Vous aimerez peut-être aussi
- Boiler Tube SamplingDocument24 pagesBoiler Tube SamplingMiltonPas encore d'évaluation
- Interpretation of Deposit Weight Density Analytical Results As A Measure of Boiler Tube CleanlinessDocument7 pagesInterpretation of Deposit Weight Density Analytical Results As A Measure of Boiler Tube CleanlinessJose100% (1)
- Tube Temperature Distribution in Water Tube Boiler - A - 2 PDFDocument14 pagesTube Temperature Distribution in Water Tube Boiler - A - 2 PDFYanuar KrisnahadiPas encore d'évaluation
- Asset Integrity Management A Complete Guide - 2020 EditionD'EverandAsset Integrity Management A Complete Guide - 2020 EditionPas encore d'évaluation
- PPChem RepeatsDocument11 pagesPPChem RepeatsAnonymous lHiaDxlpkxPas encore d'évaluation
- Waterwall - Fireside CorrosionDocument8 pagesWaterwall - Fireside CorrosionwahonodPas encore d'évaluation
- Case Studies On Boiler Tube ErosionDocument13 pagesCase Studies On Boiler Tube Erosionpankajbtc007100% (1)
- Boiler Tube AssessmentDocument2 pagesBoiler Tube Assessmentjunkhaed4018Pas encore d'évaluation
- Failures in Boiler TubesDocument15 pagesFailures in Boiler Tubesniraj_hwb100% (2)
- Cap Boiler ManualDocument43 pagesCap Boiler Manualdnageshm4n244100% (1)
- Some Aspects of Metallurgical Assessment of Boiler Tubes-Basic Principles and Case StudiesDocument10 pagesSome Aspects of Metallurgical Assessment of Boiler Tubes-Basic Principles and Case StudiesmsdoharPas encore d'évaluation
- Creep - Iwshibli PDFDocument32 pagesCreep - Iwshibli PDFIvanUribePas encore d'évaluation
- HRSG Final InspectionDocument8 pagesHRSG Final Inspectionmkarahan100% (1)
- Corrosion Failures: Theory, Case Studies, and SolutionsD'EverandCorrosion Failures: Theory, Case Studies, and SolutionsPas encore d'évaluation
- Chemistry and Metallurgy: Second Revised and Enlarged EditionD'EverandChemistry and Metallurgy: Second Revised and Enlarged EditionA. SherryPas encore d'évaluation
- Stress Corrosion Cracking Issues in Syngas PlantsDocument12 pagesStress Corrosion Cracking Issues in Syngas PlantsciaoPas encore d'évaluation
- Caustic GougingDocument5 pagesCaustic GougingChristian Paul Salazar SanchezPas encore d'évaluation
- Engineering 360 - Engineer's Guide To Boiler Tube InspectionsDocument3 pagesEngineering 360 - Engineer's Guide To Boiler Tube InspectionsIsmal AdrianPas encore d'évaluation
- Biological Treatment of Microbial Corrosion: Opportunities and ChallengesD'EverandBiological Treatment of Microbial Corrosion: Opportunities and ChallengesPas encore d'évaluation
- Fatigue CorrosionDocument2 pagesFatigue Corrosionaop10468Pas encore d'évaluation
- Feed Water ManagementDocument31 pagesFeed Water ManagementAnmol AgarwalPas encore d'évaluation
- Boiler Tube LeakagesDocument20 pagesBoiler Tube LeakagesParmeshwar Nath Tripathi100% (1)
- Manual On Boiler Tube FailureDocument69 pagesManual On Boiler Tube FailureAnudeep Chittluri100% (4)
- EPRI Atlas of Steamside Oxide ObservationsDocument12 pagesEPRI Atlas of Steamside Oxide Observationsekrem turan100% (2)
- WJ - 1982 - R B Dooley Dissimilar Weld Boiler Tube FailureDocument5 pagesWJ - 1982 - R B Dooley Dissimilar Weld Boiler Tube FailureKuthuraikaranPas encore d'évaluation
- Effect Scale Formation in Boiler Water Wall TubesDocument7 pagesEffect Scale Formation in Boiler Water Wall TubesRishabh ChaurePas encore d'évaluation
- Initial Assessment of Boiler O&MDocument27 pagesInitial Assessment of Boiler O&MsprotkarPas encore d'évaluation
- High Temperature CorrosionDocument16 pagesHigh Temperature CorrosionBubai111Pas encore d'évaluation
