Vous aimerez peut-être aussi
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3D'EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3Pas encore d'évaluation
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2D'EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2Pas encore d'évaluation
- Plastic Part DesignDocument10 pagesPlastic Part Designalidani_1Pas encore d'évaluation
- Design For Mouldability-UK092010Document16 pagesDesign For Mouldability-UK092010mjobson100% (1)
- Plastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1D'EverandPlastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Évaluation : 5 sur 5 étoiles5/5 (2)
- 9 Ejection System PDFDocument10 pages9 Ejection System PDFBa BuPas encore d'évaluation
- Chapter 2 Injection MoldsDocument83 pagesChapter 2 Injection MoldsRadia ElkhaniPas encore d'évaluation
- Runners and GatesDocument35 pagesRunners and Gatesbjdavies2010100% (2)
- Clamping Force & Tonnage CalculationDocument3 pagesClamping Force & Tonnage CalculationJyoti KalePas encore d'évaluation
- Theory of Moulds - ContentsDocument9 pagesTheory of Moulds - Contentsnagesh_sprao19275% (4)
- Moulding Technology: by Balraj TanwarDocument37 pagesMoulding Technology: by Balraj TanwarVinod KumarPas encore d'évaluation
- Tooling Standards Manual: MouldsDocument36 pagesTooling Standards Manual: Mouldsandre boniniPas encore d'évaluation
- Injection Molding SchematicDocument15 pagesInjection Molding SchematicSourav DipPas encore d'évaluation
- Mold Design FeasabilityDocument16 pagesMold Design FeasabilitySreedhar PugalendhiPas encore d'évaluation
- Injection Mold Design DetailsDocument43 pagesInjection Mold Design DetailsKen100% (1)
- Mould Starndard Parts PDFDocument13 pagesMould Starndard Parts PDFMohd Nazri SalimPas encore d'évaluation
- Techdesign Study: Plastic Mould Technology Duration: 30 DaysDocument14 pagesTechdesign Study: Plastic Mould Technology Duration: 30 DaysAnkit NaphadePas encore d'évaluation
- Injection Mould PDFDocument256 pagesInjection Mould PDFEdo KarmawiPas encore d'évaluation
- Mold and Die - PPTDocument110 pagesMold and Die - PPTThaloengsak Kucharoenpaisan100% (2)
- Pressure Requirements: Flow LengthDocument43 pagesPressure Requirements: Flow Lengthanirudha_jewalikar1100% (2)
- Mould Theory PDFDocument35 pagesMould Theory PDFArunava Bala75% (4)
- 6 Plastic Part Defect - 0Document27 pages6 Plastic Part Defect - 0allrounder_mannPas encore d'évaluation
- Mold Spec GuideDocument25 pagesMold Spec Guidemrj27050% (2)
- Protomold - Design For Mold AbilityDocument16 pagesProtomold - Design For Mold Abilitylanning15Pas encore d'évaluation
- Feed Is The Path, Which Plastic Melt From Nozzle Traverses To Reach The Impressions Without Much Loss of andDocument26 pagesFeed Is The Path, Which Plastic Melt From Nozzle Traverses To Reach The Impressions Without Much Loss of andS Karthick KeyanPas encore d'évaluation
- Typical Plastic Design ChecklistDocument6 pagesTypical Plastic Design ChecklistAlex DobrescuPas encore d'évaluation
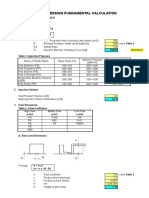
- Mold Design Fundamental Calculation BATTERY COVERDocument7 pagesMold Design Fundamental Calculation BATTERY COVERrgrao85Pas encore d'évaluation
- Protomold Cube KeyDocument2 pagesProtomold Cube KeyMarius MarchisPas encore d'évaluation
- Plastic Injection Molding Write UpDocument16 pagesPlastic Injection Molding Write UpVishal MahajanPas encore d'évaluation
- Molding CavityDocument7 pagesMolding CavitySudarno BaraPas encore d'évaluation
- PIM 101 Ebook-1Document33 pagesPIM 101 Ebook-1agniflamePas encore d'évaluation
- Injection Molding Defect OzDocument12 pagesInjection Molding Defect Oztopkaya100% (1)
