Vous aimerez peut-être aussi
- Textile FinishingDocument11 pagesTextile Finishingmahen0177_268678881Pas encore d'évaluation
- CalenderingDocument42 pagesCalenderingSwapniel Patil80% (5)
- Resin Finishes On Cellulosic FabricsDocument28 pagesResin Finishes On Cellulosic FabricsHina Arif100% (7)
- Artists' Materials: The Complete Source book of Methods and MediaD'EverandArtists' Materials: The Complete Source book of Methods and MediaPas encore d'évaluation
- Managing laundry effectivelyDocument26 pagesManaging laundry effectivelyMili Gandhi80% (5)
- Applying Vat Dyes to Cotton FabricDocument5 pagesApplying Vat Dyes to Cotton FabricAhmad Samer100% (1)
- Wrinkle Free Finishes: Assignment-1Document13 pagesWrinkle Free Finishes: Assignment-1Anushka SinghPas encore d'évaluation
- Fabric Shrinkage GuideDocument9 pagesFabric Shrinkage Guideনাজীম সরোয়ারPas encore d'évaluation
- Fabric Finishing Process and TreatmentDocument5 pagesFabric Finishing Process and TreatmentSwarnim DobwalPas encore d'évaluation
- Textile Finishing Processes Explained in DetailDocument3 pagesTextile Finishing Processes Explained in DetailTom KattoorPas encore d'évaluation
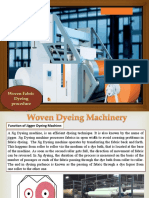
- The Essential Function of Jig Dyeing MachinesDocument67 pagesThe Essential Function of Jig Dyeing MachinesNaim UddinPas encore d'évaluation
- PokdanstuDocument7 pagesPokdanstuMonica NicolasPas encore d'évaluation
- Stain Resistant FabricDocument4 pagesStain Resistant FabricARCUSPas encore d'évaluation
- Laundry NotesDocument16 pagesLaundry Notesjazebel3100% (3)
- Evaluating Clothing Appearance and ColorfastnessDocument69 pagesEvaluating Clothing Appearance and ColorfastnesspsbhirudPas encore d'évaluation
- Textile Finishing: TXCH 458Document38 pagesTextile Finishing: TXCH 458Danial AhmedPas encore d'évaluation
- Textiles: Found in Such Items As Quilts, Clothing, and BagsDocument13 pagesTextiles: Found in Such Items As Quilts, Clothing, and BagsSURYA NATH CHAUDHARYPas encore d'évaluation
- TRI 3012 Wet Processing of Cotton Spandex FabricDocument13 pagesTRI 3012 Wet Processing of Cotton Spandex FabricMyster ReilousPas encore d'évaluation
- Wet Processing Engineering - WikipediaDocument51 pagesWet Processing Engineering - WikipediaFahad AliPas encore d'évaluation
- Lyocell - One Fiber, Many Faces: HYG-5572-99 Joyce Ann Smith, PH.DDocument29 pagesLyocell - One Fiber, Many Faces: HYG-5572-99 Joyce Ann Smith, PH.DAbhi SheikhPas encore d'évaluation
- Sadia Mam... PPDocument11 pagesSadia Mam... PPsazzad alaminPas encore d'évaluation
- Defects Their Causes and Remedial Measures in Terry Fabric MsDocument6 pagesDefects Their Causes and Remedial Measures in Terry Fabric MsMeri Pehli VideoPas encore d'évaluation
- Textile Internship at Shingora TextilesDocument30 pagesTextile Internship at Shingora TextilesAntariksh KumarPas encore d'évaluation
- Antimicrobial Finishes For Medical TextilesDocument28 pagesAntimicrobial Finishes For Medical TextilesDÃljït SīñghPas encore d'évaluation
- WRINKLE-FREE FINISHINGDocument23 pagesWRINKLE-FREE FINISHINGSHREYA TANEJAPas encore d'évaluation
- Wool ShrinkageDocument5 pagesWool ShrinkageShohel Ahmed100% (1)
- Evaluation Guidelines: 3.3-6 Press Fabric ProblemsDocument17 pagesEvaluation Guidelines: 3.3-6 Press Fabric ProblemsDaniela ResendizPas encore d'évaluation
- Decatising and ShearingDocument8 pagesDecatising and ShearingOjasvi SrivastavaPas encore d'évaluation
- Fabric and Garment FinishingDocument33 pagesFabric and Garment FinishingSurya Bakshi100% (4)
- Anticrease Finishing 1Document27 pagesAnticrease Finishing 1Sabrina SoniaPas encore d'évaluation
- Howstuffworks - How Dry Cleaning WorksDocument10 pagesHowstuffworks - How Dry Cleaning WorksAkhil DasariPas encore d'évaluation
