Vous aimerez peut-être aussi
- Ethylene Recovery Through Dephlegmator TechnologyDocument9 pagesEthylene Recovery Through Dephlegmator TechnologyMohamed Abushrida100% (1)
- Thermodynamically efficient ethylene recoveryDocument6 pagesThermodynamically efficient ethylene recovery2065001779207Pas encore d'évaluation
- CBI Ethylene Enhancement ArticleDocument4 pagesCBI Ethylene Enhancement ArticleChi-Hao LoPas encore d'évaluation
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentD'EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentPas encore d'évaluation
- Natural Gas Processing from Midstream to DownstreamD'EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirPas encore d'évaluation
- Mitigating Fouling in The Caustic Tower PDFDocument5 pagesMitigating Fouling in The Caustic Tower PDFVIshalPas encore d'évaluation
- Failure of Ethylene Furnace Outlet Transfer Line Due To OverheatingDocument8 pagesFailure of Ethylene Furnace Outlet Transfer Line Due To OverheatingRonald MesinaPas encore d'évaluation
- FCC MANUAL 5-The Role of Catalyst in FCC TroubleshootingDocument10 pagesFCC MANUAL 5-The Role of Catalyst in FCC Troubleshooting750921Pas encore d'évaluation
- Caustic Tower Operation - Considerations For Effective PerformanceDocument38 pagesCaustic Tower Operation - Considerations For Effective PerformanceJosé Toribio Montan Gonzalez75% (4)
- Reduce Coke Formation and Save Operating Costs With Optimization of DMDS in Ethane Cracking FurnacesDocument4 pagesReduce Coke Formation and Save Operating Costs With Optimization of DMDS in Ethane Cracking FurnacesRobert MontoyaPas encore d'évaluation
- Debutaniser OptimisationDocument5 pagesDebutaniser OptimisationAntonPas encore d'évaluation
- A Study On Tolling of Feed in Olefin Plant Lead To Reduction in Production Cost PDFDocument18 pagesA Study On Tolling of Feed in Olefin Plant Lead To Reduction in Production Cost PDFIbrahim100% (1)
- Cracked Gas CompressorDocument28 pagesCracked Gas CompressorMarco Bertoldi100% (3)
- 02 - SCORE Furnaces - Case StudiesDocument22 pages02 - SCORE Furnaces - Case StudiesAbhimanyu SharmaPas encore d'évaluation
- Steam Cracker Feedstock - 27 DecDocument7 pagesSteam Cracker Feedstock - 27 DecPaolo ScafettaPas encore d'évaluation
- Coke Formation Mechanisms and Coke Inhibiting Methods in Pyrolysis FurnacesDocument15 pagesCoke Formation Mechanisms and Coke Inhibiting Methods in Pyrolysis Furnaceskarl liPas encore d'évaluation
- Sulfur Addition To FurnacesDocument4 pagesSulfur Addition To FurnacesAnonymous RvIgDU50% (2)
- FCC MANUAL 5-Catalyst RegenerationDocument10 pagesFCC MANUAL 5-Catalyst RegenerationSrinivas MoturiPas encore d'évaluation
- Cracker SimulationDocument6 pagesCracker Simulationadav1232887Pas encore d'évaluation
- Residue Upgrading With Sydecsm Delayed Coking FWDocument10 pagesResidue Upgrading With Sydecsm Delayed Coking FWsoftechq1809Pas encore d'évaluation
- 1 Ethylene PlantsDocument44 pages1 Ethylene PlantsErebert C. CaracasPas encore d'évaluation
- Process Analytics in Ethylene Production PlantsDocument11 pagesProcess Analytics in Ethylene Production PlantsIka SulistyaningtiyasPas encore d'évaluation
- A Catalytic Cracking Process For Ethylene and Propylene From Paraffin StreamsDocument13 pagesA Catalytic Cracking Process For Ethylene and Propylene From Paraffin StreamsMukthiyar SadhullahPas encore d'évaluation
- Co-Cracking of Mixed C4 S and LPG With N PDFDocument14 pagesCo-Cracking of Mixed C4 S and LPG With N PDFCindy GallosPas encore d'évaluation
- Ethylene & ACF PDFDocument48 pagesEthylene & ACF PDFSubrato Saha100% (2)
- UOP Hydroprocessing Innovations Supplement TechDocument0 pageUOP Hydroprocessing Innovations Supplement Techasrahaman9100% (1)
- Case Study Naphtha Cracker ProjectDocument4 pagesCase Study Naphtha Cracker ProjectErica LindseyPas encore d'évaluation
