Vous aimerez peut-être aussi
- NexaResources Publicacion EspDocument17 pagesNexaResources Publicacion EspAndrea GonzálezPas encore d'évaluation
- Indice de Contenidos Gri98082 PDFDocument16 pagesIndice de Contenidos Gri98082 PDFAndrea GonzálezPas encore d'évaluation
- Estudio factibilidad técnico-económica planta fabricación jeringas San DiegoDocument71 pagesEstudio factibilidad técnico-económica planta fabricación jeringas San DiegoAndrea GonzálezPas encore d'évaluation
- Practica 1. MetrologíaDocument6 pagesPractica 1. MetrologíaAndrea GonzálezPas encore d'évaluation
- Control interno UMSA: Importancia del enfoque de riesgos COSO ERMDocument58 pagesControl interno UMSA: Importancia del enfoque de riesgos COSO ERMMiguel Cotaña100% (1)
- Las 5 Fuerzas de PorterDocument10 pagesLas 5 Fuerzas de PorterLeidy de LópezPas encore d'évaluation
- Control interno UMSA: Importancia del enfoque de riesgos COSO ERMDocument58 pagesControl interno UMSA: Importancia del enfoque de riesgos COSO ERMMiguel Cotaña100% (1)
- Recristalizacion Informe de LaboratorioDocument16 pagesRecristalizacion Informe de LaboratorioAndrea González100% (1)
- MetalografiaDocument23 pagesMetalografiaJean Carlos ParedesPas encore d'évaluation
- Tp02 Macro y Micro PresDocument43 pagesTp02 Macro y Micro Pres01comptPas encore d'évaluation
- PROBABILIDADES. Carlos Pacheco. UC. INGENIERIA INDUSTRIALDocument83 pagesPROBABILIDADES. Carlos Pacheco. UC. INGENIERIA INDUSTRIALAndrea GonzálezPas encore d'évaluation
- Fundamentos Básicos de Procesos de ManufacturaDocument282 pagesFundamentos Básicos de Procesos de ManufacturaAndrea GonzálezPas encore d'évaluation
- Proyecto InvestigacionDocument68 pagesProyecto Investigaciontuxb92% (12)
- Materiales de Economia PDFDocument29 pagesMateriales de Economia PDFAndrea GonzálezPas encore d'évaluation
- Estadistica 1Document310 pagesEstadistica 1carlos_myoPas encore d'évaluation
- Secadora Electrolux Manual EDE066MDGW, EDEC065MDGW y EDE062MDGWDocument10 pagesSecadora Electrolux Manual EDE066MDGW, EDEC065MDGW y EDE062MDGWAndrea GonzálezPas encore d'évaluation
- CAVIMDocument20 pagesCAVIMAndrea GonzálezPas encore d'évaluation
- De La Dictadura A La DemocraciaDocument106 pagesDe La Dictadura A La DemocraciaHugo Pulido100% (6)
- Secadora Electrolux Manual EDE066MDGW, EDEC065MDGW y EDE062MDGWDocument10 pagesSecadora Electrolux Manual EDE066MDGW, EDEC065MDGW y EDE062MDGWAndrea GonzálezPas encore d'évaluation
- Manual Calculadora Casio fx100MS, 115MS, 570MS, 991MS EspañolDocument40 pagesManual Calculadora Casio fx100MS, 115MS, 570MS, 991MS EspañolAndrea GonzálezPas encore d'évaluation
- Historia de Los S.ODocument31 pagesHistoria de Los S.OChristian Altamirano AyalaPas encore d'évaluation
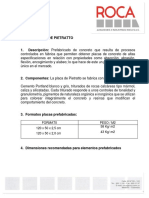
- Ficha Técnica GENERAL PIETRATTODocument3 pagesFicha Técnica GENERAL PIETRATTOAnglica VargasPas encore d'évaluation
- 2-Inf 156 Analisis - GW-GMDocument8 pages2-Inf 156 Analisis - GW-GMDaniel Cuevas SPas encore d'évaluation
- Semana 8-TALLER Diagrama de MódulosDocument1 pageSemana 8-TALLER Diagrama de Módulosjuan eduardoPas encore d'évaluation