- Cleaning and Conditioning Forming FabricsDocument6 pagesCleaning and Conditioning Forming FabricsLuis RosesPas encore d'évaluation
- Managing an On-Premise Laundry (OPLDocument25 pagesManaging an On-Premise Laundry (OPLjugglexPas encore d'évaluation
- RESIN-Anti WrinkleDocument8 pagesRESIN-Anti WrinkleMohammed RushnaiwalaPas encore d'évaluation
- Finishing Assignment 1Document6 pagesFinishing Assignment 1Danial Ahmed100% (2)
- DFT – 3RD SEMESTER Textile DefectsDocument47 pagesDFT – 3RD SEMESTER Textile Defectsrupeshs_1650% (2)
- The Chemical Finishing of TextilesDocument3 pagesThe Chemical Finishing of TextilesImran MahmudPas encore d'évaluation
- Textile Finishing TechniquesDocument75 pagesTextile Finishing TechniquesShubham TilaraPas encore d'évaluation
- Sitara Training ReportDocument47 pagesSitara Training Reportqasir846775Pas encore d'évaluation
- Mechanical FinishingDocument28 pagesMechanical FinishingRahulKumbharePas encore d'évaluation
- Fabric and Garment FinishingDocument33 pagesFabric and Garment FinishingBhavna Kankani0% (1)
- Fabric Fundamentals Report AloneDocument16 pagesFabric Fundamentals Report AloneShobha MathewPas encore d'évaluation
- Water Repellent, Anti Static & Anti BacterialDocument20 pagesWater Repellent, Anti Static & Anti BacterialApurv SinhaPas encore d'évaluation
- Professional Laundry Ebook 2 Parts 5 To 8Document26 pagesProfessional Laundry Ebook 2 Parts 5 To 8Edi pebrianPas encore d'évaluation
- 36 Finishing Parameters and Controlling FactorsDocument48 pages36 Finishing Parameters and Controlling FactorsApar Singh100% (1)
- Fabric Defects & InspectionDocument23 pagesFabric Defects & InspectionYogesh SharmaPas encore d'évaluation
- Dyeing of Knitted Fabrics PDFDocument7 pagesDyeing of Knitted Fabrics PDFAhmed AksarPas encore d'évaluation
- Denim FinishingDocument8 pagesDenim FinishingMuhammad Asad NawazPas encore d'évaluation
- FINISHINGDocument32 pagesFINISHINGdyuti singhPas encore d'évaluation
- 03 - Wet Processing TechnologyDocument36 pages03 - Wet Processing TechnologyVinalee SeneviratnePas encore d'évaluation
- Nitty Gritty of StainsDocument4 pagesNitty Gritty of StainswealthiykejephPas encore d'évaluation
- Principles and Procedures in Sorting LaundryDocument11 pagesPrinciples and Procedures in Sorting LaundryMæbēTh CuarterosPas encore d'évaluation
- Textile Chemical Processing For The FibersDocument2 pagesTextile Chemical Processing For The FibersFatima AminPas encore d'évaluation
- Afroze Textile POMDocument33 pagesAfroze Textile POMShakeb IbrahimPas encore d'évaluation
- Textile Mechanical Finishing (INDUS INSTITUE OF HEC KARACHI)Document90 pagesTextile Mechanical Finishing (INDUS INSTITUE OF HEC KARACHI)ahmer adnan100% (4)
- Upholstery Fabrics - A Guide to their Identification and Sales FeaturesD'EverandUpholstery Fabrics - A Guide to their Identification and Sales FeaturesPas encore d'évaluation
- The Dyeing of Cotton Fabrics: A Practical Handbook for the Dyer and StudentD'EverandThe Dyeing of Cotton Fabrics: A Practical Handbook for the Dyer and StudentPas encore d'évaluation
- 50 Nifty Thrifty Upcycled Fashions: Sew Something from NothingD'Everand50 Nifty Thrifty Upcycled Fashions: Sew Something from NothingÉvaluation : 5 sur 5 étoiles5/5 (2)
- How To Use Remote Two Remote ControlsDocument14 pagesHow To Use Remote Two Remote ControlsMohammed Atiqul Hoque ChowdhuryPas encore d'évaluation
- Performance of Woven Fabrics Containing SpandexDocument8 pagesPerformance of Woven Fabrics Containing SpandexMohammed Atiqul Hoque ChowdhuryPas encore d'évaluation
- Textile Yarn Dyed Tips & TechniqueDocument23 pagesTextile Yarn Dyed Tips & TechniqueMohammed Atiqul Hoque ChowdhuryPas encore d'évaluation
