Vous aimerez peut-être aussi
- VDA 8D Fehlerursachenkategorien V2.1 en EnglishDocument37 pagesVDA 8D Fehlerursachenkategorien V2.1 en EnglishkhmortezaPas encore d'évaluation
- Organisation Chart DG Grow enDocument1 pageOrganisation Chart DG Grow enClau0% (1)
- 400017A C65 Users Manual V5XXDocument61 pages400017A C65 Users Manual V5XXwhusada100% (1)
- Deepwater Horizon Accident Investigation Report Appendices ABFGHDocument37 pagesDeepwater Horizon Accident Investigation Report Appendices ABFGHBren-RPas encore d'évaluation
- 02-Dr Ooi-Design of Jacked-In Piles & Case Studies in SingaporeDocument39 pages02-Dr Ooi-Design of Jacked-In Piles & Case Studies in SingaporefreezefreezePas encore d'évaluation
- CFJV00198BDocument360 pagesCFJV00198BCheongPas encore d'évaluation
- Capacity Verification Run at Rate IpaDocument4 pagesCapacity Verification Run at Rate IpaIram ChaviraPas encore d'évaluation
- ICAS - Initial Capacity Assessment Sheet - 2010-12-09Document15 pagesICAS - Initial Capacity Assessment Sheet - 2010-12-09pchakkrapaniPas encore d'évaluation
- Control PlanDocument6 pagesControl PlanFahmy Khoerul HudaPas encore d'évaluation
- Xods G8D1Document75 pagesXods G8D1om cncPas encore d'évaluation
- Fiacbras (Bkq52) - 87271096 - Auditoria de Pcpa - RMDocument25 pagesFiacbras (Bkq52) - 87271096 - Auditoria de Pcpa - RMAtilio MendonçaPas encore d'évaluation
- OEE: Overall Equipment Efficiency: OrganizerDocument5 pagesOEE: Overall Equipment Efficiency: OrganizerSachin RamdurgPas encore d'évaluation
- Single Machine - Multi Part OEE TemplateDocument3 pagesSingle Machine - Multi Part OEE TemplatemfernandPas encore d'évaluation
- CP Gear Spindle MkeDocument2 pagesCP Gear Spindle Mkeamol vadnerePas encore d'évaluation
- Aql Plan Zero DefectDocument2 pagesAql Plan Zero DefectFarrukh JamilPas encore d'évaluation
- Oee Machineshop March15Document8 pagesOee Machineshop March15azadsingh1Pas encore d'évaluation
- Zero Defect GuidelinesDocument1 pageZero Defect GuidelinesSanjay KumarPas encore d'évaluation
- PDR Toolkit 2 7 (February 2015) EjemploDocument91 pagesPDR Toolkit 2 7 (February 2015) Ejemplorarevalo11Pas encore d'évaluation
- Lead Time - 001Document18 pagesLead Time - 001Purushothama Nanje GowdaPas encore d'évaluation
- AQLDocument18 pagesAQLmajdanekPas encore d'évaluation
- VAL-SV - E-0170-P TD WSM 450 Wave Solder Machine Rev 1 Gabriel 2 Dec 2016 (1) - Edy4decDocument19 pagesVAL-SV - E-0170-P TD WSM 450 Wave Solder Machine Rev 1 Gabriel 2 Dec 2016 (1) - Edy4decarumPas encore d'évaluation
- Attribute MSA 4th EditionDocument4 pagesAttribute MSA 4th EditionSachin RamdurgPas encore d'évaluation
- Trailer IATF DocumentsDocument77 pagesTrailer IATF DocumentsSridharan VenkatPas encore d'évaluation
- OEE Calculation Example: Factors Number of Shifts Hours Per Shift TimeDocument16 pagesOEE Calculation Example: Factors Number of Shifts Hours Per Shift TimeMosfet AutomationPas encore d'évaluation
- QAF-160 Supplier Quality Survey 3-5-18Document9 pagesQAF-160 Supplier Quality Survey 3-5-18Gábor MonokPas encore d'évaluation
- MTTR & MTBF TrendDocument2 pagesMTTR & MTBF TrendMASU BRAKE PADS QAPas encore d'évaluation
- Netstal Hourly Production Monitoring Sheet 08-08-2018Document1 pageNetstal Hourly Production Monitoring Sheet 08-08-2018saadbinsadaqat123456Pas encore d'évaluation
