eléctrico Inercial Ó Volante InercialDocument14 pagesMotor Eléctrico Inercial Ó Volante InercialJuan BalderasPas encore d'évaluation
- C++ Como Si Estuvieras en PrimeroDocument87 pagesC++ Como Si Estuvieras en PrimeroAnonymous HPFUTT100% (4)
- Lección 5Document7 pagesLección 5'Miguel Angel Oquendo UPas encore d'évaluation
- Balanceo de Ecuaciones Por El Método de RedoxDocument15 pagesBalanceo de Ecuaciones Por El Método de RedoxJuan BalderasPas encore d'évaluation
- Cuadro Sinoptico-Rocas y Su Relacion Con La GeomecanicaDocument4 pagesCuadro Sinoptico-Rocas y Su Relacion Con La GeomecanicaTadeo Apodaca CelayaPas encore d'évaluation
- Radiografia IndustrialDocument15 pagesRadiografia IndustrialJorge PuertaPas encore d'évaluation
- Guia 4. Equilibrio Quimico, PH, Poh. (g2q)Document10 pagesGuia 4. Equilibrio Quimico, PH, Poh. (g2q)Coffee BooPas encore d'évaluation
- El MotorDocument15 pagesEl MotorHector OviedoPas encore d'évaluation
- CLASES Nro. 8 NOMENCLATURA DE ETERE, ALDEHIDOS, CETONASDocument14 pagesCLASES Nro. 8 NOMENCLATURA DE ETERE, ALDEHIDOS, CETONASjossua carlosama floresPas encore d'évaluation
- Capa de OzonoDocument8 pagesCapa de OzonoFlorPas encore d'évaluation
- AbrazaderaDocument2 pagesAbrazaderaJuan Carlos Arhuata MoralesPas encore d'évaluation
- PacketazoDocument8 pagesPacketazofabrizzioPas encore d'évaluation
- Cuaderno Electronico I - Unidad IDocument144 pagesCuaderno Electronico I - Unidad Iraul cabanillasPas encore d'évaluation
- Enlace y Geometria Molecular IDocument7 pagesEnlace y Geometria Molecular IkjgPas encore d'évaluation
- Msds - Grasa Mobil CM PDocument10 pagesMsds - Grasa Mobil CM Pcesar_lubPas encore d'évaluation
- Sistema de Control Electronico de La Valvula WastegateDocument5 pagesSistema de Control Electronico de La Valvula WastegateRomulo RovayoPas encore d'évaluation
- Informe de GeotecniaDocument18 pagesInforme de GeotecniaangellxPas encore d'évaluation
- ACTIVIDAD 1 Diseño de ProyectosDocument8 pagesACTIVIDAD 1 Diseño de ProyectosValenmed MedinaPas encore d'évaluation
- Unidad 5 Mecanica de MaterialesDocument9 pagesUnidad 5 Mecanica de MaterialesSebastian Solorzano SanzPas encore d'évaluation
- Informe de Contruccion de Pavimento RigidoDocument54 pagesInforme de Contruccion de Pavimento RigidoCarolinaFelixCervantes75% (4)
- SOLICITANDO DISEÑO DE MEZCLA PARA ESA OBRA, CONCRETO F C 175KGCM2, HUSO 67, SLUMP 4A6, CEMENTO TIPO I Cliente CONSORCIO LA VILLADocument7 pagesSOLICITANDO DISEÑO DE MEZCLA PARA ESA OBRA, CONCRETO F C 175KGCM2, HUSO 67, SLUMP 4A6, CEMENTO TIPO I Cliente CONSORCIO LA VILLAArturo Gutierrez CalderónPas encore d'évaluation
- Guia p3 - Quimica2-2019-RoseliaDocument21 pagesGuia p3 - Quimica2-2019-RoseliaDulce FigueroaPas encore d'évaluation
- Ej Tema 4Document2 pagesEj Tema 4Adrián Méndez BenítezPas encore d'évaluation
- Manual+de+nivelacio N+de+bioqui Mica+2018Document135 pagesManual+de+nivelacio N+de+bioqui Mica+2018Rosana Olivera CaceresPas encore d'évaluation
- Proyectos de RosasDocument27 pagesProyectos de RosasangelPas encore d'évaluation
- Reemplazo de Filtros PecoDocument10 pagesReemplazo de Filtros PecoLeochemical ChemicalPas encore d'évaluation
- Instrumentacion para Procesos Termicos y AnaliticosDocument7 pagesInstrumentacion para Procesos Termicos y AnaliticosMarce PalmaPas encore d'évaluation
- Eje de Acero Aisi 1050 Estirado en FrioDocument11 pagesEje de Acero Aisi 1050 Estirado en FrioJulio SandovalPas encore d'évaluation
- Documentacion Visual en Tecnicasde MicroscopíaDocument46 pagesDocumentacion Visual en Tecnicasde MicroscopíaPaz LiraPas encore d'évaluation
- Capacitacion CTM 034Document44 pagesCapacitacion CTM 034Jorge Kovach AlvaradoPas encore d'évaluation
- Practica 9Document10 pagesPractica 9Katerin CarlosPas encore d'évaluation
- Trabajo de Investigacion Formativa FisicoquimicaDocument3 pagesTrabajo de Investigacion Formativa FisicoquimicaPaholo Renato Quispe CondoriPas encore d'évaluation
- Hold Blast Hoja de Datos 2010Document2 pagesHold Blast Hoja de Datos 2010TVZ1132Pas encore d'évaluation
- Parametros de Cuenca AMOJUDocument11 pagesParametros de Cuenca AMOJUWilson Marin Rojas VilchezPas encore d'évaluation