Vous aimerez peut-être aussi
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- THE SECRETS OUT - How To Hack Yahoo PasswordsDocument1 pageTHE SECRETS OUT - How To Hack Yahoo PasswordsRafeek ShaikhPas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
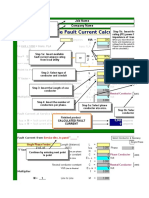
- Calculating Fault CurrentDocument8 pagesCalculating Fault Currentenghassanain6486Pas encore d'évaluation
- Electrical Panel Load Calculation 22 8 12Document33 pagesElectrical Panel Load Calculation 22 8 12vicent johnPas encore d'évaluation
- ASME Boiler & Fuel Cell Pressure Vessel Spreadsheets-Content-J AndrewDocument55 pagesASME Boiler & Fuel Cell Pressure Vessel Spreadsheets-Content-J AndrewAravindan Ganesh KumarPas encore d'évaluation
- 50kl Cost Estimation of Storage TankDocument1 page50kl Cost Estimation of Storage TankRafeek ShaikhPas encore d'évaluation
- MYMT PersonalBudgetWorksheet TrackingWeeklyExpenses Final Version 1 Jan 2004Document7 pagesMYMT PersonalBudgetWorksheet TrackingWeeklyExpenses Final Version 1 Jan 2004gopi100% (2)
- Cosco Dealer Price ListDocument7 pagesCosco Dealer Price ListMIS SS couriersPas encore d'évaluation
- 023 - Isomerization Unit (ISOM)Document5 pages023 - Isomerization Unit (ISOM)Raghavan VenkatramanPas encore d'évaluation
- Project Semester ReportDocument60 pagesProject Semester ReportPrabhjot Singh TinnaPas encore d'évaluation
- Rotary Dryer Design & Working PrincipleDocument12 pagesRotary Dryer Design & Working PrincipleRafeek ShaikhPas encore d'évaluation
- Battery Sizing CalculatorDocument6 pagesBattery Sizing Calculatormfisol2000Pas encore d'évaluation
- MS For Excavation and Backfilling of Underground Fire Water Pipe Line PGISDocument20 pagesMS For Excavation and Backfilling of Underground Fire Water Pipe Line PGISabou bakarPas encore d'évaluation
- Alignment Check Methodology in Piping Stress Analysis Using Caesar IIDocument2 pagesAlignment Check Methodology in Piping Stress Analysis Using Caesar IIErden BaldžiPas encore d'évaluation
- New 30 KL green silica vessel projectDocument2 pagesNew 30 KL green silica vessel projectRafeek ShaikhPas encore d'évaluation
- Bom List50klDocument3 pagesBom List50klRafeek ShaikhPas encore d'évaluation
- 125k Receiver DataDocument2 pages125k Receiver DataRafeek ShaikhPas encore d'évaluation
- Spray Drying PlantsDocument3 pagesSpray Drying PlantsRafeek ShaikhPas encore d'évaluation
- Storage Tank Design Calculation - Api 650: Open Cone-RoofDocument1 pageStorage Tank Design Calculation - Api 650: Open Cone-RoofRafeek ShaikhPas encore d'évaluation
- Related FormulaDocument279 pagesRelated FormulaRafeek ShaikhPas encore d'évaluation
- Virus CodeDocument1 pageVirus CodeRafeek ShaikhPas encore d'évaluation
- Agitator Vessel Design Costing50klDocument1 pageAgitator Vessel Design Costing50klRafeek ShaikhPas encore d'évaluation
- Painting Work Inquiry-20121205-235314Document2 pagesPainting Work Inquiry-20121205-235314Rafeek ShaikhPas encore d'évaluation
- Standard Measurement of Painting (Section Area/Metre) For Beams For Channels For Angels (Star Bracing)Document2 pagesStandard Measurement of Painting (Section Area/Metre) For Beams For Channels For Angels (Star Bracing)Rafeek ShaikhPas encore d'évaluation
- Chip Plus Handson With Ms WordDocument50 pagesChip Plus Handson With Ms Wordknlyadav8463Pas encore d'évaluation
- Autocad TricksDocument1 pageAutocad TricksRafeek ShaikhPas encore d'évaluation
- MKM Solutions Plastic Pyrolysis Plant: Other ProductsDocument4 pagesMKM Solutions Plastic Pyrolysis Plant: Other ProductsRafeek ShaikhPas encore d'évaluation
- Calculations on an adiabatic continuous dryer processDocument11 pagesCalculations on an adiabatic continuous dryer processBülent KabadayiPas encore d'évaluation
- Ra BillDocument1 pageRa BillRafeek ShaikhPas encore d'évaluation
- Faizaan 5kl With Distillation UnitDocument2 pagesFaizaan 5kl With Distillation UnitRafeek ShaikhPas encore d'évaluation
- Jdi-L11 Liaquat Engineering WorksDocument21 pagesJdi-L11 Liaquat Engineering WorksRafeek ShaikhPas encore d'évaluation