- Ethylene Unit Operation Management ConceptsDocument21 pagesEthylene Unit Operation Management ConceptsSaad El-anize100% (2)
- FCC Trouble Shooting TRG by SpalitDocument59 pagesFCC Trouble Shooting TRG by SpalitSaugata Palit100% (1)
- PRT RelianceDocument26 pagesPRT Relianceficky_iitdPas encore d'évaluation
- Main ColumnDocument19 pagesMain ColumnsemPas encore d'évaluation
- Demethanizer OperationDocument6 pagesDemethanizer OperationHoustonAbducteePas encore d'évaluation
- Honeywell Uop FCC Related Processes DatasheetDocument4 pagesHoneywell Uop FCC Related Processes Datasheetduraid ahmadPas encore d'évaluation
- Advances in Ethane CrackingDocument54 pagesAdvances in Ethane CrackingSaad Arif100% (1)
- Olefins From Conventional and Heavy FeedstocksDocument27 pagesOlefins From Conventional and Heavy FeedstocksTaylorPas encore d'évaluation
- Licensed Technologies BrochureDocument16 pagesLicensed Technologies Brochurecenter0150% (2)
- FCC Catalyst EvaluationDocument40 pagesFCC Catalyst EvaluationAnilú BarreraPas encore d'évaluation
- Applying Advanced Control To A VCM Unit (PTQ - Q1 2007)Document5 pagesApplying Advanced Control To A VCM Unit (PTQ - Q1 2007)yliangcaPas encore d'évaluation
- Guidelines For Ethylene Quench Tower Rev IntroDocument13 pagesGuidelines For Ethylene Quench Tower Rev IntroMubarik AliPas encore d'évaluation
- Ethylene Cracker SQEDocument29 pagesEthylene Cracker SQEMohammed AlnefayeiPas encore d'évaluation
- An Overview of Industrial Processes For The Production of Olefins - C4 HydrocarbonsDocument12 pagesAn Overview of Industrial Processes For The Production of Olefins - C4 HydrocarbonsSalman SheikhPas encore d'évaluation
- Filling The Propylene Gap On Purpose TechnologiesDocument12 pagesFilling The Propylene Gap On Purpose Technologiesvajidqc100% (1)
- SRT Cracking Furnace - 1Document66 pagesSRT Cracking Furnace - 1D K S100% (2)
- Steam Cracking Kinetics and Feed Characterisation PDFDocument10 pagesSteam Cracking Kinetics and Feed Characterisation PDFBehroozPas encore d'évaluation
- What A Low Delta Coke Catalyst Means To The Refiner2Document4 pagesWhat A Low Delta Coke Catalyst Means To The Refiner2Nagaphani Kumar RavuriPas encore d'évaluation
- 12 PDH - Process Vora UOP PDFDocument12 pages12 PDH - Process Vora UOP PDFstxordPas encore d'évaluation
- Crude Oil FoulingDocument5 pagesCrude Oil FoulingJenny Carter100% (1)
- Improve The Reliability of High Flux Reboilers PDFDocument7 pagesImprove The Reliability of High Flux Reboilers PDFAbhik BanerjeePas encore d'évaluation
- 2014 PTQ1 HS FCC For Propylene Concept To Commercial OperationDocument7 pages2014 PTQ1 HS FCC For Propylene Concept To Commercial OperationAnonymous v5uipHPas encore d'évaluation
- Nalco - Olefins Plant CGC FoulingDocument5 pagesNalco - Olefins Plant CGC Foulingmdeffan100% (2)
- Final FCC ReportDocument20 pagesFinal FCC ReportGaurav ChaudhariPas encore d'évaluation
- FCC Trouble Shooting GuideDocument36 pagesFCC Trouble Shooting GuideLee860531Pas encore d'évaluation
- Integrated Petro-Refineries Key to Compete in Hydrocarbon MarketsDocument31 pagesIntegrated Petro-Refineries Key to Compete in Hydrocarbon MarketsHuiJooHweePas encore d'évaluation
- FCC MANUAL 5-FCC Unit MonitoringDocument17 pagesFCC MANUAL 5-FCC Unit MonitoringSaakshi SharmaPas encore d'évaluation
- Kurita Mitigating Coke FormationDocument3 pagesKurita Mitigating Coke FormationMarcelPas encore d'évaluation
- CDU Increase Distillate YieldDocument9 pagesCDU Increase Distillate Yieldrvkumar61Pas encore d'évaluation
- Miscellaneous FCC AspectsDocument114 pagesMiscellaneous FCC AspectskotilskPas encore d'évaluation
- Advanced Catalytic Olefins ACO First Commercial Demonstration Unit Begins OperationsDocument12 pagesAdvanced Catalytic Olefins ACO First Commercial Demonstration Unit Begins OperationsmakhadermfPas encore d'évaluation