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsD'EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsPas encore d'évaluation
- Taming Condenser Tube Leaks - David G. DanielsDocument15 pagesTaming Condenser Tube Leaks - David G. DanielsMarioPas encore d'évaluation
- PPChem 2015 17 06 342-353 NewDocument12 pagesPPChem 2015 17 06 342-353 NewyogaPas encore d'évaluation
- Analysis of Steam Turbine Blade Failure LOW PRESSURE TURBINEDocument7 pagesAnalysis of Steam Turbine Blade Failure LOW PRESSURE TURBINEpoojaPas encore d'évaluation
- Boiler Life EstimationDocument5 pagesBoiler Life EstimationHalim Selamat100% (1)
- Components of Coal-Fired Steam Power PlantDocument5 pagesComponents of Coal-Fired Steam Power PlantDanBenedictAcuzarPas encore d'évaluation
- Flow Accelerated Corrosion of Pressure Vessels in Fossil Plants - DooleyDocument6 pagesFlow Accelerated Corrosion of Pressure Vessels in Fossil Plants - Dooleyvandrake10Pas encore d'évaluation
- 4 - Factors Promote Corrosion in Steam PlantDocument16 pages4 - Factors Promote Corrosion in Steam PlantMohammed AlSaleh100% (4)
- Failure Analysis and Creep Remaining Life of Hydrogen Reformer Outlet Pigtail TubesDocument12 pagesFailure Analysis and Creep Remaining Life of Hydrogen Reformer Outlet Pigtail TubesAndrea CalderaPas encore d'évaluation
- Dissimilar Welds in Refinery Services - B JackDocument18 pagesDissimilar Welds in Refinery Services - B JackSayiram GovindasamyPas encore d'évaluation
- +PPChem - Assessing N Controlling Corrosion in ACCsDocument11 pages+PPChem - Assessing N Controlling Corrosion in ACCsCyrix.OnePas encore d'évaluation
- Reducing Corrosion and Potential Boiler Failure With Superior Iron Transport TechnologyDocument46 pagesReducing Corrosion and Potential Boiler Failure With Superior Iron Transport TechnologymnasiroleslamiPas encore d'évaluation
- Embrittlement of Engineering AlloysD'EverandEmbrittlement of Engineering AlloysC.L. BriantPas encore d'évaluation
- Boiler Tube Failures: Pradip PatelDocument69 pagesBoiler Tube Failures: Pradip PatelVishnu ParvandaPas encore d'évaluation
- EPRI Sootblower WDocument13 pagesEPRI Sootblower WSiva KumarPas encore d'évaluation
- 000000003002006390Document110 pages000000003002006390Betty Bowersox100% (1)
- Case Studies in Boiler FailuresDocument14 pagesCase Studies in Boiler Failuresparthi2006576880% (5)
- Corrosion FatigueDocument0 pageCorrosion FatigueBangkit Rachmat HilcaPas encore d'évaluation
- Boiler Condition AssessmentDocument4 pagesBoiler Condition AssessmentJozsef Magyari100% (1)
- Analysis of Boiler Tube FailureDocument6 pagesAnalysis of Boiler Tube FailureInternational Journal of Innovative Science and Research Technology100% (1)
- Advanced Boiler TubeDocument2 pagesAdvanced Boiler TubeShailendra WaniPas encore d'évaluation
- Boiler Corrosion MagnetiteDocument14 pagesBoiler Corrosion MagnetiteJakeTheSnake69Pas encore d'évaluation
- Alloy 800 Steam Generator Tube Stress Corrosion CracksDocument9 pagesAlloy 800 Steam Generator Tube Stress Corrosion CracksETSPas encore d'évaluation
- Chemical Cleaning NPTIDocument39 pagesChemical Cleaning NPTISaravana Kumar100% (1)
- Sulfuric Acid Dew Point Corrosion in Waste Heat Boiler Tube For Coppe PDFDocument8 pagesSulfuric Acid Dew Point Corrosion in Waste Heat Boiler Tube For Coppe PDFFaiz AgungPas encore d'évaluation
- Corrosion Failures - Inspection in HRSGDocument12 pagesCorrosion Failures - Inspection in HRSGOwais Malik100% (1)
- 2-Boiler Corrosion Issues-By Harmen Bouwman-SHELLDocument65 pages2-Boiler Corrosion Issues-By Harmen Bouwman-SHELLanand_basuri100% (1)