- Documents - Pub Cqi 15 Welding Worksheets Process Tables 2Document55 pagesDocuments - Pub Cqi 15 Welding Worksheets Process Tables 2amirkhakzad498Pas encore d'évaluation
- IATF Additional Requirement LocationsDocument6 pagesIATF Additional Requirement LocationsSudhagar50% (2)
- Run at Rate - Rev FDocument9 pagesRun at Rate - Rev Fprasad_kcpPas encore d'évaluation
- MSA For AttributesDocument54 pagesMSA For AttributesdesurkarbPas encore d'évaluation
- GSQT 004 Husqvarna Full Run Test Report Template Revision 0Document3 pagesGSQT 004 Husqvarna Full Run Test Report Template Revision 0Tien Dung Phan100% (1)
- OEE Explained PDFDocument3 pagesOEE Explained PDFcarrot123456Pas encore d'évaluation
- Alpha Drives: Vendor RatingDocument10 pagesAlpha Drives: Vendor Ratingdaniel_sasikumarPas encore d'évaluation
- Vda 6.1 Parag 06 Product SafetyDocument3 pagesVda 6.1 Parag 06 Product Safetyepimenta_24Pas encore d'évaluation
- List of Production ReportsDocument12 pagesList of Production ReportsSangeeth BhoopaalanPas encore d'évaluation
- 36 PfmeaDocument9 pages36 Pfmeamscsmn100% (1)
- Apqp Advanced Product Quality PlanningDocument27 pagesApqp Advanced Product Quality PlanningRajesh KumarPas encore d'évaluation
- R&R FormatDocument2 pagesR&R FormatM.saravanan100% (1)
- Dmaic Roadmap PDFDocument1 pageDmaic Roadmap PDFKristof MCPas encore d'évaluation
- Audit Plan 审核计划: To be completed by theDocument3 pagesAudit Plan 审核计划: To be completed by thegeorge liuPas encore d'évaluation
- FIR-garments PDFDocument4 pagesFIR-garments PDFTarun PariharPas encore d'évaluation
- Roles & Responsibilities: Ref.: QAD-Annex-3 Page: 1 of 18 Rev.: 0 Date: 15.07.2017Document18 pagesRoles & Responsibilities: Ref.: QAD-Annex-3 Page: 1 of 18 Rev.: 0 Date: 15.07.2017DhinakaranPas encore d'évaluation
- GM 1927 36 Quality System Basic Marzo 2009 LpasDocument26 pagesGM 1927 36 Quality System Basic Marzo 2009 LpasFrancisco Javier Manzo100% (1)
- CSR Matrix For RefDocument6 pagesCSR Matrix For RefBard Z8Pas encore d'évaluation
- An Introduction To ISO/TS 16949:2002: by George TaoDocument91 pagesAn Introduction To ISO/TS 16949:2002: by George Taogerald904640Pas encore d'évaluation
- Customer Survey Form T2m 2009Document1 pageCustomer Survey Form T2m 2009Peracha EngineeringPas encore d'évaluation
- ATTRIBUTE MSADocument2 pagesATTRIBUTE MSADINESHCHOUDHARY880% (1)
- Total Productive Maintenance WorksheetDocument2 pagesTotal Productive Maintenance WorksheetSeda De Drasnia100% (1)
- Ppap Master TabsDocument37 pagesPpap Master TabsРадован ЛекићPas encore d'évaluation
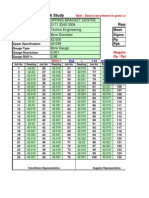
- Software For PP / PPK Study Results: Spring Bracket Centre 2171 3240 3304Document5 pagesSoftware For PP / PPK Study Results: Spring Bracket Centre 2171 3240 3304Gurjeet SinghPas encore d'évaluation
- Risk Assessment Tool: (Use This Tool To Analyze Potential Risks in Your Work Area.)Document5 pagesRisk Assessment Tool: (Use This Tool To Analyze Potential Risks in Your Work Area.)desurkarbPas encore d'évaluation
- PAPP Checklists and FormsDocument27 pagesPAPP Checklists and FormsFazal AhmedPas encore d'évaluation
- A3Document1 pageA3chavesierra20081 SierraPas encore d'évaluation
- Needs and Expectations, Turtle ChartDocument1 pageNeeds and Expectations, Turtle ChartChiheb GPas encore d'évaluation
- Format For Work Instruction MatrixDocument2 pagesFormat For Work Instruction MatrixKodhansPas encore d'évaluation