- Article - Delayed Coker RevampsDocument13 pagesArticle - Delayed Coker RevampsPlatinium1002Pas encore d'évaluation
- Advanced Distillation Technologies: Design, Control and ApplicationsD'EverandAdvanced Distillation Technologies: Design, Control and ApplicationsPas encore d'évaluation
- Welingkar LeafletDocument8 pagesWelingkar LeafletAnonymous KpVxNXsPas encore d'évaluation
- PVRV SizingDocument233 pagesPVRV Sizingkarthick100% (1)
- RTJ FlangeDocument1 pageRTJ FlangeAnonymous KpVxNXsPas encore d'évaluation
- ASME Impact Test RequirementDocument6 pagesASME Impact Test RequirementJ.SIVIRAPas encore d'évaluation
- Amazon Code PDFDocument1 pageAmazon Code PDFAnonymous KpVxNXsPas encore d'évaluation
- Mechanical 2009Document27 pagesMechanical 2009Anonymous KpVxNXsPas encore d'évaluation
- Sizing Shell and Tube Heat ExchangerDocument17 pagesSizing Shell and Tube Heat ExchangerCallum Biggs100% (3)
- Difference Between ANSI & API PumpsDocument2 pagesDifference Between ANSI & API PumpsAnonymous KpVxNXs100% (3)
- MAT Score Card PDFDocument1 pageMAT Score Card PDFAnonymous KpVxNXsPas encore d'évaluation
- ASG - CrackedGasCompressors - FinalDocument5 pagesASG - CrackedGasCompressors - FinalAnonymous KpVxNXsPas encore d'évaluation
- Nature's Slow But Thorough GrindingDocument1 pageNature's Slow But Thorough GrindingAnonymous KpVxNXsPas encore d'évaluation
- ASME Impact Test RequirementDocument6 pagesASME Impact Test RequirementJ.SIVIRAPas encore d'évaluation
- Weight of SA 516 GR 60 Base Plate PDFDocument2 pagesWeight of SA 516 GR 60 Base Plate PDFAnonymous KpVxNXsPas encore d'évaluation
- Valve Seat Material GuideDocument1 pageValve Seat Material GuideAndresPas encore d'évaluation
- Kern Method Heat ExchangerDocument30 pagesKern Method Heat ExchangerCS100% (3)
- The Graha or The Planets in The ShastrasDocument48 pagesThe Graha or The Planets in The ShastrasAnthony Writer100% (4)
- Filter CalculationsDocument5 pagesFilter CalculationsAnonymous KpVxNXsPas encore d'évaluation
- Rectification Needed Navamsa Lagna Rahu NakshatraDocument1 pageRectification Needed Navamsa Lagna Rahu NakshatraAnonymous KpVxNXsPas encore d'évaluation
- Nakshatra RevatiDocument5 pagesNakshatra RevatiAstroSunilPas encore d'évaluation
- Sandia Lab New Heat ExchangerDocument48 pagesSandia Lab New Heat ExchangerKoza43Pas encore d'évaluation
- How To Determine The Number of Shell PassesDocument5 pagesHow To Determine The Number of Shell PassesAnonymous KpVxNXsPas encore d'évaluation
- BPHS Santhanam Vol 2Document552 pagesBPHS Santhanam Vol 2Marius Macuc90% (10)
- Yamini Tentative TobDocument1 pageYamini Tentative TobAnonymous KpVxNXsPas encore d'évaluation
- Air Cooled Heat Exchanger - ChE GuideDocument5 pagesAir Cooled Heat Exchanger - ChE GuideAnonymous KpVxNXsPas encore d'évaluation
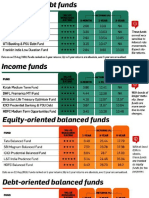
- All Mutual Funds - PerformanceDocument3 pagesAll Mutual Funds - PerformanceAnonymous KpVxNXsPas encore d'évaluation
- How To Choose Mutual FundsDocument18 pagesHow To Choose Mutual FundsAnonymous KpVxNXsPas encore d'évaluation
- Djokovic Murray HoroscopesDocument1 pageDjokovic Murray HoroscopesAnonymous KpVxNXsPas encore d'évaluation
- Mutual Fund OverviewDocument10 pagesMutual Fund OverviewAnonymous KpVxNXsPas encore d'évaluation
- MFDocument3 pagesMFAnonymous KpVxNXsPas encore d'évaluation
- Top Performing Indian Mutual Funds Over Different Time PeriodsDocument6 pagesTop Performing Indian Mutual Funds Over Different Time PeriodsAnonymous KpVxNXsPas encore d'évaluation
- SR Elite NEET Module Test - 3 (06-11 - 23)Document1 pageSR Elite NEET Module Test - 3 (06-11 - 23)manojhna.paPas encore d'évaluation
- Particle-Fluid Two-Phase Flow PDFDocument215 pagesParticle-Fluid Two-Phase Flow PDFlauraPas encore d'évaluation
