Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5795)
- FEMLecture5.ppt (Compatibility Mode)Document16 pagesFEMLecture5.ppt (Compatibility Mode)Mostafa AdilPas encore d'évaluation
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Constant Strain Triangle (CST)Document32 pagesConstant Strain Triangle (CST)Mostafa AdilPas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Bar & Truss Finite Element Direct Stiffness MethodDocument24 pagesBar & Truss Finite Element Direct Stiffness MethodMostafa AdilPas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- 12 - Fatigue of Metals - PDF LectureDocument55 pages12 - Fatigue of Metals - PDF LectureMostafa AdilPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Fracture: Subjects of InterestDocument37 pagesFracture: Subjects of InterestMostafa AdilPas encore d'évaluation
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Lecture 1 CAD/CAM Branch Third ClassDocument21 pagesLecture 1 CAD/CAM Branch Third ClassMostafa AdilPas encore d'évaluation
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Studying The Affect of Current On (MRR) and (EW) in Electrical Discharge Machining (EDM)Document15 pagesStudying The Affect of Current On (MRR) and (EW) in Electrical Discharge Machining (EDM)Mostafa AdilPas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Valery Marinov Manufacturing Technology PDFDocument168 pagesValery Marinov Manufacturing Technology PDFMostafa Adil50% (2)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Experimental Investigation of Machining Parameters For EDM Using Rectangular Shaped Electrode of en 31 SteelDocument3 pagesExperimental Investigation of Machining Parameters For EDM Using Rectangular Shaped Electrode of en 31 SteelMostafa Adil0% (1)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Effect of Spindle Speed On The Drilling Length and Surface Finish in Deep Drilling OperationDocument15 pagesEffect of Spindle Speed On The Drilling Length and Surface Finish in Deep Drilling OperationMostafa AdilPas encore d'évaluation
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Optimization of Process Parameters in Drilling of GFRP Composite Using Taguchi MethodDocument7 pagesOptimization of Process Parameters in Drilling of GFRP Composite Using Taguchi MethodMostafa AdilPas encore d'évaluation
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Stoichiometry ProblemsDocument6 pagesStoichiometry ProblemsMieka LacistePas encore d'évaluation
- CommandsDocument264 pagesCommandsseventhhemanthPas encore d'évaluation
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- 07montabert V2500 KR ET Liste Ser V250A50000 2012Document32 pages07montabert V2500 KR ET Liste Ser V250A50000 2012dmm tgctpPas encore d'évaluation
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Glider Portfolio Without PosterDocument8 pagesGlider Portfolio Without Posterapi-107279294Pas encore d'évaluation
- Resonance and Speed of Sound Formal Report - PhysicsDocument2 pagesResonance and Speed of Sound Formal Report - PhysicsPatricia Isabel TayagPas encore d'évaluation
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- Scissor Lift CalculatorDocument2 pagesScissor Lift CalculatorKishore Bhat50% (4)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1091)
- 4th Quarter Sector Performance Report FinalDocument27 pages4th Quarter Sector Performance Report FinalPulsmade MalawiPas encore d'évaluation
- BEAM1224 Data SheetDocument2 pagesBEAM1224 Data SheetWilliam DiasPas encore d'évaluation
- Vogele Super 1300-2 UsDocument14 pagesVogele Super 1300-2 UsRobinson Guaneme100% (3)
- LTM26 Series PDFDocument0 pageLTM26 Series PDFredxusPas encore d'évaluation
- CP1303 PickHeaters Jacketed Heating FinalDocument25 pagesCP1303 PickHeaters Jacketed Heating Finalpalani5Pas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Highly Confidential Security System SRSDocument16 pagesHighly Confidential Security System SRSAbhinav PrasadPas encore d'évaluation
- Analysis Done in LPILE Plus v5.0Document9 pagesAnalysis Done in LPILE Plus v5.0Afzal WaseemPas encore d'évaluation
- Chapter 3-Radial Flow Into WellboreDocument53 pagesChapter 3-Radial Flow Into WellboreArif MokhtarPas encore d'évaluation
- QC Procedure - Bored Pile Work: Project: ....................... Client: ........................Document5 pagesQC Procedure - Bored Pile Work: Project: ....................... Client: ........................Budoy SmithPas encore d'évaluation
- Summary of Cost: Project: Residence Site: Banepa, KavreDocument21 pagesSummary of Cost: Project: Residence Site: Banepa, KavreSailesh BudhathokiPas encore d'évaluation
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- LogDocument2 pagesLogezzayrezzayPas encore d'évaluation
- MyEcodialL User GuideDocument112 pagesMyEcodialL User GuideMarcox Ruiz0% (1)
- I V T ' T M P T T: Electronic Devices and Circuits (MCT-122)Document6 pagesI V T ' T M P T T: Electronic Devices and Circuits (MCT-122)Ahmed ChPas encore d'évaluation
- Appendix VIII - Civil and Structural Scope of WorkDocument140 pagesAppendix VIII - Civil and Structural Scope of WorkjaganrajPas encore d'évaluation
- Reference Card Inverter I500 DINA6 en-GBDocument2 pagesReference Card Inverter I500 DINA6 en-GBAnonymous ZLmk6mPPnPas encore d'évaluation
- Eaton SIHA PURANIT TechnicalDataSheet enDocument2 pagesEaton SIHA PURANIT TechnicalDataSheet enEnriquePas encore d'évaluation
- BA112Document4 pagesBA112Miguel pazPas encore d'évaluation
- Instructional Manual For Dead Weight Pressure Gauge TesterDocument6 pagesInstructional Manual For Dead Weight Pressure Gauge TesterRAVI BARTIAPas encore d'évaluation
- Soil in Treatment NepalDocument12 pagesSoil in Treatment NepalDesktop NepalPas encore d'évaluation
- Steam Distillation ApparatusDocument4 pagesSteam Distillation ApparatusAshish VermaPas encore d'évaluation
- Yamaha x1 Jupiter Crypton Adjustable Cdi Manual en PDFDocument1 pageYamaha x1 Jupiter Crypton Adjustable Cdi Manual en PDFPaksi JolodoroPas encore d'évaluation
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Thermodynamics Chapter 3 Solution Sta MariaDocument7 pagesThermodynamics Chapter 3 Solution Sta MariaJean PD81% (21)
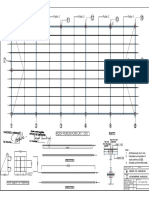
- DRAWING 1 JKS OIL SHED1-ModelDocument1 pageDRAWING 1 JKS OIL SHED1-ModelAPS DESIGN INFRA PVT.LTD.Pas encore d'évaluation
- Creating A Linux Mail ServerDocument20 pagesCreating A Linux Mail ServerGirish Madhavan NambiarPas encore d'évaluation