- Introduction To Plastic Part DesignDocument61 pagesIntroduction To Plastic Part DesignVIGNESHPas encore d'évaluation
- Mould Design Part OneDocument15 pagesMould Design Part Oneazizmaarof100% (3)
- Injection Molded Part Problems & Solutions With: SkillbuilderDocument2 pagesInjection Molded Part Problems & Solutions With: SkillbuilderradzPas encore d'évaluation
- Blow Molding Design GuidlinesDocument13 pagesBlow Molding Design Guidlinesmayank123Pas encore d'évaluation
- Snap Fit DesignDocument4 pagesSnap Fit DesignJagadish_kPas encore d'évaluation
- PS Injection Mold Tool StandardsDocument107 pagesPS Injection Mold Tool StandardsНикола МедићPas encore d'évaluation
- Mold Cost EstimationDocument5 pagesMold Cost EstimationPenjahit TedyPas encore d'évaluation
- C8ff2ca9 7642 4e7c Bbf0 8231c2f9c870 - RT - 1317 - Us Ejection, Venting and CoolingDocument23 pagesC8ff2ca9 7642 4e7c Bbf0 8231c2f9c870 - RT - 1317 - Us Ejection, Venting and CoolingEdenilson FadekPas encore d'évaluation
- Injection MoldingDocument23 pagesInjection MoldingAditya DhikaPas encore d'évaluation
- Injection Molding Troubleshooting Flash BurnmarksDocument60 pagesInjection Molding Troubleshooting Flash Burnmarkswawawa1100% (1)
- Injection Moulding REPORT PDFDocument10 pagesInjection Moulding REPORT PDFmiraPas encore d'évaluation
- POM - Delrin Molding Guide-1Document48 pagesPOM - Delrin Molding Guide-1Ana Claudia Machado100% (1)
- Misumi Press Die StandardDocument72 pagesMisumi Press Die StandardthanhvutsmvnPas encore d'évaluation
- Design Guide For Reaction Injection Molded Plastic PartsDocument26 pagesDesign Guide For Reaction Injection Molded Plastic Partsxeron7126Pas encore d'évaluation
- Two Plate Three PlateDocument15 pagesTwo Plate Three PlateHarshvardhan KharatPas encore d'évaluation
- Injection Mold Standards 80 Eng D 20Document21 pagesInjection Mold Standards 80 Eng D 20Deep ShahPas encore d'évaluation
- Joining Methods: Tolerances: Fit Between PartsDocument11 pagesJoining Methods: Tolerances: Fit Between PartsChiara RipaltiPas encore d'évaluation
- Injection Molding MethodsDocument23 pagesInjection Molding MethodsKi SeyPas encore d'évaluation
- Cavity Mold Cooling Construction DesignDocument141 pagesCavity Mold Cooling Construction DesignJayson Serato50% (2)
- Injection MouldinDocument32 pagesInjection MouldinKarthick KarthickPas encore d'évaluation
- Seminar On Split Cavity MouldDocument43 pagesSeminar On Split Cavity MouldasgrutuPas encore d'évaluation
- Injection Mold Design Engineering Complete Self-Assessment GuideD'EverandInjection Mold Design Engineering Complete Self-Assessment GuidePas encore d'évaluation
- Resume That Gets Results PresentationDocument21 pagesResume That Gets Results Presentationanjal22Pas encore d'évaluation
- Van EssenDocument26 pagesVan Essenanjal22Pas encore d'évaluation
- 1) WhatDocument190 pages1) Whatanjal22Pas encore d'évaluation
- DX5100 Manual V3.37Document56 pagesDX5100 Manual V3.37anjal22Pas encore d'évaluation
- DX5100 Manual V3.37Document56 pagesDX5100 Manual V3.37anjal22Pas encore d'évaluation
- Creep Analysis With SolidworksDocument3 pagesCreep Analysis With Solidworksanjal22Pas encore d'évaluation
- Tablecurve2d 5 01 BrochureDocument4 pagesTablecurve2d 5 01 Brochureanjal22Pas encore d'évaluation
- BS en 16729-1Document40 pagesBS en 16729-1Anonymous ihanyMJPas encore d'évaluation
- Some Information About Edm EBM and LBMDocument6 pagesSome Information About Edm EBM and LBMRuchin ChahwalaPas encore d'évaluation
- PC-DMIS EDM Preset and Measure Brochure - enDocument4 pagesPC-DMIS EDM Preset and Measure Brochure - enAntonio CristianoPas encore d'évaluation
- NADCAP Checklist ListingDocument6 pagesNADCAP Checklist ListingMajid Shakeel100% (2)