- Minimum Insulation Resistance Values GuideDocument37 pagesMinimum Insulation Resistance Values GuideHilmy FadlyPas encore d'évaluation
- Pharma Co ListDocument7 pagesPharma Co ListRafeek ShaikhPas encore d'évaluation
- Home Electrical Bill / Energy Consumption / Electrical Load CalculatorDocument21 pagesHome Electrical Bill / Energy Consumption / Electrical Load Calculatorsrabon1059Pas encore d'évaluation
- ASME Boiler & Fuel Cell Pressure Vessel Spreadsheets-Content-J AndrewDocument1 pageASME Boiler & Fuel Cell Pressure Vessel Spreadsheets-Content-J AndrewRafeek ShaikhPas encore d'évaluation
- Motor Power and TorqueDocument4 pagesMotor Power and Torquepippo2378793Pas encore d'évaluation
- Q.15. Derive Expression For Ratio of Tension On Tight Side and Slack SideDocument8 pagesQ.15. Derive Expression For Ratio of Tension On Tight Side and Slack SideVishal RajPas encore d'évaluation
- JIS-Z-8901 (Polvos de Quarzo) PDFDocument38 pagesJIS-Z-8901 (Polvos de Quarzo) PDFAlondra CVPas encore d'évaluation
- O'Pro Classic Electric Water Heater Anti-Corrosion SystemDocument2 pagesO'Pro Classic Electric Water Heater Anti-Corrosion SystemMohammad ZeeshanPas encore d'évaluation
- Welding Quality and Structural Life Enhancement of High Strength Low Alloy Steel S460Document16 pagesWelding Quality and Structural Life Enhancement of High Strength Low Alloy Steel S460Noridzwan Nordin0% (1)
- FatigueDocument6 pagesFatigueEnriqueGDPas encore d'évaluation
- Industry Endorsement ListDocument3 pagesIndustry Endorsement Listhem1980Pas encore d'évaluation
- Is 694Document30 pagesIs 694nm_rangaPas encore d'évaluation
- Asme Section II A Sa-29 Sa-29mDocument26 pagesAsme Section II A Sa-29 Sa-29mAnonymous GhPzn1xPas encore d'évaluation
- Eumind Final Report - Group 3 - Waste Management - Hfs Powai - Go Green 2020-21-CompressedDocument40 pagesEumind Final Report - Group 3 - Waste Management - Hfs Powai - Go Green 2020-21-Compressedapi-539242855Pas encore d'évaluation
- Sistema Gaspex Multicamadas EmmetiDocument28 pagesSistema Gaspex Multicamadas EmmetiTec SolPas encore d'évaluation
- MM5012 - Welding Processes: DR Murugaiyan AmirthalingamDocument64 pagesMM5012 - Welding Processes: DR Murugaiyan AmirthalingamSatheesh RPas encore d'évaluation
- Annexure IIIDocument674 pagesAnnexure IIItakari divisionPas encore d'évaluation
- Able Ucts: (Wiring Channels)Document4 pagesAble Ucts: (Wiring Channels)VIJAY KUMAR SAJJAPas encore d'évaluation
- Specifications For Painting WorksDocument2 pagesSpecifications For Painting WorksvinodPas encore d'évaluation
- HA-YS310 Basic Seminar PL ENG 170126 (MHa) PDFDocument36 pagesHA-YS310 Basic Seminar PL ENG 170126 (MHa) PDFEduardo Expósito EspinosaPas encore d'évaluation
- Cheese Technology: Module 14. Packaging, Storage and Distribution of CheeseDocument8 pagesCheese Technology: Module 14. Packaging, Storage and Distribution of CheeseAmit Kr GodaraPas encore d'évaluation
- Sunpower Panel SpecDocument2 pagesSunpower Panel SpecRishi JainPas encore d'évaluation
- The Foil Specialist's 48 Gauge Polyester FilmDocument1 pageThe Foil Specialist's 48 Gauge Polyester FilmmerrickPas encore d'évaluation
- Special Condition RobDocument37 pagesSpecial Condition RobPratik GuptaPas encore d'évaluation
- Stock Audit Report FinalDocument22 pagesStock Audit Report FinalHemant AherPas encore d'évaluation
- TWO STAGE GAS BURNERS FOR HEATING OUTPUTS RANGING FROM 80 TO 3200 KWDocument24 pagesTWO STAGE GAS BURNERS FOR HEATING OUTPUTS RANGING FROM 80 TO 3200 KWLenier Andrés VillalbaPas encore d'évaluation
- Machine Design 1 Long Quiz 2 1Document5 pagesMachine Design 1 Long Quiz 2 1Cayle MalitPas encore d'évaluation
- Webasto Thermo Top E Corsa C EnglishDocument4 pagesWebasto Thermo Top E Corsa C EnglishCata Stefan0% (1)
- D3377-04 (2013) Standard Test Method For Weight Loss of Solventless VarnishesDocument3 pagesD3377-04 (2013) Standard Test Method For Weight Loss of Solventless Varnishesjose floresPas encore d'évaluation
- Colores BrickformDocument2 pagesColores BrickformzetaequisPas encore d'évaluation