- Process Audit in Automobile Industry: Prepared by Bill YanDocument12 pagesProcess Audit in Automobile Industry: Prepared by Bill YanAmit DangiPas encore d'évaluation
- IATF 16949 2016 Gap ToolDocument353 pagesIATF 16949 2016 Gap ToolOziel Cardenas33% (6)
- Surface Finish Found 5.68ra Against Spe. 3.2ra On Ø60.0-0.3/-0.2mm ODDocument7 pagesSurface Finish Found 5.68ra Against Spe. 3.2ra On Ø60.0-0.3/-0.2mm ODBALACHANDAR SPas encore d'évaluation
- Fiat Control ChartDocument6 pagesFiat Control Chartsudar1477Pas encore d'évaluation
- Thyssenkrupp - Supplier Rating PDFDocument18 pagesThyssenkrupp - Supplier Rating PDFmihaichfPas encore d'évaluation
- MSA Bias & GRRDocument2 pagesMSA Bias & GRRRamchandrarao DeshpandePas encore d'évaluation
- Your Company Name 1680995-101 1680995-101 Bushing, Guide Slot E 2/1/2003 N/A 12/23/2005 0 John Smith Amy Millimen Jane Doe Bob Miller NameDocument20 pagesYour Company Name 1680995-101 1680995-101 Bushing, Guide Slot E 2/1/2003 N/A 12/23/2005 0 John Smith Amy Millimen Jane Doe Bob Miller Namekaran11deshmukhPas encore d'évaluation
- Success Sply CatalougeDocument4 pagesSuccess Sply CatalougePurushothama Nanje GowdaPas encore d'évaluation
- Kapitel 05 DINO Techn TeilDocument10 pagesKapitel 05 DINO Techn TeilPurushothama Nanje GowdaPas encore d'évaluation
- Internal Dimensions of Hexalobular Screws (DIN en ISO 10664)Document1 pageInternal Dimensions of Hexalobular Screws (DIN en ISO 10664)Purushothama Nanje GowdaPas encore d'évaluation
- V4precision Company Profile - 2019Document15 pagesV4precision Company Profile - 2019Purushothama Nanje GowdaPas encore d'évaluation
- Audit - Visio-Template Process MapDocument1 pageAudit - Visio-Template Process MapPurushothama Nanje GowdaPas encore d'évaluation
- Appendix A - Supplier ISO-TS16949 Checklist-Rev.1 PDFDocument45 pagesAppendix A - Supplier ISO-TS16949 Checklist-Rev.1 PDFPurushothama Nanje GowdaPas encore d'évaluation
- ASTM F1470.zcvg5907Document5 pagesASTM F1470.zcvg5907Purushothama Nanje Gowda100% (1)
- PPAP Readiness AuditDocument4 pagesPPAP Readiness AuditPurushothama Nanje GowdaPas encore d'évaluation
- APQP Manual VolvoDocument30 pagesAPQP Manual VolvoVictor Hugo50% (2)
- Lead Time - 001Document18 pagesLead Time - 001Purushothama Nanje GowdaPas encore d'évaluation
- De Burring SolutionsDocument2 pagesDe Burring SolutionsPurushothama Nanje GowdaPas encore d'évaluation
- TQM-TPM TRG ManualDocument113 pagesTQM-TPM TRG ManualPurushothama Nanje Gowda100% (1)
- Muhurats - Tithi Vaar Nakshatra Yoga Rah... Ts For Many Occasions - AstroccultDocument9 pagesMuhurats - Tithi Vaar Nakshatra Yoga Rah... Ts For Many Occasions - AstroccultPurushothama Nanje GowdaPas encore d'évaluation
- BS 6615 Iso 8062-CT7Document2 pagesBS 6615 Iso 8062-CT7Purushothama Nanje GowdaPas encore d'évaluation
- Lucas-TVS-SQA Manual PART A 23.04.2011final New 1Document133 pagesLucas-TVS-SQA Manual PART A 23.04.2011final New 1Purushothama Nanje Gowda0% (2)
- Saur Danfoss - SMDocument24 pagesSaur Danfoss - SMPurushothama Nanje GowdaPas encore d'évaluation
- HeliCoil Tapping ChartDocument2 pagesHeliCoil Tapping ChartPurushothama Nanje GowdaPas encore d'évaluation
- Centrala Termica Pe Lemn Si Carbune Rima SF Manual Tehnic LB EnglezaDocument26 pagesCentrala Termica Pe Lemn Si Carbune Rima SF Manual Tehnic LB EnglezaDobrin PaulPas encore d'évaluation
- JAVA Stack Installation in ERPDocument2 pagesJAVA Stack Installation in ERPsai_balaji_8Pas encore d'évaluation
