Académique Documents
Professionnel Documents
Culture Documents
BALMER Apostilas Técnicas MIG MAG
Transféré par
Manolo GipielaCopyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
BALMER Apostilas Técnicas MIG MAG
Transféré par
Manolo GipielaDroits d'auteur :
Formats disponibles
Fricke Soldas Ltda
Endereo: BR 286, Km 456,4 CEP 98700-000
Cidade: Iju RS
CNPJ: 88.490.60/0001-61
Insc. Estadual: 065/00261951
____________________________________________________________________________________________________________
PROCESSO DE SOLDAGEM AO ARCO ELTRICO
MIG/MAG (GMAW)
Seja bem vindo a BALMER, Fricke Soldas e Merkle Balmer.
Queremos agradecer a sua visita as nossas instalaes e dizer-lhe que o nosso sucesso esta diretamente ligado ao fato
de voc trabalhar com os nosso equipamentos, consumveis e acessrios.
Todos os colaboradores da nossa empresa empenharam-se em preparar um evento que atenda as suas expectativas e
oferecendo as informaes necessrias para o melhor desempenho de suas atividades.
Desejamos um excelente treinamento.
Diretoria BALMER
Fricke Soldas
Merkle Balmer
Telefone: (55) 3305.0707
www.frickesoldas.com.br
www.merklebalmer.com.br
Fricke Soldas Ltda
Endereo: BR 286, Km 456,4 CEP 98700-000
Cidade: Iju RS
CNPJ: 88.490.60/0001-61
Insc. Estadual: 065/00261951
____________________________________________________________________________________________________________
A BALMER!
As empresas Fricke Soldas e Merkle Balmer esto posicionadas entre os maiores fabricantes e fornecedores de
equipamentos para soldagem no Brasil.
Comeamos a objetivar o nosso posicionamento h mais de trinta anos e hoje possumos presena comercial em todos
os estados brasileiros e em vrios pases, tais como Argentina, Uruguai, Chile, Paraguai, etc...
No Brasil, contamos com uma operao fabril no estado do Rio Grande do Sul e outra comercial em So Paulo. Nas
duas unidades atuamos com uma equipe comercial e tcnica capacitada para atender a todos os perfis de clientes.
Nossos produtos so comercializados principalmente nos segmentos de distribuio e revendas de ferramentas,
mquinas e acessrios e tambm nos clientes finais de grande porte, como as indstrias metalomecnica,
aeroespacial, naval, pontes e estruturas metlicas, hidroeltricas, telefonia, automobilstica e outras.
Os equipamentos de soldagem esto presentes no dia-a-dia das empresas para atender as necessidades de solues
pelos processos de eletrodo revestidos, MIG/MAG, TIG, Stud Welding, Arame Tubular e automao.
A Fricke Soldas e Merkle Balmer dispem exatamente de todas as solues para os processos manuais e
automatizados de soldagem e corte.
Consulte-nos, pois temos produtos de qualidade, profissionais capacitados, atendimento personalizado e condies
comerciais diferenciadas no mercado de produtos para soldagem.
Atenciosamente
Fricke Soldas Ltda
Merkle Balmer Equipamentos de Soldagem Ltda
Fricke Soldas
Merkle Balmer
Telefone: (55) 3305.0707
www.frickesoldas.com.br
www.merklebalmer.com.br
Fricke Soldas Ltda
Endereo: BR 286, Km 456,4 CEP 98700-000
Cidade: Iju RS
CNPJ: 88.490.60/0001-61
Insc. Estadual: 065/00261951
____________________________________________________________________________________________________________
Reviso - Conceitos
Ciclo de Trabalho (Fator de trabalho)
O Ciclo de Trabalho a relao entre o perodo de soldagem (Arco Aberto) em um determinado perodo de tempo.
Este perodo de tempo determinado pelo projeto do equipamento de acordo com sua aplicao e processo de
soldagem, bem como a isolao de seus componentes internos.
Conforme norma NEMA, o ciclo de trabalho baseado em um perodo de 10 min, ou seja, uma fonte de soldagem com
Ciclo de Trabalho de 60% @ 300 A, deve operar com o arco aberto de 300 A de sada em 6 min e o restante do tempo
(4 min) deve apagar o arco e refrigerar os componentes internos.
O Ciclo de Trabalho informado pelos fabricantes de equipamentos em percentagem (%), o smbolo mais utilizado
o @ (arroba) e est relacionado com a corrente (A) de sada.
O tipo de trabalho (soldagem) determina a caracterstica do equipamento e seu respectivo Ciclo de Trabalho.
Tenso Eltrica
a diferena de potncial eltrico entre dois pontos (A, B). A tenso tem como grandeza a Voltagem, e usualmente
chamada por este nome.
Sua unidade de medida o Volt V.
Corrente Eltrica
Os eltrons denominam-se Corrente Eltrica e sua unidade de medida o Amper A.
Resistncia Eltrica
a caracterstica eltrica dos materiais que representa a oposio passagem da corrente eltrica.
Sua unidade de medida o Ohm
Potncia Eltrica
a quantidade de energia eltrica desenvolvida, ou consumida, num intervalo de tempo por um dispositivo eltrico.
Sua unidade de medida o Watt W.
Fricke Soldas
Merkle Balmer
Telefone: (55) 3305.0707
www.frickesoldas.com.br
www.merklebalmer.com.br
Fricke Soldas Ltda
Endereo: BR 286, Km 456,4 CEP 98700-000
Cidade: Iju RS
CNPJ: 88.490.60/0001-61
Insc. Estadual: 065/00261951
____________________________________________________________________________________________________________
PROCESSO DE SOLDAGEM AO ARCO ELTRICO
MIG/MAG (GMAW)
Introduo ao processo de soldagem
Definies de soldagem:
Processo de juno de metais por fuso
Operao que visa obter a unio de duas ou mais peas, assegurando, na junta soldada, a continuidade de
propriedades fsicas, qumicas e metalrgicas.
Operao que visa obter a coalescncia localizada produzida pelo aquecimento at uma temperatura
adequada, com ou sem aplicao de presso e de metal de adio (AWS American Welding Society)
Processo de unio de materiais baseado no estabelecimento, na regio de contato entre os materiais sendo
unidos, de foras de ligao qumica de natureza similar s atuantes no interior dos prprios materiais
Classificao dos processos de soldagem
A primeira classificao dos processos de soldagem baseada no mtodo dominante para produzir a unio.
Fricke Soldas
Merkle Balmer
Telefone: (55) 3305.0707
www.frickesoldas.com.br
www.merklebalmer.com.br
Fricke Soldas Ltda
Endereo: BR 286, Km 456,4 CEP 98700-000
Cidade: Iju RS
CNPJ: 88.490.60/0001-61
Insc. Estadual: 065/00261951
____________________________________________________________________________________________________________
Introduo a soldagem ao arco eltrico
Dada a importncia dos processos de soldagem por fuso e, especialmente aqueles em que a fuso obtida pela
energia de um arco eltrico, ser feita uma pequena introduo ao arco eltrico.
Em um dia de tempestade, vemos muitos raios que caem sobre a terra. Trata-se de uma descarga eltrica que conduz
eletricidade entre as nuvens e a terra. Como entre as nuvens e a terra existe ar, que eletricamente neutro e,
portanto, isolante eltrico, para que a descarga eltrica possa ocorrer, com a consequente conduo de eletricidade,
preciso haver a ionizao do gs.