- Valorizacion Nº04 Ad.03Document6 pagesValorizacion Nº04 Ad.03Andre Leonardo Ventura AlvaPas encore d'évaluation
- Lista de Precios 29-Enero-2024 - EspecialDocument1 pageLista de Precios 29-Enero-2024 - EspecialRoberto Corder50% (2)
- Introduccion e Instrumentos de MedidasDocument245 pagesIntroduccion e Instrumentos de MedidasI-ván F Zandalio100% (1)
- Tablas 0016Document27 pagesTablas 0016Yolanda SantamariaPas encore d'évaluation
- Tipos de Reacciones OrganicasDocument2 pagesTipos de Reacciones Organicassdyoks100% (1)
- Numero Reynolds, Ecuación de PousevilleDocument7 pagesNumero Reynolds, Ecuación de PousevilleChristopher Cabrera60% (5)
- Esructura Interna Del Microcontrolador Atmega 164pDocument14 pagesEsructura Interna Del Microcontrolador Atmega 164pmarkitobpPas encore d'évaluation
- Preguntas y Respuestas para Examen E1-06Document13 pagesPreguntas y Respuestas para Examen E1-06Neftali Landero TorresPas encore d'évaluation
- Unidad Xvi Cálculo de Las Redes de DesagüeeDocument10 pagesUnidad Xvi Cálculo de Las Redes de DesagüeeZander Meza ChoquePas encore d'évaluation
- Proyecto Luz Sexto Grado 2016Document10 pagesProyecto Luz Sexto Grado 2016Roxana Silvia PropatoPas encore d'évaluation
- Sellos y RetenesDocument31 pagesSellos y RetenesAngela PacsiPas encore d'évaluation
- Formato de Pruebas de DisparosDocument4 pagesFormato de Pruebas de DisparosJordi MujicaPas encore d'évaluation
- PC2 - Diseño y Analisis EstructuralDocument80 pagesPC2 - Diseño y Analisis EstructuralCesar Eduardo Cisneros LozaPas encore d'évaluation
- Balotario de problemas estructurasDocument7 pagesBalotario de problemas estructurasSap Ramos OlrePas encore d'évaluation
- Malla Ingeniería Industrial PDFDocument2 pagesMalla Ingeniería Industrial PDFJhonatan IzquierdoPas encore d'évaluation
- Tp2 g11 Sis. Constructivo PrefabricadosDocument38 pagesTp2 g11 Sis. Constructivo Prefabricadoskikex floresPas encore d'évaluation
- Actividad 3 EquipoDocument9 pagesActividad 3 EquipoYesenia Guiomar G.APas encore d'évaluation
- Termodinamica Aplicada A Los Diagramas de FasesDocument146 pagesTermodinamica Aplicada A Los Diagramas de FasesJannicce RPas encore d'évaluation
- Equipo 1 Grupo 108 ADocument14 pagesEquipo 1 Grupo 108 AQuimicaUnoPas encore d'évaluation
- Prueba de Sensores de Un Sistema de Control ElectrónicoDocument27 pagesPrueba de Sensores de Un Sistema de Control ElectrónicoOrlando GonzálezPas encore d'évaluation
- TejasDocument22 pagesTejasSilvia Huaman LuceroPas encore d'évaluation
- DENSIMETRIADocument5 pagesDENSIMETRIAJessica Silva TorresPas encore d'évaluation
- Electróstatica Actividades ExperimentalesDocument48 pagesElectróstatica Actividades ExperimentalescdreamilyPas encore d'évaluation
- Inyectores Vortec: análisis y mantenimientoDocument11 pagesInyectores Vortec: análisis y mantenimientoMarcos Bele100% (2)
- Osmosis InversaDocument5 pagesOsmosis InversaCecilia Melgarejo HuamanPas encore d'évaluation
- 1020124837Document209 pages1020124837Pedro OscarPas encore d'évaluation