- Boiler Water ConditioningDocument3 pagesBoiler Water ConditioningShahin AfrozPas encore d'évaluation
- Boiler Tube Facts BookDocument29 pagesBoiler Tube Facts Bookinsult2injury100% (3)
- Data SAF2205 04Document8 pagesData SAF2205 04il_yoo_1Pas encore d'évaluation
- Chemical CleaningDocument56 pagesChemical CleaningRathinamalPas encore d'évaluation
- Steam Purity Considerations For New TurbinesDocument46 pagesSteam Purity Considerations For New Turbinesomertrik100% (1)
- Thiourea PDFDocument43 pagesThiourea PDFMohamad EshraPas encore d'évaluation
- Uf Tech ManualDocument18 pagesUf Tech ManualVemulapalli SaibabuPas encore d'évaluation
- THIOUREADocument1 pageTHIOUREAMohamad EshraPas encore d'évaluation
- Maintaining Your Compressor in Demanding EnvironmentsDocument32 pagesMaintaining Your Compressor in Demanding EnvironmentsMohamad EshraPas encore d'évaluation
- Thiourea PDFDocument43 pagesThiourea PDFMohamad EshraPas encore d'évaluation
- Natural ResourcesDocument27 pagesNatural ResourcesMohamad EshraPas encore d'évaluation
- Monel Data SheetDocument16 pagesMonel Data SheetElias KapaPas encore d'évaluation
- AMI HydrazineDocument84 pagesAMI HydrazineMohamad EshraPas encore d'évaluation
- Exp12 PDFDocument13 pagesExp12 PDFSarang BondePas encore d'évaluation
- Ion Exchange Resins For The Power IndustryDocument32 pagesIon Exchange Resins For The Power IndustryMohamad Eshra100% (1)
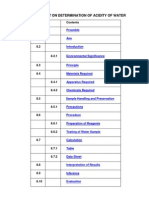
- Exp 5 - PDF Acidity of WaterDocument14 pagesExp 5 - PDF Acidity of WaterYogendra PatilPas encore d'évaluation
- Creep CorrosionDocument28 pagesCreep CorrosionMohamad EshraPas encore d'évaluation
- 6 3corrosionDocument7 pages6 3corrosionwadukkkkPas encore d'évaluation
- LSD-NEERI - Water Quality AnalysisDocument68 pagesLSD-NEERI - Water Quality AnalysisSubrahmanyan EdamanaPas encore d'évaluation
- How To Prevent Boiler Tube CorrosionDocument5 pagesHow To Prevent Boiler Tube CorrosionMohamad EshraPas encore d'évaluation
- Beginners Guide To CorrosionDocument10 pagesBeginners Guide To Corrosionshamu081Pas encore d'évaluation
- Boiler Pressure Component Failure MechanismsDocument7 pagesBoiler Pressure Component Failure MechanismsMohamad EshraPas encore d'évaluation
- Water Treatment ChemicalsDocument8 pagesWater Treatment ChemicalsMohamad EshraPas encore d'évaluation
- Chapter 2 - Factors Affecting Corrosion of HbsnsDocument16 pagesChapter 2 - Factors Affecting Corrosion of HbsnsMohamad EshraPas encore d'évaluation
- Basics of Corrosion ControlDocument9 pagesBasics of Corrosion ControlSenad Senna MuratovicPas encore d'évaluation
- Intecna: Defoamers - Antifoam AgentDocument5 pagesIntecna: Defoamers - Antifoam AgentMohamad EshraPas encore d'évaluation
- Creep CorrosionDocument28 pagesCreep CorrosionMohamad EshraPas encore d'évaluation
- 25 Water Treatment Training Boiler Water TreatmentDocument94 pages25 Water Treatment Training Boiler Water TreatmentMohamad Eshra100% (1)
- 1 - Boiler Tube FailuresDocument54 pages1 - Boiler Tube FailuresMohamad EshraPas encore d'évaluation
- Handbook of Instrumental Techniques For Analytical CHemistry - Fran A.Settle PDFDocument728 pagesHandbook of Instrumental Techniques For Analytical CHemistry - Fran A.Settle PDFGuto Steinhorst100% (5)
- Failure Tube BoilerDocument8 pagesFailure Tube Boilerberanosh100% (3)
- MDS AssignmentDocument3 pagesMDS AssignmentRosina AdhikariPas encore d'évaluation
- HYSYS Workshop - ONGC - CleanedDocument144 pagesHYSYS Workshop - ONGC - Cleanedapoorv appuPas encore d'évaluation
