Vous aimerez peut-être aussi
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Pipeline Construction InspecDocument48 pagesPipeline Construction InspecAliDadKhan100% (2)
- Interpreting The Venus CycleDocument2 pagesInterpreting The Venus Cyclemurx2100% (1)
- ECM 206 Site VisitDocument36 pagesECM 206 Site VisitAZUAN BIN AHMAD FAUZI100% (2)
- Iso 6336 5 2016Document54 pagesIso 6336 5 2016Кирилл100% (2)
- 01-Toy Product DesignDocument54 pages01-Toy Product DesignJuanPas encore d'évaluation
- Fi̇z 137-CH 1-Measurement PDFDocument27 pagesFi̇z 137-CH 1-Measurement PDFkaskoskasPas encore d'évaluation
- Stulz C7000R 01 PDFDocument198 pagesStulz C7000R 01 PDFNarciso Torres0% (1)
- Aadhaar Bill Issues For Consideration 08.03.16Document3 pagesAadhaar Bill Issues For Consideration 08.03.16SumitKumarPas encore d'évaluation
- UPSC ESE Mechanical Engineering Syllabus - 2015-2016 - UPSCsyllabusDocument4 pagesUPSC ESE Mechanical Engineering Syllabus - 2015-2016 - UPSCsyllabusSumitKumarPas encore d'évaluation
- 7 Injection TimingDocument13 pages7 Injection TimingSumitKumarPas encore d'évaluation
- Dramatic Example of Law Vs Religion' - FrontlineDocument9 pagesDramatic Example of Law Vs Religion' - FrontlineSumitKumarPas encore d'évaluation
- Rashtreeya Sikshana Samithi TrustDocument2 pagesRashtreeya Sikshana Samithi TrustSumitKumarPas encore d'évaluation
- First Steps To Investing A Beginners Guide Prithvi Haldea PDFDocument21 pagesFirst Steps To Investing A Beginners Guide Prithvi Haldea PDFnagaravikrishnadiviPas encore d'évaluation
- RBI Governor Raghuram Rajan On Aadhaar, Payments Banks, Over-Invoicing, Spectrum Auctions & More - MediaNamaDocument8 pagesRBI Governor Raghuram Rajan On Aadhaar, Payments Banks, Over-Invoicing, Spectrum Auctions & More - MediaNamaSumitKumarPas encore d'évaluation
- Unit 2Document10 pagesUnit 2SumitKumarPas encore d'évaluation
- Dynasty in Democracy - FrontlineDocument3 pagesDynasty in Democracy - FrontlineSumitKumarPas encore d'évaluation
- Energies: An Intelligent Regenerative Braking Strategy For Electric VehiclesDocument17 pagesEnergies: An Intelligent Regenerative Braking Strategy For Electric VehiclesSumitKumarPas encore d'évaluation
- Calendar of Events - R V College of EngineeringDocument7 pagesCalendar of Events - R V College of EngineeringSumitKumarPas encore d'évaluation
- Unit 5 PDFDocument9 pagesUnit 5 PDFSumitKumarPas encore d'évaluation
- Unit 4Document7 pagesUnit 4SumitKumarPas encore d'évaluation
- DOM (10 ME 53) Model Paper 2Document3 pagesDOM (10 ME 53) Model Paper 2SumitKumarPas encore d'évaluation
- DOM (10 ME 53) Model Paper1Document3 pagesDOM (10 ME 53) Model Paper1SumitKumarPas encore d'évaluation
- LP GDC 2015Document9 pagesLP GDC 2015SumitKumarPas encore d'évaluation
- Unit 5 57 PDFDocument9 pagesUnit 5 57 PDFSurendra SainiPas encore d'évaluation
- Lecture 3Document30 pagesLecture 3SumitKumarPas encore d'évaluation
- ME 5-6 Sem Final Syllabus 09-08-2012Document49 pagesME 5-6 Sem Final Syllabus 09-08-2012SumitKumarPas encore d'évaluation
- 2 Ies Me 2013 Obj Paper IIDocument17 pages2 Ies Me 2013 Obj Paper IISumitKumarPas encore d'évaluation
- Scoring PDFDocument1 pageScoring PDFKarthik TejaPas encore d'évaluation
- 12me52 MQP-1Document3 pages12me52 MQP-1SumitKumarPas encore d'évaluation
- Gate 2015 Blue PrintDocument3 pagesGate 2015 Blue PrintDurai RajPas encore d'évaluation