- YarnDocument7 pagesYarnMohammed Atiqul Hoque ChowdhuryPas encore d'évaluation
- 4-Reactive Dyes by DR KelvinDocument19 pages4-Reactive Dyes by DR KelvinKashif FaizPas encore d'évaluation
- Relationship Between Yarn Count and TwistDocument23 pagesRelationship Between Yarn Count and TwistMohammed Atiqul Hoque ChowdhuryPas encore d'évaluation
- Fabric Softener WikipediaDocument4 pagesFabric Softener WikipediaMohammed Atiqul Hoque ChowdhuryPas encore d'évaluation
- Lycra SSDDDocument9 pagesLycra SSDDMohammed Atiqul Hoque ChowdhuryPas encore d'évaluation
- Theory of Reactive DyeingDocument22 pagesTheory of Reactive Dyeingmrsohel_tex100% (5)
- Chemical Used in TextileDocument31 pagesChemical Used in TextileMohammed Atiqul Hoque ChowdhuryPas encore d'évaluation
- Alkaline Stability of Kieralon ProductsDocument1 pageAlkaline Stability of Kieralon ProductsMohammed Atiqul Hoque ChowdhuryPas encore d'évaluation
- Yarn Tension Generators Different Types of Yarn Tension GeneratorsDocument5 pagesYarn Tension Generators Different Types of Yarn Tension GeneratorsMohammed Atiqul Hoque ChowdhuryPas encore d'évaluation
- Yarn TwistingDocument12 pagesYarn TwistingMohammed Atiqul Hoque ChowdhuryPas encore d'évaluation
- Yarn Splicing Types of Yarn Splices Method of Yarn SplicingDocument6 pagesYarn Splicing Types of Yarn Splices Method of Yarn SplicingMohammed Atiqul Hoque ChowdhuryPas encore d'évaluation
- Yarn Splicing Types of Yarn Splices Method of Yarn SplicingDocument6 pagesYarn Splicing Types of Yarn Splices Method of Yarn SplicingMohammed Atiqul Hoque ChowdhuryPas encore d'évaluation
- Yarn Count (Yarn Numbaring System)Document3 pagesYarn Count (Yarn Numbaring System)Mohammed Atiqul Hoque ChowdhuryPas encore d'évaluation
- Yarn Splicing Types of Yarn Splices Method of Yarn SplicingDocument6 pagesYarn Splicing Types of Yarn Splices Method of Yarn SplicingMohammed Atiqul Hoque ChowdhuryPas encore d'évaluation
- Yarn Count Conversion CalculationDocument3 pagesYarn Count Conversion CalculationMohammed Atiqul Hoque ChowdhuryPas encore d'évaluation
- Yarn Count Thread Numbering System Count Conversion LawsDocument3 pagesYarn Count Thread Numbering System Count Conversion LawsMohammed Atiqul Hoque ChowdhuryPas encore d'évaluation
- Relationship Between Yarn Count and TwistDocument10 pagesRelationship Between Yarn Count and TwistMohammed Atiqul Hoque ChowdhuryPas encore d'évaluation
- Types of Cotton Yarn and CountDocument8 pagesTypes of Cotton Yarn and CountMohammed Atiqul Hoque ChowdhuryPas encore d'évaluation
- How Fiber Traits Impact Yarn Hairiness in Ring SpinningDocument3 pagesHow Fiber Traits Impact Yarn Hairiness in Ring SpinningMohammed Atiqul Hoque ChowdhuryPas encore d'évaluation
- Types of Cotton Yarn and CountDocument8 pagesTypes of Cotton Yarn and CountMohammed Atiqul Hoque ChowdhuryPas encore d'évaluation
- Imperfection Index of YarnsDocument2 pagesImperfection Index of YarnsMohammed Atiqul Hoque ChowdhuryPas encore d'évaluation
- Use of Enzymes in Textile Wet ProcessingDocument6 pagesUse of Enzymes in Textile Wet ProcessingMohammed Atiqul Hoque ChowdhuryPas encore d'évaluation
- Some Terms & Deffination of Yarn ManufacturingDocument1 pageSome Terms & Deffination of Yarn ManufacturingMohammed Atiqul Hoque ChowdhuryPas encore d'évaluation
- Flow Chart of Rotor YarnDocument1 pageFlow Chart of Rotor YarnMohammed Atiqul Hoque ChowdhuryPas encore d'évaluation
- Conversion of Fibre Into A YarnDocument32 pagesConversion of Fibre Into A YarnMohammed Atiqul Hoque ChowdhuryPas encore d'évaluation
- An Overview of Knotting of YarnDocument4 pagesAn Overview of Knotting of YarnMohammed Atiqul Hoque ChowdhuryPas encore d'évaluation