A Ionizao um processo qumico mediante ao qual se produzem ons, espcies qumicas eletricamente carregadas,
pela perda ou ganho de eltrons a partir de tomos ou molculas neutras:
M(g) M + + eonde M um tomo ou molcula no estado gasoso.
A ionizao ocorre quando um eltron localizado em uma rbita sai da influncia do campo eletromagntico do tomo
e torna-se um eltron livre. Quando um eltron recebe uma quantidade de energia, ele forado a subir para uma
rbita de maior energia.
Conforme a energia que o eltron recebe, ele pode sair da influncia do campo eletromagntico do tomo e tornar-se
um eltron livre. A energia necessria para retirar um eltron do campo eletromagntico do tomo a energia de
ionizao. Quando ocorre o fenmeno de ionizao, tem-se um eltron livre e um on positivo, formando-se
consequentemente um meio condutor de eletricidade. Um gs, aps ser ionizado, constitui o plasma, ou seja, a
matria no estado plasmtico.
A ionizao distinta da dissociao inica, pois esta o processo em que compostos inicos tem seus ons separados:
AB A+ + B+
Devido movimentao das cargas eltricas em um arco eltrico, ocorrem muitos choques entre as partculas
portadoras de cargas. Como consequncia, uma grande quantidade de calor e luz produzida. Esta energia utilizada
como fonte de calor nos processos de soldagem a arco eltrico.
Como a mobilidade dos ons positivos extremamente pequena quando comparada dos eltrons livres, a produo
de calor causada basicamente pelo choque dos eltrons com tomos e ons positivos.
No caso de eletrodos consumveis, h tambm o choque entre as cargas eltricas e os glbulos de metal fundido
gerado pela fuso do eletrodo.
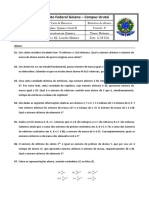
O arco eltrico com eletrodo permanente aproximadamente cnico e pode ser dividido em trs regies:
(-)
1 - Regio andica;
Regio catdica
2 - Coluna de plasma;
3 - Regio catdica
Comprimento
do arco
Coluna de plasma
Regio catdica
Fricke Soldas
Merkle Balmer
Telefone: (55) 3305.0707
www.frickesoldas.com.br
www.merklebalmer.com.br
Fricke Soldas Ltda
Endereo: BR 286, Km 456,4 CEP 98700-000
Cidade: Iju RS
CNPJ: 88.490.60/0001-61
Insc. Estadual: 065/00261951
____________________________________________________________________________________________________________
Os eltrons so emitidos na regio catdica (polo negativo) e acelerados para regio andica (polo positivo) atravs do
campo eltrico.
A figura abaixo mostra esquema do arco eltrico, em escala atmica, na qual podemos ver que o arco eltrico (coluna
de plasma) constitudo por eltrons livres, ons positivos, ons negativos e uma certa quantidade de tomos neutros.
Apesar das cargas existentes, a coluna de plasma eletricamente neutra.
Queda de Tenso no arco eltrico
A todo arco eltrico est associada uma tenso eltrica. H, portanto, uma queda de tenso ao longo do comprimento
do arco eltrico. Esta queda de tenso tem intensidades diferentes nas distintas regies do arco:
Queda de tenso catdica: 29.000 V/cm (valor estimado)
Queda de tenso na coluna do arco: 3 a 50 V/cm (valor estimado)
Queda de tenso andica: 1 a 25 V/cm. (valor estimado)
Fricke Soldas
Merkle Balmer
Telefone: (55) 3305.0707
www.frickesoldas.com.br
www.merklebalmer.com.br
Fricke Soldas Ltda
Endereo: BR 286, Km 456,4 CEP 98700-000
Cidade: Iju RS
CNPJ: 88.490.60/0001-61
Insc. Estadual: 065/00261951
____________________________________________________________________________________________________________
SOLDAGEM AO ARCO ELTRICO PELO PROCESSO MIG/MAG (GMAW)
O processo de soldagem MIG MAG pode ser definido como um processo de soldagem por fuso, que utiliza o calor de
um arco eltrico formado entre um eletrodo metlico consumvel e a poa.
Tanto o arco quanto a poa de fuso so protegidos contra a contaminao pela atmosfera por um gs ou uma
mistura de gases.
GMAW (Gas Metal Arc Welding) a sigla internacional que significa Gas MetalArc Welding, ou Soldagem a Arco com
Proteo Gasosa e Eletrodo Consumvel.
TIG a abreviatura de Tungsten Inert Gas, que faz referncia ao eletrodo de tungstnio e o gs inerte utilizados no
processo.
Os gases de proteo usados no processo so a diferena fundamental entre os processos MIG e MAG. MIG,
abreviatura de Metal Inert Gas, usa um gs ou mistura de gases inertes; MAG, abreviatura de Metal Active Gas,
usa um gs ativo ou mistura de gs ativo com inerte.
Os primeiros trabalhos com estes processos foram feitos com gs ativo, em peas de ao, no incio dos anos 30. Aps a
segunda guerra mundial, o processo foi desenvolvido para a soldagem de magnsio e suas ligas e em seguida para
outros metais, com gs inerte.
O CO2 foi introduzido parcial ou totalmente no argnio para a soldagem de aos. A soldagem MIG/MAG e com arame
tubular foram as que apresentaram o maior crescimento de utilizao nos ltimos anos no mundo.
Quanto s aplicaes, o processo MIG utilizado para a soldagem de:
aos-carbono,
aos de baixa, mdia e alta liga,
aos inoxidveis,
alumnio,
magnsio,
cobre e suas ligas.
Fricke Soldas
Merkle Balmer
Telefone: (55) 3305.0707
www.frickesoldas.com.br
www.merklebalmer.com.br
Fricke Soldas Ltda
Endereo: BR 286, Km 456,4 CEP 98700-000
Cidade: Iju RS
CNPJ: 88.490.60/0001-61
Insc. Estadual: 065/00261951
____________________________________________________________________________________________________________
O processo MAG solda aos de baixo carbono e aos de baixa liga.
O processo MIG/MAG empregado na:
Fabricao de componentes e estruturas;
Fabricao de equipamentos de mdio e grande porte, como pontes rolantes, vigas, escavadeiras e tratores,
Indstria automobilstica,
Manuteno de equipamentos e peas metlicas,
Recuperao de peas desgastadas,
Revestimento de superfcies metlicas com materiais especiais.
A grande vantagem do processo MIG/MAG sua alta produtividade, que advm da elevada taxa de deposio, da alta
velocidade de soldagem e do alto fator de ocupao do equipamento/soldador.
Alm disso, as seguintes vantagens podem ser citadas:
Processo semiautomtico, bastante verstil, que pode ser adaptado para a soldagem automtica.
Exige menor habilidade do soldador que o processo de eletrodo revestido.
O eletrodo nu alimentado continuamente, evitando perda de arame.
A soldagem pode ser executada em todas a posies.
Versatilidade em relao ao tipo de material e espessura de soldagem.
No h formao de escria.
A penetrao mais uniforme quando comparado ao processo de eletrodo revestido.