- CAT EligibilityDocument4 pagesCAT Eligibilityv2299Pas encore d'évaluation
- GateDocument6 pagesGateParveen SwamiPas encore d'évaluation
- A Car Air-Conditioning System Based On An Absorption Refrigeration CycleDocument6 pagesA Car Air-Conditioning System Based On An Absorption Refrigeration Cycleme641sivaPas encore d'évaluation
- 301214052003kind Attn Alumni StudentDocument1 page301214052003kind Attn Alumni StudentSumitKumarPas encore d'évaluation
- 180714061432calender of Events44 2014 15Document4 pages180714061432calender of Events44 2014 15SumitKumarPas encore d'évaluation
- Pepperdine Resume Ico William Kong Updated BDocument1 pagePepperdine Resume Ico William Kong Updated Bapi-278946246Pas encore d'évaluation
- Wind Load On StructuesDocument14 pagesWind Load On StructuesNasri Ahmed mohammedPas encore d'évaluation
- Swot Analysis of Revlon IncDocument5 pagesSwot Analysis of Revlon IncSubhana AsimPas encore d'évaluation
- L 1 Introduction To MorphologyDocument31 pagesL 1 Introduction To MorphologyIftkhar GorsiPas encore d'évaluation
- Ansoff's Matrix: Presented by:-P.Deepika Naidu Raj PatilDocument17 pagesAnsoff's Matrix: Presented by:-P.Deepika Naidu Raj PatilKritiYadavPas encore d'évaluation
- Recent Advances in Second Generation Bioethanol Production An Insight To Pretreatment, Saccharification and Fermentation ProcessesDocument11 pagesRecent Advances in Second Generation Bioethanol Production An Insight To Pretreatment, Saccharification and Fermentation ProcessesBryant CoolPas encore d'évaluation
- Eurotuner February 2010 PDFDocument1 pageEurotuner February 2010 PDFJenniferPas encore d'évaluation
- Virtual Screening of Natural Products DatabaseDocument71 pagesVirtual Screening of Natural Products DatabaseBarbara Arevalo Ramos100% (1)
- PT2 Exam CLASS XI CS 2023Document2 pagesPT2 Exam CLASS XI CS 2023Aditya AurangePas encore d'évaluation
- CSR of Pidilite PDFDocument2 pagesCSR of Pidilite PDFtarang keraiPas encore d'évaluation
- QuestionnaireDocument5 pagesQuestionnairePrisca FolorunsoPas encore d'évaluation
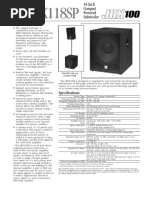
- JRX118SP SpecsheetDocument2 pagesJRX118SP SpecsheetLuisPas encore d'évaluation
- Senarai Harta Modal Makmal KomputerDocument20 pagesSenarai Harta Modal Makmal Komputerapi-19878848100% (1)
- Fema 310Document12 pagesFema 310Anil BasnetPas encore d'évaluation
- Topic 2 Evidencias Clase 7 L Reading - Young PilotsDocument4 pagesTopic 2 Evidencias Clase 7 L Reading - Young PilotsJam C. PoloPas encore d'évaluation
- 2020 Sec 4 E Math SA2 Anderson Secondary-pages-DeletedDocument41 pages2020 Sec 4 E Math SA2 Anderson Secondary-pages-Deletedregi naPas encore d'évaluation
- Recommendation Letter MhandoDocument2 pagesRecommendation Letter MhandoAnonymous Xb3zHio0% (1)
- STRUCTUREDocument26 pagesSTRUCTUREJulia RatihPas encore d'évaluation
- Data Science: Lecture #1Document22 pagesData Science: Lecture #1khanjan varmaPas encore d'évaluation
- Examples and Non-ExamplesDocument5 pagesExamples and Non-ExamplesslidegaePas encore d'évaluation
- 13 y 14. Schletter-SingleFix-V-Data-SheetDocument3 pages13 y 14. Schletter-SingleFix-V-Data-SheetDiego Arana PuelloPas encore d'évaluation
- Tutorial 4 Chapter 4 - CorrosionDocument2 pagesTutorial 4 Chapter 4 - CorrosionHafizatul AqmarPas encore d'évaluation
- ResearchDocument12 pagesResearchIsla, AltheaPas encore d'évaluation