- Epri 501a-DDocument154 pagesEpri 501a-DEKKACHAI PRABNAKORN100% (2)
- 1 s2.0 S0141635914002025 Main PDFDocument6 pages1 s2.0 S0141635914002025 Main PDFMark JamesPas encore d'évaluation
- Wire CutDocument3 pagesWire CutMahmoud ElsayedPas encore d'évaluation
- 18 International Metallurgy and Materials Congress: Beyond 45Document12 pages18 International Metallurgy and Materials Congress: Beyond 45levent oncelPas encore d'évaluation
- Objective Question Bank AMPDocument16 pagesObjective Question Bank AMPSANJAY KUMAR YADAV MtechPas encore d'évaluation
- CONVENTIONAL or RAM EDM (DIE SINKER EDM) PDFDocument4 pagesCONVENTIONAL or RAM EDM (DIE SINKER EDM) PDFjjzoranPas encore d'évaluation
- Square Hole Drilling MachineDocument4 pagesSquare Hole Drilling Machineedisonmech_erfPas encore d'évaluation
- List of Tesda Training Regulations As of 2020Document5 pagesList of Tesda Training Regulations As of 2020Aljon BalanagPas encore d'évaluation
- CIRP Annals - Manufacturing Technology: X. Cheng, K. Nakamoto, M. Sugai, S. Matsumoto, Z.G. Wang, K. YamazakiDocument6 pagesCIRP Annals - Manufacturing Technology: X. Cheng, K. Nakamoto, M. Sugai, S. Matsumoto, Z.G. Wang, K. YamazakiAmália EirezPas encore d'évaluation
- Aerospace ComponentsDocument16 pagesAerospace Componentsvigneshkumar rajan0% (1)
- Automation CIM Groover 4th Edition - PDF - by EasyEngineering - Net-2Document28 pagesAutomation CIM Groover 4th Edition - PDF - by EasyEngineering - Net-2Rishabh SrivastavaPas encore d'évaluation
- CFD Analysis of Flow PatternDocument100 pagesCFD Analysis of Flow Patternramkumar121Pas encore d'évaluation
- ME8073 - Unconventional Machining Process (Ripped From Amazon Kindle Ebooks by Sai Seena)Document260 pagesME8073 - Unconventional Machining Process (Ripped From Amazon Kindle Ebooks by Sai Seena)Johnson JohnsonPas encore d'évaluation
- DFM Injection Molding Analysis 0614Document9 pagesDFM Injection Molding Analysis 0614anjal22Pas encore d'évaluation
- An Empirical Study of Parameters in AbrasiveDocument9 pagesAn Empirical Study of Parameters in AbrasiveAneesh Kumaar IyyapphanPas encore d'évaluation
- Reference Standards Calibration Blocks: NDT IndustryDocument46 pagesReference Standards Calibration Blocks: NDT IndustryNaik Kiran GopiPas encore d'évaluation
- VTU SEM 1 Scheme of Evaluation and SyllabusDocument13 pagesVTU SEM 1 Scheme of Evaluation and SyllabusAdilHEngineerPas encore d'évaluation
- Materials Today: Proceedings: N.E. Arun Kumar, N. Sathishkumar, E. Raviraj, M. Pathri Narayanan, Roderik EugeneDocument8 pagesMaterials Today: Proceedings: N.E. Arun Kumar, N. Sathishkumar, E. Raviraj, M. Pathri Narayanan, Roderik EugeneGopinath GangadhariPas encore d'évaluation
- MicroMachiningTechAssessment 0209 TECHDocument239 pagesMicroMachiningTechAssessment 0209 TECHds_srinivasPas encore d'évaluation
- SARIXF SX 3D e 05Document2 pagesSARIXF SX 3D e 05regil01Pas encore d'évaluation
- Non Traditional MachiningDocument17 pagesNon Traditional MachiningLeo Dev WinsPas encore d'évaluation
- EDM Today, September/October 2009 IssueDocument4 pagesEDM Today, September/October 2009 Issuefeni4kaPas encore d'évaluation
- Mech3002y 3 2015 2Document7 pagesMech3002y 3 2015 2Keshav GopaulPas encore d'évaluation
- MT System Technical Manual PDFDocument56 pagesMT System Technical Manual PDFsowjanya gaddalaPas encore d'évaluation
- Department of Mechanical Engineering Question Bank 15ume911 Unconventional Machining Processes Unit - I Part ADocument6 pagesDepartment of Mechanical Engineering Question Bank 15ume911 Unconventional Machining Processes Unit - I Part ANagarajPas encore d'évaluation
- MetalSamples General Catalog XIIIDocument40 pagesMetalSamples General Catalog XIIIDavid Cruz ZamoraPas encore d'évaluation