- Basic Car Air Conditioning: DENSO Europe BVDocument61 pagesBasic Car Air Conditioning: DENSO Europe BVHaroon GhaniPas encore d'évaluation
- Assignment ThermoDocument6 pagesAssignment ThermoShahrul NaimPas encore d'évaluation
- Rules For The Classification and Construction of Sea-Going Ships Part XII Refrigerating Plants 2-020101-124-E-12Document39 pagesRules For The Classification and Construction of Sea-Going Ships Part XII Refrigerating Plants 2-020101-124-E-12academo misirPas encore d'évaluation
- Hvac Assignment 2Document6 pagesHvac Assignment 2AB RehmanPas encore d'évaluation
- Chiller Selection ModelDocument1 pageChiller Selection ModeldodonggPas encore d'évaluation
- Me 6512 Thermal Engineering Lab Manual 2013 RegulationDocument94 pagesMe 6512 Thermal Engineering Lab Manual 2013 RegulationSujith JPas encore d'évaluation
- Cooling Load UERM CANTEENDocument52 pagesCooling Load UERM CANTEENHenry San PedroPas encore d'évaluation
- Heat ExchangerDocument29 pagesHeat Exchangerrodel rentaPas encore d'évaluation
- Part 8Document44 pagesPart 8ronasso7Pas encore d'évaluation
- Zeolite Adsorption CurvesDocument14 pagesZeolite Adsorption CurvesThania QHPas encore d'évaluation
- Mechanical Design of Heat ExchangersDocument7 pagesMechanical Design of Heat ExchangersLalit MohanPas encore d'évaluation
- Energy Audit ChecklistDocument7 pagesEnergy Audit ChecklistArsandi WidityaPas encore d'évaluation
- Energy Engineering Dept / 4Th Class (2015-2016) / Design of Energy SystemsDocument7 pagesEnergy Engineering Dept / 4Th Class (2015-2016) / Design of Energy SystemsUmed ADA-ALSATARPas encore d'évaluation
- III 3 HeatTransfer 1 3Document3 pagesIII 3 HeatTransfer 1 3SannyBombeoJomocPas encore d'évaluation
- Improve Chiller Efficiency - The Engineering MindsetDocument10 pagesImprove Chiller Efficiency - The Engineering Mindsetjeevitha jeeviPas encore d'évaluation
- Heat Exchangers SeminarDocument15 pagesHeat Exchangers SeminarShivang Gupta100% (1)
- A Thermal WheelDocument1 pageA Thermal WheelrkibPas encore d'évaluation
- Zone Sizing Summary For Chiller: Air System InformationDocument4 pagesZone Sizing Summary For Chiller: Air System InformationGior GioPas encore d'évaluation
- Refrigeration Cycle ExperimentDocument10 pagesRefrigeration Cycle ExperimentJay NgPas encore d'évaluation
- Thermodynamics ReviewerDocument118 pagesThermodynamics ReviewerRenz Karl DeclaroPas encore d'évaluation
- Lab Session 4: Photovoltaic CellsDocument11 pagesLab Session 4: Photovoltaic CellsHasnain AshrafPas encore d'évaluation
- Boiler Interview Question & Answer - Askpowerplant PDFDocument23 pagesBoiler Interview Question & Answer - Askpowerplant PDFnandusp1Pas encore d'évaluation
- EG Baumusterprüfbescheinigung EX-HG4+5+6 EnglischDocument2 pagesEG Baumusterprüfbescheinigung EX-HG4+5+6 Englischmch11tangoPas encore d'évaluation
- Introduction and Basic Concepts: Heat and Mass Transfer: Fundamentals & ApplicationsDocument46 pagesIntroduction and Basic Concepts: Heat and Mass Transfer: Fundamentals & ApplicationsMatthew ShieldsPas encore d'évaluation
- Is 14164.2008-Insulation ApplicationDocument42 pagesIs 14164.2008-Insulation ApplicationVIVEK TIWARIPas encore d'évaluation
- DAIKIN PRICING & PIPING LENGTH - Non Inverter Series (19 - 5 - 16) PDFDocument3 pagesDAIKIN PRICING & PIPING LENGTH - Non Inverter Series (19 - 5 - 16) PDFIswadi Bin ZulkarnainPas encore d'évaluation
- Steam Tracing Excel 2007Document74 pagesSteam Tracing Excel 2007cyberminePas encore d'évaluation
- VVT System VentilationDocument9 pagesVVT System Ventilationenlightened1718Pas encore d'évaluation