A penetrao e a diluio podem ser controladas durante o processo.
Processo com baixo teor de hidrognio.
Os problemas de distores e tenses residuais so menores.
A visibilidade da poa de fuso excelente.
As maiores limitaes do processo MIG/MAG so:
A maior velocidade de resfriamento por no haver escoria tende a aumentar a ocorrncia de trincas no caso
de aos temperveis.
A soldagem deve ser protegida de correntes de ar.
A soldagem dificultada em juntas de difcil acesso, devido geometria da tocha.
O processo produz soldas com alto nvel de respingos.
Ocorre grande emisso de raios ultravioletas.
O custo do equipamento relativamente alto.
O equipamento menos porttil que o do processo de eletrodo revestido.
Maior sensibilidade variao dos parmetros eltricos de operao.
Fricke Soldas
Merkle Balmer
Telefone: (55) 3305.0707
www.frickesoldas.com.br
www.merklebalmer.com.br
Fricke Soldas Ltda
Endereo: BR 286, Km 456,4 CEP 98700-000
Cidade: Iju RS
CNPJ: 88.490.60/0001-61
Insc. Estadual: 065/00261951
____________________________________________________________________________________________________________
Equipamento bsico:
O equipamento MIG/MIG pode ser semiautomtico, no qual a alimentao do eletrodo feita mecanicamente pela
mquina e as demais operaes so realizadas pelo soldador, ou automtico, no qual aps a regulagem feita pelo
soldador, este no interfere mais no processo.
O equipamento para soldagem MIG/MAG tem um custo 5 a 10 vezes maior que o equipamento necessrio para
execuo da soldagem por eletrodo revestido. Exige mais cuidado de manuteno no decorrer de sua vida til. Estes
custos, no entanto, so compensados pela maior produtividade de processo.
O equipamento bsico do processo MIG/MAG inclui:
Fonte de energia eltrica
Sistema de alimentao do eletrodo em forma de bobina de arame.
Tocha de soldagem
Eletrodo para a abertura do arco
Fonte de gs protetor
Unidade para circulao de gua para refrigerao da tocha, quando necessrio.
Fonte de energia
O processo MIG/MAG utiliza fontes de energia do tipo corrente contnua ou corrente contnua pulsada.
Pode ser utilizado um transformador retificador de corrente contnua ou um gerador. A tenso de sada varia entre 18
e 50V.
Basicamente, h dois tipos de fonte. As fontes de potencial constante e as fontes de corrente constante. Enquanto as
fontes de potencial constante permitem a autorregularem para manter o comprimento do arco constante, as fontes
de corrente constante proporciona velocidade de fuso do arame praticamente constante.
As fontes de potencial constante apresenta uma pequena queda na tenso (V) (tenso de soldagem) com o aumento
da corrente (A), conforme mostra o grfico direita da figura abaixo. J as fontes de corrente constante (grfico
esquerda) apresentam uma variao pequena da corrente (A) com a variao da tenso de soldagem (V). Este tema
ser retomado mais adiante.
Fricke Soldas
Merkle Balmer
Telefone: (55) 3305.0707
www.frickesoldas.com.br
www.merklebalmer.com.br
Fricke Soldas Ltda
Endereo: BR 286, Km 456,4 CEP 98700-000
Cidade: Iju RS
CNPJ: 88.490.60/0001-61
Insc. Estadual: 065/00261951
____________________________________________________________________________________________________________
Sistema alimentador do eletrodo
O sistema alimentador do eletrodo acionado por um motor de corrente contnua
independente da fonte. A velocidade de alimentao do arame est diretamente
relacionada intensidade da corrente de soldagem fornecida pela mquina de
solda. Para ser movimentado, o eletrodo passado por um conjunto de roletes de
alimentao, que pode estar prximo ou afastado da tocha de soldagem.
Tocha de soldagem
A tocha de soldagem conduz simultaneamente o eletrodo, a energia eltrica e o gs
de proteo, a fim de produzir o arco de soldagem. So funes da tocha:
So funes da tocha:
Guiar o eletrodo de modo que o arco fique alinhado com a junta a ser soldada.
Fornecer a corrente de soldagem ao eletrodo.
Envolver o arco e a poa de fuso com o gs de proteo
A tocha de soldagem consiste de:
Bico de contato, que energiza o arame-eletrodo.
Trata-se de um tubo base de cobre, com dimetro interno ligeiramente superior ao
dimetro do eletrodo.
Bocal que orienta o fluxo de gs, feito em cobre ou material cermico.
Gatilho de acionamento do sistema, ou seja, abre o circuito, aciona o alimentador do
arame e comanda o fluxo de gs
A tocha de soldagem pode ser refrigerada pelo prprio gs de proteo que conduz ou por gua. Correntes de
trabalho acima de 220 A e ciclos de trabalho superiores a 60%, utiliza-se a refrigerao com gua.
Fontes de gs.
Cilindro de gs ou mistura de gases de proteo dotado de regulador de presso (manmetro) e/ou vazo
(fluxmetro).
Fricke Soldas
Merkle Balmer
Telefone: (55) 3305.0707
www.frickesoldas.com.br
www.merklebalmer.com.br
Fricke Soldas Ltda
Endereo: BR 286, Km 456,4 CEP 98700-000
Cidade: Iju RS
CNPJ: 88.490.60/0001-61
Insc. Estadual: 065/00261951
____________________________________________________________________________________________________________
Consumveis
Os consumveis utilizados no processo de soldagem MIG/MAG so:
Eletrodo ou arame ou metal de adio,
Gs de proteo,
Lquido para proteo da tocha e das regies adjacentes solda contra a adeso de respingos.
Eletrodo ou metal de adio
Os eletrodos so fornecidos em bobinas com dimetro que varia de 0,8 a 3,4 mm. O dimetro do eletrodo ser funo
da espessura da pea e da corrente usada na soldagem.
So tradicionalmente revestidos com cobre (cobreados), visando a proteo do arame contra a corroso e melhorar o
contato eltrico entre o eletrodo e o bico de contato.
A composio qumica, dureza, superfcie e dimenses so normalizadas pela AWS.
O quadro ao lado lista as especificaes
para cada tipo de classe de material a ser
soldado.
Geralmente, o eletrodo possui composio
similar do metal base. Por exemplo, na
soldagem de ao com baixo teor em
carbono se utilizam eletrodos cccc com
composio similar do metal base, com a
adio dos elementos desoxidantes, silcio
e mangans.
Arames usados com proteo de CO2
contm maiores teores de silcio e
mangans, visando maior ao desoxidante
para compensar oxidao do gs.
AO CARBONO
Fricke Soldas
Merkle Balmer
Telefone: (55) 3305.0707
www.frickesoldas.com.br
www.merklebalmer.com.br
Fricke Soldas Ltda
Endereo: BR 286, Km 456,4 CEP 98700-000
Cidade: Iju RS
CNPJ: 88.490.60/0001-61
Insc. Estadual: 065/00261951
____________________________________________________________________________________________________________
AO INOX
ALUMNIO
Fricke Soldas
Merkle Balmer
Telefone: (55) 3305.0707
www.frickesoldas.com.br
www.merklebalmer.com.br
Fricke Soldas Ltda
Endereo: BR 286, Km 456,4 CEP 98700-000
Cidade: Iju RS
CNPJ: 88.490.60/0001-61
Insc. Estadual: 065/00261951
____________________________________________________________________________________________________________
Para a soldagem de aos inoxidveis, so usados eletrodos com alma de ao inoxidvel.