- Transfer Printing: Transfer of Design From One Substrate To Another First Substrate Paper Second Substrate FabricDocument15 pagesTransfer Printing: Transfer of Design From One Substrate To Another First Substrate Paper Second Substrate FabricAmdeworkPas encore d'évaluation
- Inventory 29.february 2016Document8 pagesInventory 29.february 2016Long An ĐỗPas encore d'évaluation
- Appendix A - AbbreviationsDocument13 pagesAppendix A - AbbreviationsMani PillaiPas encore d'évaluation
- Fapcii DirectoryDocument26 pagesFapcii DirectorysushantPas encore d'évaluation
- Is 13411Document44 pagesIs 13411Aditya PratapPas encore d'évaluation
- VELOX - Product - Portfolio - CASE - Benelux 2Document11 pagesVELOX - Product - Portfolio - CASE - Benelux 2Asit RayPas encore d'évaluation
- Insulation Systems For HV MotorsDocument34 pagesInsulation Systems For HV Motorsonderarslan77100% (6)
- PETDocument52 pagesPETAkash YadavPas encore d'évaluation
- Production of Elastomeric FibresDocument30 pagesProduction of Elastomeric Fibresmahe_ft0% (1)
- InterliningDocument8 pagesInterliningshimanthPas encore d'évaluation
- Textile Fibre IdentificationDocument8 pagesTextile Fibre IdentificationKathirrveluSubramainanPas encore d'évaluation
- Arpm Manual 2 PDFDocument140 pagesArpm Manual 2 PDFMortaza Mohseni100% (3)
- How Polyurethane Is Made - Material, Production Process, Making, History, Used, Processing, Parts, StepsDocument4 pagesHow Polyurethane Is Made - Material, Production Process, Making, History, Used, Processing, Parts, Stepsziradagreat539Pas encore d'évaluation
- Development of Nonwoven Fabric From Recycled Fibers 2165 8064 1000289Document3 pagesDevelopment of Nonwoven Fabric From Recycled Fibers 2165 8064 1000289Ronak JoshiPas encore d'évaluation
- Bioplastics: Hans-Josef - Endres@hs-Hannover - deDocument42 pagesBioplastics: Hans-Josef - Endres@hs-Hannover - deAdinda Yulya RachmawariPas encore d'évaluation
- NipponDocument30 pagesNipponBiswanath SahaPas encore d'évaluation
- Bombay DyeingDocument2 pagesBombay DyeingAlok KumarPas encore d'évaluation
- TDS - Atlac 382 Powder - ENGDocument2 pagesTDS - Atlac 382 Powder - ENGGoran MalinovicPas encore d'évaluation
- Casting With Polyester ResinDocument3 pagesCasting With Polyester Resinkriskee13Pas encore d'évaluation
- A Practical Guide To Fibre Science (PDFDrive)Document311 pagesA Practical Guide To Fibre Science (PDFDrive)Ola SeragPas encore d'évaluation
- VascutekDocument16 pagesVascutekRajat AgrawalPas encore d'évaluation
- FTIR and SEM Analysis of Polyester - and Epoxy-Based Composites Manufactured by VARTM ProcessDocument8 pagesFTIR and SEM Analysis of Polyester - and Epoxy-Based Composites Manufactured by VARTM ProcessMonjur MorshedPas encore d'évaluation
- West Systems Fiberglass Boat Repair & MaintenanceDocument91 pagesWest Systems Fiberglass Boat Repair & MaintenanceDonát Nagy100% (2)
- Concrete Resin PoliesterDocument22 pagesConcrete Resin Poliestercesar arangoPas encore d'évaluation
- Dust Collector Design and Operation ManualDocument36 pagesDust Collector Design and Operation ManualMARWAN ABDUL-HAMEEDPas encore d'évaluation
- Company Directory America Technical TextileDocument50 pagesCompany Directory America Technical TextileSk SalimuzzamanPas encore d'évaluation
- Hunting Apparel CatalogueDocument29 pagesHunting Apparel CataloguemaneaxPas encore d'évaluation
- CrastinSK603NC010 CompleteDocument6 pagesCrastinSK603NC010 Completerajcoep88Pas encore d'évaluation
- Polyester Resin For Laminating 1Document13 pagesPolyester Resin For Laminating 1Kelvin XuPas encore d'évaluation
- Ijftr 34 (2) 137-143Document7 pagesIjftr 34 (2) 137-143Mohammad HussainPas encore d'évaluation