- Introductory Chemical Engineering Thermodynamics PDFDocument30 pagesIntroductory Chemical Engineering Thermodynamics PDFDanery RodriguezPas encore d'évaluation
- 2018 2019UndergraduateEnglishTaughtCoursesDocument40 pages2018 2019UndergraduateEnglishTaughtCoursesmalu accountPas encore d'évaluation
- Introduction To Reaction KineticsDocument4 pagesIntroduction To Reaction KineticsJbrePas encore d'évaluation
- An Introduction To Chemical Engineering KineticsDocument497 pagesAn Introduction To Chemical Engineering Kineticsalexander beltranPas encore d'évaluation
- Year 7 SLGDocument38 pagesYear 7 SLGMeetaDeviPas encore d'évaluation
- QB Te5101 - Unit2 PDFDocument1 pageQB Te5101 - Unit2 PDFDr.T.ChristopherPas encore d'évaluation
- Thermostability of PVC and Related Chlorinated Polymers: Application Bulletin 205/2 eDocument3 pagesThermostability of PVC and Related Chlorinated Polymers: Application Bulletin 205/2 eAnas ImdadPas encore d'évaluation
- Solve The Five Most Common FCC ProblemsDocument21 pagesSolve The Five Most Common FCC ProblemsOMID464Pas encore d'évaluation
- Properties of Pure SubstancesDocument19 pagesProperties of Pure SubstancesaathithyayanPas encore d'évaluation
- Cusidó Et Al. - 2015 - Incorporation of Paper Sludge in Clay Brick Formulation Ten Years of Industrial ExperienceDocument8 pagesCusidó Et Al. - 2015 - Incorporation of Paper Sludge in Clay Brick Formulation Ten Years of Industrial ExperienceJuan EstebanPas encore d'évaluation
- The Particulate Nature of Matter 1 QPDocument10 pagesThe Particulate Nature of Matter 1 QPKHANPas encore d'évaluation
- Full Download Test Bank For Chemistry The Molecular Nature of Matter and Change 8th Edition PDF Full ChapterDocument36 pagesFull Download Test Bank For Chemistry The Molecular Nature of Matter and Change 8th Edition PDF Full Chapteryen.resiege.ffrq100% (12)
- Heat Radiation From FlaresDocument90 pagesHeat Radiation From FlaresAman Goel100% (3)
- Mil DTL 5498gDocument14 pagesMil DTL 5498gNicolasSuchPas encore d'évaluation
- Identify Common Solids, Liquids and Gases Found at Home and in School Describe The Uses of Materials Found at HomeDocument6 pagesIdentify Common Solids, Liquids and Gases Found at Home and in School Describe The Uses of Materials Found at HomeMay Jane C. LarenioPas encore d'évaluation
- 1 - Pipeline Hydraulics-BasicsDocument12 pages1 - Pipeline Hydraulics-BasicsAbu Hadiyd Al-Ikhwan100% (1)
- Ase 435 Propulsion Systems Ii: Us Lu Sit Kiu SluDocument27 pagesAse 435 Propulsion Systems Ii: Us Lu Sit Kiu SlusubPas encore d'évaluation
- Determine Internal Resistance of a CellDocument23 pagesDetermine Internal Resistance of a CellaftabPas encore d'évaluation
- The Rapid Solidification Processing of MaterialsDocument39 pagesThe Rapid Solidification Processing of Materialshell_angel50% (2)
- Forensic Syllabus@Document6 pagesForensic Syllabus@YocobSamandrewsPas encore d'évaluation
- Mid Term Igcse Physics Grade 10 Sem 1 2014 Soal - RevisiDocument10 pagesMid Term Igcse Physics Grade 10 Sem 1 2014 Soal - RevisiJoshuaUntungPas encore d'évaluation
- Chapter-6 Phase Behavior of Hydrocarbon FluidsDocument5 pagesChapter-6 Phase Behavior of Hydrocarbon FluidsNageswararaoMadakaPas encore d'évaluation
- The Particulate Nature of Matter 1 MSDocument7 pagesThe Particulate Nature of Matter 1 MSKHANPas encore d'évaluation
- GAS IndicatorsDocument67 pagesGAS Indicatorssasikumarmarine100% (3)
- TD Unit-1Document83 pagesTD Unit-1T Hari PrasadPas encore d'évaluation
- GEI41042 Rev O - Washing-Cleaning PDFDocument12 pagesGEI41042 Rev O - Washing-Cleaning PDFKorcan ÜnalPas encore d'évaluation
- 4003 Chemistry Section Topic by TopicDocument32 pages4003 Chemistry Section Topic by Topicpercymtetwa25Pas encore d'évaluation
- Offshore Hydrate Engineering HandbookDocument255 pagesOffshore Hydrate Engineering HandbookreninbabaskiPas encore d'évaluation