Os mais comuns so:
Para a soldagem do alumnio, so usados eletrodos com alma de alumnio puro ou ligado com Si, Mg ou Mn.
As normas AWS adotam o seguinte formato para arames utilizados em processos de soldagem TIG, MIG, MAG e
arco submerso :
Fricke Soldas
Merkle Balmer
Telefone: (55) 3305.0707
www.frickesoldas.com.br
www.merklebalmer.com.br
Fricke Soldas Ltda
Endereo: BR 286, Km 456,4 CEP 98700-000
Cidade: Iju RS
CNPJ: 88.490.60/0001-61
Insc. Estadual: 065/00261951
____________________________________________________________________________________________________________
Cuidados especiais
Os eletrodos devem ser armazenados em um local limpo e seco para evitar umidade.
A bobina deve retornar a embalagem original quando no estiver em uso, para evitar a contaminao pelas partculas
presentes no ambiente.
Gases inertes (Ar, He ou Ar + He) so usados na soldagem de metais mais reativos, como alumnio, magnsio e titnio.
Gases ativos (uso de CO2 puro ou com adies de oxignio ou argnio) so usados na soldagem de aos carbono e
baixa liga.
As vantagens do uso de gases ativos so:
Baixo custo;
Maior estabilidade do arco
Maior velocidade de soldagem
Maior penetrao
O gs de proteo influencia:
As caractersticas do arco;
O tipo de transferncia do metal;
A penetrao;
A largura e o formato do cordo de solda;
A velocidade mxima da soldagem
Tendncia ao aparecimento de mordeduras
O custo.
Argnio.
Devido ao baixo potencial de ionizao, conforme j mostrado, propicia um arco
estvel com excelente conduo eltrica e alta densidade de corrente, o que
concentra a energia do arco em uma pequena rea, resultando em um perfil de
penetrao profundo, denominado perfil dediforme em forma dedo
Hlio e CO2
Devido a seus maiores potenciais de ionizao, propiciam maiores tenso no arco (maiores quedas de tenso), o que
gera mais calor no arco.
Assim, estes gases so utilizados na soldagem de peas com maiores espessuras e materiais com maiores
condutibilidades trmicos. Estes gases produzem soldas com perfis mais largos.
Fricke Soldas
Merkle Balmer
Telefone: (55) 3305.0707
www.frickesoldas.com.br
www.merklebalmer.com.br
Fricke Soldas Ltda
Endereo: BR 286, Km 456,4 CEP 98700-000
Cidade: Iju RS
CNPJ: 88.490.60/0001-61
Insc. Estadual: 065/00261951
____________________________________________________________________________________________________________
Mistura de Gases de proteo.
Pequenos teores de gases ativos adicionados ao gs inerte tm as seguintes funes:
Mudar o contorno do cordo;
Aumentar a penetrao;
Diminuir a quantidade de
Respingos.
A figura abaixo mostra o efeito da adio de 5% de oxignio sobre a soldagem de chapas de ao carbono. Obtm-se
um cordo mais estreito e com menor quantidade de respingos.
Teores mais altos de gases ativos com inertes, em diferentes propores, permitem a soldagem com melhor
estabilidade de arco nos metais ferrosos. A figura abaixo mostra esquema do efeito do gs de proteo sobre o
contorno e a penetrao do cordo de solda.
A tabela abaixo lista os gases ou combinaes de gases, seus comportamentos qumicos e suas aplicaes.
PARMETROS DO PROCESSO
Polaridade
A polaridade mais indicada para a soldagem MIG / MAG a polaridade inversa (CC+).
Fricke Soldas
Merkle Balmer
Telefone: (55) 3305.0707
www.frickesoldas.com.br
www.merklebalmer.com.br
Fricke Soldas Ltda
Endereo: BR 286, Km 456,4 CEP 98700-000
Cidade: Iju RS
CNPJ: 88.490.60/0001-61
Insc. Estadual: 065/00261951
____________________________________________________________________________________________________________
Com o uso da polaridade direta (CC-), ocorre a repulso da gota causada pelas foras dos jatos de plasma e de vapor
metlico. A gota empurrada para cima e desviada de sua trajetria normal, tornando instvel a transferncia do
metal.
Tenso de soldagem
A tenso do arco a tenso entre a extremidade do arame e a pea.
Devido s quedas de tenso encontradas no sistema de soldagem, a
tenso do arco no pode ser lida diretamente do voltmetro da fonte.
A tenso no arco diretamente proporcional ao comprimento do arco,
ou seja, quanto maior o comprimento do arco, maior a tenso do arco.
A tenso de soldagem tambm afeta o formato do cordo de solda.
Tenses elevadas produzem cordes mais largos com maior quantidade
de respingos; tenses baixas, por outro lado, resultam em arco menos
estvel e maior absoro de gases.
Corrente de soldagem
A corrente de soldagem pode ser medida na sada da fonte (amperagem), quando a solda est sendo realizada.
Normalmente h um indicador de amperagem na fonte.
A corrente de soldagem est diretamente relacionada velocidade de alimentao do arame, no processo de
soldagem MIG/MAG. Esta relao denominada de caracterstica de queima. Cada tipo de arame de soldagem possui
sua caracterstica de queima, conforme figura abaixo.
Cada arame ento possui um intervalo de correntes, que funo do dimetro do eletrodo. Eletrodos com maiores
dimetros exigem maiores correntes para uma determinada velocidade de alimentao. A tabela abaixo relaciona,
para diversos materiais de eletrodo, os dimetros e faixas de correntes utilizveis.
Fricke Soldas
Merkle Balmer
Telefone: (55) 3305.0707
www.frickesoldas.com.br
www.merklebalmer.com.br
Fricke Soldas Ltda
Endereo: BR 286, Km 456,4 CEP 98700-000
Cidade: Iju RS
CNPJ: 88.490.60/0001-61
Insc. Estadual: 065/00261951
____________________________________________________________________________________________________________
Material
Ao Carbono e de baixa liga
Ao Inox austentico
Alumnio
Cobre
Dimetro do arame
(mm)
0,80
1,00
1,20
1,60
2,40 (SAW)
3,20 (SAW)
0,80
1,00
1,20
1,60
2,40 (FCAW)
0,80
1,20
1,60
1,60
0,80
1,20
1,60
Faixa de corrente
(A)
70 - 180
90 - 220
100 - 270
190 - 360
280 - 490
270 - 580
60 - 180
80 200
90 260
170 320
250 450
70 150
90 200
120 300
180 350
70 170
90 250
150 400
Obs.: Os parmetros acima dependem do tipo de arame, gs, transferncia metlica, procedimento de soldagem, tipo
de junta e etc.
Extenso do eletrodo (stick-out)
Trata-se da distncia entre o contato eltrico e a pea de trabalho. nessa regio que ocorre o efeito Joule (I2R), ou
seja, o aquecimento do metal devido corrente eltrica.
Quanto maior a extenso do eletrodo, maior ser o aquecimento devido ao efeito Joule e menor ser a corrente de
soldagem necessria para fundir o arame.
