Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- PQR 014 (Qualified Sa 106 GR BDocument5 pagesPQR 014 (Qualified Sa 106 GR Bersenthil100% (1)
- Rotomoulding Machine FINAL0000000000Document42 pagesRotomoulding Machine FINAL0000000000Nikhil PanchalPas encore d'évaluation
- 05 Processing Data For The Injection Molder - MS005757Document58 pages05 Processing Data For The Injection Molder - MS005757George MarkasPas encore d'évaluation
- Supply Chain OptimizationDocument103 pagesSupply Chain OptimizationGeorge MarkasPas encore d'évaluation
- Color Measurement of PET Pellets - CTHTPlasticDocument2 pagesColor Measurement of PET Pellets - CTHTPlasticGeorge MarkasPas encore d'évaluation
- 2 Spaseska 379-384Document6 pages2 Spaseska 379-384Tien TranPas encore d'évaluation
- Contactors ManagementDocument5 pagesContactors ManagementGeorge MarkasPas encore d'évaluation
- Supply Chain Optimization PDFDocument12 pagesSupply Chain Optimization PDFGeorge MarkasPas encore d'évaluation
- Aldehyde Scavenging Agents & Packaging MaterialsDocument19 pagesAldehyde Scavenging Agents & Packaging MaterialsGeorge MarkasPas encore d'évaluation
- Production KPIDocument7 pagesProduction KPICucak RowoPas encore d'évaluation
- GS33J01A10-01EN Main Centum VP Part Selection R6Document40 pagesGS33J01A10-01EN Main Centum VP Part Selection R6timsar1357Pas encore d'évaluation
- A43010109 PDFDocument9 pagesA43010109 PDFGeorge MarkasPas encore d'évaluation
- Loop Checking Technicians Guide PDFDocument151 pagesLoop Checking Technicians Guide PDFinfoasim2100% (1)
- Loop Checking GuideDocument4 pagesLoop Checking GuideGeorge MarkasPas encore d'évaluation
- Dust Control HandbookDocument314 pagesDust Control HandbookJoseph RileyPas encore d'évaluation
- Yokogawa Centum VP DCSDocument24 pagesYokogawa Centum VP DCSGeorge MarkasPas encore d'évaluation
- Fme Leadership TheoriesDocument48 pagesFme Leadership TheoriesBraulio MartinezPas encore d'évaluation
- THanna StudentversionDocument10 pagesTHanna StudentversionMahesh KhamitkarPas encore d'évaluation
- Team Leadership Style PDFDocument38 pagesTeam Leadership Style PDFDavid Sulca CoronadoPas encore d'évaluation
- Effective Bin DesignDocument8 pagesEffective Bin DesignGeorge Markas100% (1)
- Fme Understanding Emotional Intelligence PDFDocument50 pagesFme Understanding Emotional Intelligence PDFrgscribd61Pas encore d'évaluation
- Fme Understanding Emotional Intelligence PDFDocument50 pagesFme Understanding Emotional Intelligence PDFrgscribd61Pas encore d'évaluation
- Distributed Control System - OverviewDocument7 pagesDistributed Control System - OverviewGeorge MarkasPas encore d'évaluation
- Statistical Process ControlDocument18 pagesStatistical Process ControlGeorge MarkasPas encore d'évaluation
- Measurement and Control of Polymerization ReactorsDocument17 pagesMeasurement and Control of Polymerization ReactorsahsanbasherPas encore d'évaluation
- Reaction Calorimetry Guide A4 PDFDocument10 pagesReaction Calorimetry Guide A4 PDFGeorge Markas100% (1)
- Basics of Injection MoldingDocument2 pagesBasics of Injection MoldingGeorge MarkasPas encore d'évaluation
- Finding Root Cause of Process UpsetsDocument11 pagesFinding Root Cause of Process UpsetsGeorge MarkasPas encore d'évaluation
- Reliance Industries Limited: Trouble Shooting Guide # Problem Cause Reason Action Side EffectsDocument6 pagesReliance Industries Limited: Trouble Shooting Guide # Problem Cause Reason Action Side EffectsGeorge MarkasPas encore d'évaluation
- A Short Guide To Pneumatic Conveying of Powders and Bulk SolidsDocument3 pagesA Short Guide To Pneumatic Conveying of Powders and Bulk SolidsGeorge MarkasPas encore d'évaluation
- Team Leadership Style PDFDocument38 pagesTeam Leadership Style PDFDavid Sulca CoronadoPas encore d'évaluation