- Bombas Pentax SADocument48 pagesBombas Pentax SAAgustin CahuanaPas encore d'évaluation
- Metalband SawDocument7 pagesMetalband SawRichard JongPas encore d'évaluation
- Programmable Safety Systems PSS-Range: Service Tool PSS SW QLD, From Version 4.2 Operating Manual Item No. 19 461Document18 pagesProgrammable Safety Systems PSS-Range: Service Tool PSS SW QLD, From Version 4.2 Operating Manual Item No. 19 461MAICK_ITSPas encore d'évaluation
- Technical Data For Elevator Buckets - Bucket ElevatorDocument1 pageTechnical Data For Elevator Buckets - Bucket ElevatorFitra VertikalPas encore d'évaluation
- Yucca Mountain Safety Evaluation Report - Volume 2Document665 pagesYucca Mountain Safety Evaluation Report - Volume 2The Heritage FoundationPas encore d'évaluation
- Carte Tehnicădetector Metale GarretDocument53 pagesCarte Tehnicădetector Metale Garretely_ely3395Pas encore d'évaluation
- Adequate Bearing Material and Heat TreatmentDocument20 pagesAdequate Bearing Material and Heat TreatmentdavidePas encore d'évaluation
- Constraints in DBMS - Types of Constraints in DBMS - Gate VidyalayDocument5 pagesConstraints in DBMS - Types of Constraints in DBMS - Gate VidyalayBivek Man SinghPas encore d'évaluation
- Surveying Civil Engineering Pictorial Booklet 15 English MediumDocument125 pagesSurveying Civil Engineering Pictorial Booklet 15 English MediumtnstcnpalanisamyPas encore d'évaluation
- Building 16 PrintDocument112 pagesBuilding 16 PrintNALEEMPas encore d'évaluation
- Water System PQDocument46 pagesWater System PQasit_mPas encore d'évaluation
- CPS 800 12 900 10 Parts List 2012 02 ENG 2205 6006 51 PDFDocument51 pagesCPS 800 12 900 10 Parts List 2012 02 ENG 2205 6006 51 PDFMar SolPas encore d'évaluation
- University of Tennessee - ChattanoogaDocument34 pagesUniversity of Tennessee - ChattanoogaMALIK ZARYABBABARPas encore d'évaluation
- Seminar Report ON "Linux"Document17 pagesSeminar Report ON "Linux"Ayush BhatPas encore d'évaluation
- Seismic Design & Installation Guide: Suspended Ceiling SystemDocument28 pagesSeismic Design & Installation Guide: Suspended Ceiling SystemhersonPas encore d'évaluation
- GYANDOOT SamitiDocument16 pagesGYANDOOT SamitivinaykoolsPas encore d'évaluation
- Udyam Registration Certificate UDYAM-MH-26-0097771Document3 pagesUdyam Registration Certificate UDYAM-MH-26-0097771Suresh D ChematePas encore d'évaluation
- Acids and Bases Part 3 (Weak Acids) EdexcelDocument2 pagesAcids and Bases Part 3 (Weak Acids) EdexcelKevin The Chemistry TutorPas encore d'évaluation
- Wireless - How Can I Tell If An RF Transmitter Is Transmitting - Electrical Engineering Stack ExchangeDocument2 pagesWireless - How Can I Tell If An RF Transmitter Is Transmitting - Electrical Engineering Stack ExchangeAkhil Paul VPas encore d'évaluation
- Iso 9974-2Document4 pagesIso 9974-2willianPas encore d'évaluation
- Brochure sp761lfDocument10 pagesBrochure sp761lfkathy fernandezPas encore d'évaluation
- LRT JakproDocument21 pagesLRT JakproAzzah Auliya Ardindasari100% (1)
- Synthetic Rubber Proofed/Coated Fuel Pump Diaphragm Fabric-Specification (Document9 pagesSynthetic Rubber Proofed/Coated Fuel Pump Diaphragm Fabric-Specification (Ved PrakashPas encore d'évaluation
- Technical Information: Chemical Resistance ChartDocument7 pagesTechnical Information: Chemical Resistance ChartthessandPas encore d'évaluation