Portanto, este parmetro de processo deve controlado, pois a menor corrente de soldagem necessria para fundir o
arame faz com que as gotas de metal fundido aportem uma quantidade menor de calor junta, diminuindo a
penetrao da solda. Alm da menor penetrao, grandes extenses de eletrodo tornam o arco menos estvel.
Fricke Soldas
Merkle Balmer
Telefone: (55) 3305.0707
www.frickesoldas.com.br
www.merklebalmer.com.br
Fricke Soldas Ltda
Endereo: BR 286, Km 456,4 CEP 98700-000
Cidade: Iju RS
CNPJ: 88.490.60/0001-61
Insc. Estadual: 065/00261951
____________________________________________________________________________________________________________
Velocidade de soldagem
Trata-se da relao entre o caminho percorrido pelo arco ao longo da pea e o tempo gasto para percorr-lo , dada em
cm/min ou mm/min.
Chapas mais espessas pedem velocidade de soldagem menores. Para uma dada espessura e tipo de junta, quando a
corrente de soldagem aumentar, a velocidade de soldagem tambm deve aumentar e vice-versa.
Baixas velocidades, alm de aumentar o custo do processo, aumentam a energia de soldagem, o que pode gerar
problemas metalrgicos na zona afetada pelo calor. Altas velocidades produzem cordes mais estreitos, com menores
penetrao e reforo, podendo ainda causar falta de fuso e mordeduras.
Controle do comprimento do arco
Para que o processo de soldagem com eletrodo consumvel fique estvel, preciso que o comprimento do arco
permanea constante. Para isso, a velocidade de consumo do eletrodo deve ser igual a sua velocidade de alimentao.
Este trabalho feito pela fonte de energia de duas formas, dependendo do tipo de fonte utilizado.
Quando se utilizam fontes de corrente constante, controla-se a velocidade de alimentao do eletrodo de modo que a
iguale velocidade de fuso. Para que isso ocorra, compara-se a tenso do arco com um valor de referncia e altera-se
a velocidade de alimentao eletronicamente para manter o comprimento do arco constante.
Qualquer aumento da distncia do eletrodo pea (comprimento do arco) produzir aumento da tenso de soldagem.
De forma automtica, aumenta-se instantaneamente a velocidade de alimentao do eletrodo, fazendo-se com que o
comprimento do arco volte ao valor inicial.
Este sistema requer equipamento mais complexo e d melhores resultados para eletrodos com dimetro maiores que
3,2 mm.
Quando se utilizam fontes de tenso constante, a velocidade de alimentao do eletrodo mantida constante e o
controle do comprimento do arco se d de forma natural. Para a compreenso deste mecanismo, os seguintes
conceitos sero apresentados: curva do arco, curva da fonte e condio de soldagem.
Curva do arco. No arco eltrico, a relao entre a
tenso e a corrente de soldagem no obdece a Lei
de Ohm (U =r.I), especialmente em baixas
correntes.
A figura ao lado mostra a relao entre a tenso e a
corrente eltrica, denominada de curva do arco,
para trs diferentes comprimentos de arco.
Valores baixos de corrente reduzem a temperatura
dos gases, o que reduz a ionizao, tornando o
meio mais resistente a passagem da corrente
eltrica.
Este fenmeno explica o comportamento atpico
do incio da curva do arco, quando se observa
aumento da tenso eltrica com a diminuio da
corrente.
Portanto, denomina-se curva do arco a relao entre a tenso eltrica no arco e a corrente de soldagem para um
determinado comprimento de arco.
Fricke Soldas
Merkle Balmer
Telefone: (55) 3305.0707
www.frickesoldas.com.br
www.merklebalmer.com.br
Fricke Soldas Ltda
Endereo: BR 286, Km 456,4 CEP 98700-000
Cidade: Iju RS
CNPJ: 88.490.60/0001-61
Insc. Estadual: 065/00261951
____________________________________________________________________________________________________________
O grfico da figura ao lado construdo com dados extrados das
curvas de arco para 2, 4 e 6 mm, apresentadas na figura da pgina
anterior. Verifica-se que a tenso no arco cresce quando o
comprimento do arco aumentado de 2 para 6 mm, mantendo-se
a corrente constante.
Curva da fonte.
Enquanto a curva do arco descreve a relao entre a tenso e a
corrente para um arco com um determinado comprimento, a
curva da fonte mostra a relao da tenso na fonte com a corrente
eltrica produzida.
Como j apresentado, uma pequena variao da tenso em uma fonte de tenso constante (V) causa uma
significativa variao inversa na corrente de soldagem (A), conforme mostra a figura abaixo.
Condio de soldagem.
A fonte deve fornecer energia necessria para fundir o eletrodo, que alimentado pela pistola a uma dada velocidade.
A energia fornecida pela fonte pode ser dividida em duas partes:
a energia utilizada para manter o arco eltrico
a energia utilizada para o aquecimento e fuso do eletrodo
A soldagem ocorre quando existe energia para fundir o eletrodo. Para isso, a tenso, a corrente de soldagem e a
distncia do arco devem assumir valores adequados. Para um dado comprimento de arco, a soldagem ocorre no ponto
de interseo entre as curvas da fonte e do arco, conforme mostra abaixo.
Fricke Soldas
Merkle Balmer
Telefone: (55) 3305.0707
www.frickesoldas.com.br
www.merklebalmer.com.br
Fricke Soldas Ltda
Endereo: BR 286, Km 456,4 CEP 98700-000
Cidade: Iju RS
CNPJ: 88.490.60/0001-61
Insc. Estadual: 065/00261951
____________________________________________________________________________________________________________
Fatores que podem alterar a energia:
1. Mudana da distncia entre a tocha e o metal base;
2. Mudana da velocidade de alimentao do eletrodo;
3. Mudana da faixa de tenso de soldagem na fonte de energia
Mudana da distncia entre a tocha e o metal base
Qualquer evento que faa a tocha afastar-se da pea, aumentando o
comprimento do arco (figura ao lado), aumentar naturalmente a
tenso do arco, pois, como visto, aumentando-se o comprimento do
arco aumenta-se a tenso do arco. Porm, a curva da fonte determina
que o aumento da tenso produza uma diminuio da corrente de
soldagem.
A nova condio de soldagem para maior comprimento do arco,
portanto, se dar sob uma maior tenso e com uma menor corrente
de soldagem, conforme a figura ao lado. Como a taxa de fuso do
eletrodo proporcional corrente de soldagem, a menor corrente de
soldagem diminuir a taxa de fuso do eletrodo. Como a velocidade
de alimentao do eletrodo constante, a menor taxa de fuso do
eletrodo far com este se aproxime da pea e, consequentemente, o
comprimento do arco diminua e volte ao valor inicialmente
estabelecido.
Como a velocidade de alimentao do eletrodo constante, a menor
taxa de fuso do eletrodo far com este se aproxime da pea e,
consequentemente, o comprimento do arco diminua e volte ao valor
inicialmente estabelecido.
De forma anloga, quando se diminui a distncia entre a tocha e a pea, a tenso diminui, a corrente aumenta,
resultando em aumento da velocidade de fuso do eletrodo, o que faz aumentar o comprimento do arco, voltando ao
seu valor inicial.