- Fme Leadership TheoriesDocument48 pagesFme Leadership TheoriesBraulio MartinezPas encore d'évaluation
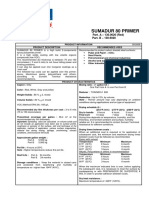
- 130.0020 - Sumadur 80 PrimerDocument2 pages130.0020 - Sumadur 80 Primerhelioxavier2Pas encore d'évaluation
- Api 1104Document38 pagesApi 1104Tang Na Ker100% (3)
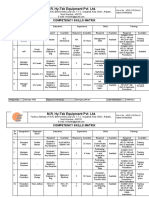
- MRH Competence Skill Matrix - To CheckDocument7 pagesMRH Competence Skill Matrix - To CheckParag WadekarPas encore d'évaluation
- HBFLEX Catalogue ENDocument8 pagesHBFLEX Catalogue ENDuy Phạm VănPas encore d'évaluation
- Export Price List Liquid GroupDocument1 pageExport Price List Liquid GroupAbbas SaqibPas encore d'évaluation
- Catalog 2023 - Aerogas Industrial Supply SDN BHDDocument20 pagesCatalog 2023 - Aerogas Industrial Supply SDN BHDapi-677550906Pas encore d'évaluation
- Polyken 1619 Liquid Adhesive: Product Data SheetDocument2 pagesPolyken 1619 Liquid Adhesive: Product Data SheetCarlos Albán SalazarPas encore d'évaluation
- Fronius Cold Metal TransferDocument16 pagesFronius Cold Metal Transferbonmarche28Pas encore d'évaluation
- Insta Hardware Upvc Catalog 2023Document32 pagesInsta Hardware Upvc Catalog 2023HeeRokBarickPas encore d'évaluation
- En GJS 400 15CDocument1 pageEn GJS 400 15CCAT MINING SHOVELPas encore d'évaluation
- PublicationDocument167 pagesPublicationavicohvacrPas encore d'évaluation
- Drill Collar BehnamDocument2 pagesDrill Collar BehnamBehnamPas encore d'évaluation
- 94B17, 94B17HDocument3 pages94B17, 94B17HGil CabreraPas encore d'évaluation
- Experimental and Simulation Study On The Microstructure of TA15 Laser WeldingDocument11 pagesExperimental and Simulation Study On The Microstructure of TA15 Laser Weldingadnan domlogePas encore d'évaluation
- Jis B 2291-1994Document9 pagesJis B 2291-1994Ilka RaffaelliPas encore d'évaluation
- TDS Permax 3300Document1 pageTDS Permax 3300Syamsul MaripPas encore d'évaluation
- BOLTS Heavyhexbolts Astm A193 b7 Astm A307 GradeABDocument3 pagesBOLTS Heavyhexbolts Astm A193 b7 Astm A307 GradeABLukman Nul HakimPas encore d'évaluation
- Material Unit Unit Price Concrete: FormworksDocument3 pagesMaterial Unit Unit Price Concrete: FormworksLester MuscaPas encore d'évaluation
- Standard Test Method For Macroetching MeDocument11 pagesStandard Test Method For Macroetching MeMostri Mostri100% (1)
- Specification For Copper-Silicon Alloy Plate, Sheet, Strip, and Rolled Bar For General Purposes and Pressure VesselsDocument4 pagesSpecification For Copper-Silicon Alloy Plate, Sheet, Strip, and Rolled Bar For General Purposes and Pressure VesselsJolettitoPas encore d'évaluation
- Rough Cut - Woodworking With Tommy Mac - 13 All-New Projects From Season 2Document178 pagesRough Cut - Woodworking With Tommy Mac - 13 All-New Projects From Season 2Edwin ThieroffPas encore d'évaluation
- Previous Years GATE Questions Sub: Production Technology (Welding)Document12 pagesPrevious Years GATE Questions Sub: Production Technology (Welding)KAUSTUB CHAUHANPas encore d'évaluation
- 06 Flash and Fire PointDocument9 pages06 Flash and Fire PointanmarPas encore d'évaluation
- Options For Plant Design/ Upgrading of Comminution Circuits: LD Michaud July 14, 2016Document14 pagesOptions For Plant Design/ Upgrading of Comminution Circuits: LD Michaud July 14, 2016Rodrigo GarcíaPas encore d'évaluation
- X-Roc Multibond LX: Multi-Purpose Primer and Mortar AdditiveDocument2 pagesX-Roc Multibond LX: Multi-Purpose Primer and Mortar AdditiveAmr RagabPas encore d'évaluation
- SSAB Weld DefectsDocument16 pagesSSAB Weld Defectspozolab0% (1)
- Havi Rae Form Hf001Document2 pagesHavi Rae Form Hf001mevansmetreelPas encore d'évaluation
- BMP - RollingDocument46 pagesBMP - Rollingmantra2010Pas encore d'évaluation