Assim, o processo de soldagem MIG/MAG, utilizando uma fonte de tenso constante, controla de forma intrnseca o
comprimento do arco, fenmeno conhecido como autorregulagem do arco, o que resulta em um cordo mais
uniforme e melhores propriedades de junta soldada.
Mudana da velocidade de alimentao do eletrodo
O processo tambm apresenta autorregulagem para mudanas na velocidade de alimentao do eletrodo. O aumento
da velocidade de alimentao do eletrodo produz instantaneamente uma diminuio do comprimento do arco, com a
consequente diminuio da tenso de soldagem e aumento da corrente de soldagem. A nova condio aumentar a
velocidade de fuso do eletrodo, fazendo o comprimento do arco aumentar e voltar ao valor inicial. Esta
autorregulagem atua tanto para aumentos quanto para diminuies da velocidade de alimentao do eletrodo.
Mudana da faixa de tenso de soldagem na fonte de energia
O aumento da tenso de soldagem na fonte, para o mesmo comprimento de arco e velocidade de fuso do eletrodo,
aumentar a tenso no arco e, consequentemente, aumentar a corrente de soldagem, o que est de acordo com a
curva do arco. A maior corrente de soldagem aumentar a penetrao e a largura do cordo de solda.
Fricke Soldas
Merkle Balmer
Telefone: (55) 3305.0707
www.frickesoldas.com.br
www.merklebalmer.com.br
Fricke Soldas Ltda
Endereo: BR 286, Km 456,4 CEP 98700-000
Cidade: Iju RS
CNPJ: 88.490.60/0001-61
Insc. Estadual: 065/00261951
____________________________________________________________________________________________________________
Modos de transferncias metlicas
O metal fundido na ponta do eletrodo tem que se transferir para a poa de fuso.
A transferncia de metal pode ocorrer de vrias formas:
Transferncia por curto-circuito
Transferncia globular
Transferncia por spray, ou pulverizao axial.
Transferncia pulsada e/ou interpulsada
Transferncia combinada
Transferncia rotacional magntica
Transferncia por curto-circuito
A gota de metal se forma na ponta do eletrodo, aumenta de dimetro at tocar a poa de fuso. A gota puxada para
a poa de fuso pela tenso superficial.
Ocorre com baixos valores de tenso e corrente, para eletrodos com dimetro de 0,8 a 1,2 mm.
Devido a baixa quantidade de calor transferida para a pea, recomendado para soldagem de chapas finas. Pelo
pequeno volume da poa de fuso e pela forma como a gota puxada para a poa de fuso, este modo de
transferncia adequado para soldagem em qualquer posio.
Os problemas deste modo de transferncia so a pequena penetrao, a quantidade de respingos e a instabilidade do
arco.
Fricke Soldas
Merkle Balmer
Telefone: (55) 3305.0707
www.frickesoldas.com.br
www.merklebalmer.com.br
Fricke Soldas Ltda
Endereo: BR 286, Km 456,4 CEP 98700-000
Cidade: Iju RS
CNPJ: 88.490.60/0001-61
Insc. Estadual: 065/00261951
____________________________________________________________________________________________________________
Transferncia globular
Neste modo de transferncia, a gota de metal alcana um dimetro maior que o do eletrodo, porm no chega a tocar
a pea. A gota viaja no arco eltrico, do eletrodo poa. A quantidade de respingos elevada, devido a baixa
direcionalidade da transferncia.
Possui quantidade de calor intermediria e est limitado soldagem na posio plana. Tambm apresenta o problema
de falta de penetrao, alm de falta de fuso ou reforo do cordo de solda excessivo.
Transferncia por spray, ou pulverizao axial
A gota, ainda com dimetro pequeno, menor que o do eletrodo, transferida pea na direo axial. A quantidade de
calor transferida pea elevada, e por isso adequado para a soldagem de chapas grossas. Ocorre apenas quando
se usa argnio ou misturas ricas em argnio.
Este modo de transferncia apresenta alta taxa de deposio e por isso est limitado posio plana de soldagem.
Fricke Soldas
Merkle Balmer
Telefone: (55) 3305.0707
www.frickesoldas.com.br
www.merklebalmer.com.br
Fricke Soldas Ltda
Endereo: BR 286, Km 456,4 CEP 98700-000
Cidade: Iju RS
CNPJ: 88.490.60/0001-61
Insc. Estadual: 065/00261951
____________________________________________________________________________________________________________
Transferncia por arco pulsado e/ou interpulsado
Somente possvel quando o equipamento (Fonte e Alimentador de Arame) possui recursos para tal sendo que
obrigatoriamente a fonte tem que ser do tipo eletrnica para se obter as vantagens desta transferncia. uma
transferncia distinta das demais, pois quem controla ou determina as dimenses da gota e frequncia de projeo
das mesmas atravs da coluna do arco o equipamento de solda.
A transferncia ocorre como no arco Spray, mas a frequncia com que uma gota destacada do arame e projetada
feita por programas pr-instalados no equipamento e desenvolvidos pelo fabricante do mesmo. O Arco Pulsado, como
conhecido, caracteriza-se basicamente por apresentar dois nveis da Corrente de Solda. Um nvel baixo, conhecido
como Corrente de Base que tem como finalidade manter o arco e gerar aquecimento do arame e, um nvel alto,
conhecido como Corrente de Pico que gera energia suficiente para destacar a gota da extremidade do arame e
projet-la atravs da coluna do arco.
Existem poucas limitaes para este tipo de transferncia sendo possvel soldar em todas as posies e espessuras,
mas sempre importante ajustar as condies de soldagem aplicao e no esquecer que as misturas de proteo
gasosa utilizam normalmente pequena percentagem de gases ativos, principalmente em se tratando de empresas que
no utilizam cilindros e sim linhas de gases.
Alguns equipamentos permitem que o usurio acesse o programa de forma a adequar os parmetros de pulso a uma
aplicao especfica, a um tipo diferente do gs, ou dimetro de arame, no presentes nos programas originais do
equipamento, e importante que o usurio avalie, antes de adquirir o equipamento, se sua aplicao exigir, hoje ou
no futuro, o uso de programas especiais.
Idealmente, o equipamento deve ter controle sinrgico, o que significa que para um programa pr-determinado, ao
ser modificada a velocidade de alimentao do arame (que a prpria corrente) tambm se modificam
automaticamente todos os demais parmetros segundo a curva chamada sinrgica.
Os equipamentos que possibilitam soldar com arco pulsado tm um custo superior comparativamente aos chamados
convencionais, mas oferecem maior flexibilidade.
Transferncia combinada
Alguns equipamentos de ltima tecnologia oferecem um modo de transferncia chamada combinados, ou seja,
possvel utilizar dois ou mais modos de transferncia no mesmo arame durante a soldagem.
Por exemplo, pode-se selecionar a transferncia por curto circuito + pulsada.
A principal vantagem desta transferncia ter a velocidade de uma transferncia com o baixo ndice de respingo da
outra.
A exemplo do modo pulsado, para a utilizao do modo combinado, o equipamento precisa ter esta caracterstica e
tambm outros recursos especficos para a parametrizao das transferncias.
Fricke Soldas
Merkle Balmer
Telefone: (55) 3305.0707
www.frickesoldas.com.br
www.merklebalmer.com.br
Fricke Soldas Ltda
Endereo: BR 286, Km 456,4 CEP 98700-000
Cidade: Iju RS
CNPJ: 88.490.60/0001-61
Insc. Estadual: 065/00261951
____________________________________________________________________________________________________________
Transferncia rotacional magntica
Conforme comentado no item anterior, os equipamentos mais atuais em termos de tecnologia tambm oferecem um
modo de transferncia chamada Arco Rotativo.
Esta transferncia se caracteriza por fazer com que a extremidade do arame, ao entrar em estado lquido, adquira um
sentido rotacional dando ao arco eltrico este mesmo movimento.
Este efeito promover como resultado um arco com maior amplitude de atuao e ganho na velocidade de soldagem.
Porm tambm deve-se observar que o aporte de calor tambm ser maior.
Esta transferncia foi desenvolvida para ser uma alternativa ao processo de soldagem por arco subsmerso.
Fatores que influenciam a transferncia de metal
Valor da corrente eltrica de soldagem
Para um dado dimetro de arame, o tipo de transferncia metlica muda o seu modo de transferncia medida que
se aumenta a corrente. A corrente ou faixa de corrente que acontece a mudana na transferncia denominada
corrente de transio curto circuito, globular, spray / pulverizao.
Correntes menores que a corrente de transio, o modo de transferncia globular. Correntes maiores que a corrente
de transio possibilitam a transferncia por spray.
Tenso de soldagem
Tenses baixas favorecem a transferncia por curto-circuito.
Dimetro do eletrodo
A corrente de transio globular / pulverizao aumenta com o aumento do dimetro do eletrodo, conforme mostra a
tabela abaixo, para diversos eletrodos.
Tipo de gs de proteo usado
Misturas contendo mais que 20% de CO2 no se prestam para transferncia em spray ou pulsada.
Misturas at 30% de CO2 podem apresentar um arco com um aspecto semelhante ao aerossol a altos nveis de
corrente, mas so incapazes de manter a estabilidade do arco obtida com misturas de menores teores de CO2.
A transferncia de metal influencia a estabilidade do arco.
O arame entra em curto-circuito com a pea de 20 a 200 vezes por segundo. Durante o curto-circuito, tem-se uma
grande queda da tenso e uma grande elevao da corrente. Transferncia globular apresenta estabilidade
intermediria e a transferncia por spray apresenta a maior estabilidade do arco.
Fricke Soldas
Merkle Balmer
Telefone: (55) 3305.0707
www.frickesoldas.com.br
www.merklebalmer.com.br
Fricke Soldas Ltda
Endereo: BR 286, Km 456,4 CEP 98700-000
Cidade: Iju RS
CNPJ: 88.490.60/0001-61
Insc. Estadual: 065/00261951
____________________________________________________________________________________________________________
A transferncia de metal tambm influencia a aplicabilidade do processo em determinadas posies. Por exemplo, a
transferncia por curto-circuito possibilita a soldagem em todas as posies, enquanto que as transferncias globular
e por spray apenas podem ser usadas na soldagem em posio plana.
O nvel de gerao de respingos tambm influenciado: a transferncia globular a que gera a maior quantidade de
respingos.
Transferncia com arco pulsado
Algumas fontes (eletrnicas) possibilitam a transferncia por arco pulsado. Neste tipo de transferncia que a fonte
gera dois nveis de corrente.
Uma corrente suficientemente baixa, denominada corrente de base (Ib), que no gera a transferncia, mas produz o
incio da fuso, e uma corrente superior a corrente de transio globular / pulverizao, denominada corrente de pico
(Ip), que gera a transferncia.
A vantagem deste modo a obteno de uma transferncia com caracterstica de pulverizao, com corrente mdia
bem menor, reduzindo o custo da operao. Alm disso, a quantidade de calor transferida pea bem menor, o que
vantajoso pelos seguintes motivos:
menor nvel de distores
maior controle da poa de fuso
possibilita a soldagem fora de posio
possibilita a soldagem de chapas com menores espessuras
Uma corrente suficientemente baixa, denominada corrente de base (Ib), que no gera a transferncia, mas produz o
incio da fuso, e uma corrente superior a corrente de transio globular / pulverizao, denominada corrente de pico
(Ip), que gera a transferncia.
A vantagem deste modo a obteno de uma transferncia com caracterstica de pulverizao, com corrente mdia
bem menor, reduzindo o custo da operao. Alm disso, a quantidade de calor transferida pea bem menor, o que
vantajoso pelos seguintes motivos:
Fricke Soldas
Merkle Balmer
Telefone: (55) 3305.0707
www.frickesoldas.com.br
www.merklebalmer.com.br
Fricke Soldas Ltda
Endereo: BR 286, Km 456,4 CEP 98700-000
Cidade: Iju RS
CNPJ: 88.490.60/0001-61
Insc. Estadual: 065/00261951
____________________________________________________________________________________________________________
menor nvel de distores
maior controle da poa de fuso
possibilita a soldagem fora de posio
possibilita a soldagem de chapas com menores espessuras
REFERNCIAS
FRICKE SOLDAS LTDA, br 285 Km 456, Iju/RS/Brasil
WAINER, Emilio; BRANDI, Sergio Duarte; HOMEM DE MELLO, Fabio Decourt (Coord.). Soldagem: processos e
metalurgia. So Paulo: E. Blcher, 1995-2005 494 p. ISBN 85-212-0238-5.
MARQUES, Paulo Villani; MODENESI, Paulo Jos; BRACARENSE, Alexandre Queiroz. Soldagem Fundamentos e
Tecnologia. Editora UFMG, 2007, 349 p. ISBN 978-98-7041-597-4.
FAGAGNOLO, Joo Batista, NICAMP, Introduo a Processos e Metalurgia da Soldagem, Agosto/2011
Fricke Soldas
Merkle Balmer
Telefone: (55) 3305.0707
www.frickesoldas.com.br
www.merklebalmer.com.br
Vous aimerez peut-être aussi
- Kryon Malha CosmicaDocument23 pagesKryon Malha Cosmicaapi-3744712Pas encore d'évaluation
- Check-List Programacao CNCDocument1 pageCheck-List Programacao CNCManolo Gipiela100% (1)
- Projeto Do Forno de Fundição PDFDocument13 pagesProjeto Do Forno de Fundição PDFKelly TurnerPas encore d'évaluation
- Set2012 Apostila Te CorteDocument82 pagesSet2012 Apostila Te CorteWelly DiasPas encore d'évaluation
- Ligas de alumínio fundidas: características e processosDocument19 pagesLigas de alumínio fundidas: características e processosjoubertporto100% (2)
- Relatorio (Aula Prática)Document7 pagesRelatorio (Aula Prática)Vitor SilvaPas encore d'évaluation
- Toque QuanticoDocument18 pagesToque QuanticoAngela De Fatima Carvalho100% (2)
- Memorial de CálculosDocument17 pagesMemorial de CálculosManolo GipielaPas encore d'évaluation
- Tipos de Fornos Mais ComunsDocument8 pagesTipos de Fornos Mais ComunsManolo GipielaPas encore d'évaluation
- Fundição em Moldes Refratários e Moldes MetálicosDocument47 pagesFundição em Moldes Refratários e Moldes MetálicosManolo GipielaPas encore d'évaluation
- Influencia Da GeometriaDocument10 pagesInfluencia Da GeometriaManolo GipielaPas encore d'évaluation
- Ceramic A PortuguesDocument73 pagesCeramic A PortuguesMaya SatoPas encore d'évaluation
- MM1999 NV PDFDocument10 pagesMM1999 NV PDFManolo GipielaPas encore d'évaluation
- Aula 03 - Moldes PDFDocument48 pagesAula 03 - Moldes PDFRonaldhosanaPas encore d'évaluation
- Processos de fundição em moldes refratários e metálicosDocument16 pagesProcessos de fundição em moldes refratários e metálicosMelkoPas encore d'évaluation
- Armação Estamparia Tecnica Lay OffDocument257 pagesArmação Estamparia Tecnica Lay OffManolo GipielaPas encore d'évaluation
- Estrutura de solidificação de lingotes e seus defeitosDocument5 pagesEstrutura de solidificação de lingotes e seus defeitosManolo GipielaPas encore d'évaluation
- Laminadores IndustriaisDocument29 pagesLaminadores IndustriaisManolo GipielaPas encore d'évaluation
- 1517 7076 Rmat 21 04 01094Document11 pages1517 7076 Rmat 21 04 01094Manolo GipielaPas encore d'évaluation
- Capitulo 7 ADocument14 pagesCapitulo 7 AManolo GipielaPas encore d'évaluation
- lmcm1 Aula8Document14 pageslmcm1 Aula8Manolo GipielaPas encore d'évaluation
- Capa Cadcam2Document3 pagesCapa Cadcam2Manolo GipielaPas encore d'évaluation
- Manual de Segurança em PrensasDocument134 pagesManual de Segurança em PrensasWanderley Terci EstevesPas encore d'évaluation
- MM1999 NVDocument10 pagesMM1999 NVManolo GipielaPas encore d'évaluation
- Materia PrimaDocument1 pageMateria PrimaManolo GipielaPas encore d'évaluation
- Ferra Ment ADocument1 pageFerra Ment AManolo GipielaPas encore d'évaluation
- Roteiro Trabalho CNCDocument1 pageRoteiro Trabalho CNCManolo GipielaPas encore d'évaluation
- Dispositivo FixacaoDocument1 pageDispositivo FixacaoManolo GipielaPas encore d'évaluation
- Dis Positivo SDocument13 pagesDis Positivo SManolo GipielaPas encore d'évaluation
- OperaçãoDocument1 pageOperaçãoManolo GipielaPas encore d'évaluation
- Roteiro EMCODocument4 pagesRoteiro EMCOManolo GipielaPas encore d'évaluation
- Conem04 PresetDocument10 pagesConem04 PresetManolo GipielaPas encore d'évaluation
- Apresentação CNCDocument89 pagesApresentação CNCManolo GipielaPas encore d'évaluation
- 4 Eletromagnetismo Rev03Document25 pages4 Eletromagnetismo Rev03Pablo Carvalho Silva SousaPas encore d'évaluation
- Lista de Exercícios - Capítulo 26 - Corrente e ResistênciaDocument4 pagesLista de Exercícios - Capítulo 26 - Corrente e Resistênciaednardo edsonPas encore d'évaluation
- 5 Semelhanças AtômicasDocument4 pages5 Semelhanças AtômicasFilmes, Séries E LivrosPas encore d'évaluation
- Determinação da razão e/m do elétron na experiência de MilikanDocument4 pagesDeterminação da razão e/m do elétron na experiência de MilikanChristian MenttaPas encore d'évaluation
- Francisco NonatoDocument3 pagesFrancisco NonatoGerbenilson MaiaPas encore d'évaluation
- Distribuição Eletrônica PaulingDocument4 pagesDistribuição Eletrônica PaulingRenato SuarezPas encore d'évaluation
- Tarefa 1Document2 pagesTarefa 1Luhan MaurilioPas encore d'évaluation
- Ensino Fundamental prova de Biologia, Química, Física e MatemáticaDocument24 pagesEnsino Fundamental prova de Biologia, Química, Física e MatemáticaLeandro CostaPas encore d'évaluation
- Aula 031599144057Document16 pagesAula 031599144057José HaislanPas encore d'évaluation
- Histórico e conceitos da espectroscopia ópticaDocument38 pagesHistórico e conceitos da espectroscopia ópticaleobruno7Pas encore d'évaluation
- Prova Simulado Medicina DesafioDocument8 pagesProva Simulado Medicina DesafioCamila AlvesPas encore d'évaluation
- Isótopos radioativos no diagnóstico e tratamento da tireóideDocument2 pagesIsótopos radioativos no diagnóstico e tratamento da tireóideFelipoo0Pas encore d'évaluation
- Propriedades Mecânicas e Condutividade Elétrica de Argamassas Produzidas Com Adição de Grafite em PóDocument13 pagesPropriedades Mecânicas e Condutividade Elétrica de Argamassas Produzidas Com Adição de Grafite em Póanderson claytonPas encore d'évaluation
- Modelos atômicos históricosDocument6 pagesModelos atômicos históricosfrancyniPas encore d'évaluation
- Determinação da Carga do ElétronDocument4 pagesDeterminação da Carga do ElétronFabio MtbPas encore d'évaluation
- Como o jeitinho brasileiro pode se tornar corrupçãoDocument13 pagesComo o jeitinho brasileiro pode se tornar corrupçãoAFDAEDAWPas encore d'évaluation
- Diminutivos brasileiros e estrangeirosDocument20 pagesDiminutivos brasileiros e estrangeirosLucas VieiraPas encore d'évaluation
- HoloCine 4 CompactoDocument17 pagesHoloCine 4 CompactoAline RodriguesPas encore d'évaluation
- Apometria O Que É e Como Funciona - Dalton Campos Roque e Amigos de RamatísDocument17 pagesApometria O Que É e Como Funciona - Dalton Campos Roque e Amigos de Ramatísmatheus tomasPas encore d'évaluation
- Projéteis em queda livre e alcance horizontalDocument26 pagesProjéteis em queda livre e alcance horizontalTheo BiachiPas encore d'évaluation
- Lista de Exercicios Estrutura Do AtomoDocument2 pagesLista de Exercicios Estrutura Do Atomoelizael01020305Pas encore d'évaluation
- Livro Texto - Unidade IDocument99 pagesLivro Texto - Unidade Ikaren vasquesPas encore d'évaluation
- ListaCompleta FenmenosEltricosMagnticoseOscilatrios2022 20220815115303Document20 pagesListaCompleta FenmenosEltricosMagnticoseOscilatrios2022 20220815115303Luciano JVPas encore d'évaluation
- Modelos AtõmicosDocument4 pagesModelos AtõmicosLu MoraisPas encore d'évaluation
- Top 3.força Magnética PDFDocument15 pagesTop 3.força Magnética PDFGeovanna HollandaPas encore d'évaluation
- Caminhantes Do CéuDocument119 pagesCaminhantes Do Céufronteiradapaz100% (1)
- Fisica Ufmg 2000 Etapa 1Document11 pagesFisica Ufmg 2000 Etapa 1nelson de oliveiraPas encore d'évaluation