Vous aimerez peut-être aussi
- Guide to Load Analysis for Durability in Vehicle EngineeringD'EverandGuide to Load Analysis for Durability in Vehicle EngineeringP. JohannessonÉvaluation : 4 sur 5 étoiles4/5 (1)
- Bogie Technical RequirementsDocument8 pagesBogie Technical RequirementsAmit shahPas encore d'évaluation
- Jsae Jaso c615-1989Document18 pagesJsae Jaso c615-1989pranayPas encore d'évaluation
- Concepts of SubmarineDocument17 pagesConcepts of Submarinemailbkrao0% (1)
- Maximizing Emissions Control with Compact Fume ExtractionDocument9 pagesMaximizing Emissions Control with Compact Fume ExtractionS Ray Chaudhury100% (1)
- AIS-007 Technical SpecificationsDocument263 pagesAIS-007 Technical SpecificationsShiv Raj MathurPas encore d'évaluation
- Design & Analysis of Steering System Drag Link Against Buckling Loads For Tipper ApplicationDocument7 pagesDesign & Analysis of Steering System Drag Link Against Buckling Loads For Tipper ApplicationIJIERT-International Journal of Innovations in Engineering Research and TechnologyPas encore d'évaluation
- RFQ of C45 SteelDocument3 pagesRFQ of C45 Steelnhirpara1Pas encore d'évaluation
- ASCProductGuideRev7 PDFDocument101 pagesASCProductGuideRev7 PDFFabiano OliveiraPas encore d'évaluation
- Permaglide Glijlagers LRDocument76 pagesPermaglide Glijlagers LRVitor GodoyPas encore d'évaluation
- Analysis of Case HERO CYCLEDocument5 pagesAnalysis of Case HERO CYCLEMohit Malviya0% (1)
- Is - 1161 - Steel TubesDocument8 pagesIs - 1161 - Steel TubesAsif Ali100% (1)
- Surface Roughness by Different Processing MethodsDocument1 pageSurface Roughness by Different Processing Methodsapi-3848892100% (1)
- Diamond ToolsDocument152 pagesDiamond ToolsPradeepkumar KpPas encore d'évaluation
- Static Analysis of A Bycycle FrameDocument24 pagesStatic Analysis of A Bycycle FrameADARSH SINGHPas encore d'évaluation
- Is 15581Document14 pagesIs 15581VishwanadhPas encore d'évaluation
- Silent BlockDocument21 pagesSilent BlockVijayGowthamanPas encore d'évaluation
- Vrir Y?Kqñr Dkczu Blikr DH PKNJ, Oa Iùkh: HKKJRH EkudDocument14 pagesVrir Y?Kqñr Dkczu Blikr DH PKNJ, Oa Iùkh: HKKJRH Ekudsunil kumar sharmaPas encore d'évaluation
- Bec in CouplerDocument27 pagesBec in Couplerbec foundryPas encore d'évaluation
- Disclosure To Promote The Right To InformationDocument17 pagesDisclosure To Promote The Right To InformationCanan DönmezPas encore d'évaluation
- Leong Jin Product List-May 2013-Rev 10Document59 pagesLeong Jin Product List-May 2013-Rev 10EswaranPas encore d'évaluation
- Pittsburgh Hydraulic Jack Manual 66482Document12 pagesPittsburgh Hydraulic Jack Manual 66482linx316Pas encore d'évaluation
- Spring Materials PDFDocument25 pagesSpring Materials PDFyatin chhabra0% (1)
- RCFDocument16 pagesRCFAmitShuklaPas encore d'évaluation
- Tolerance Variance Analysis WP PDFDocument22 pagesTolerance Variance Analysis WP PDFNirmalan GanapathyPas encore d'évaluation
- Automotive Manufacturing Processes: Tal Vagman Directory Product StrategyDocument16 pagesAutomotive Manufacturing Processes: Tal Vagman Directory Product StrategyRodrigo Andres Calderon NaranjoPas encore d'évaluation
- Zinc Plating Corrosion Protection ExplainedDocument2 pagesZinc Plating Corrosion Protection ExplainedErixon RamírezPas encore d'évaluation
- Small Commercial Vehicles India 2022Document26 pagesSmall Commercial Vehicles India 2022tussi_91100% (1)
- Hydraulic Rod Bending MachineDocument14 pagesHydraulic Rod Bending Machinek.santhosh kumar50% (2)
- Training Material 450spp - Apgenco RTPPDocument78 pagesTraining Material 450spp - Apgenco RTPPSai pavan kumar reddy YeddulaPas encore d'évaluation
- HOERBIGER DCT-Type SynchronizerDocument4 pagesHOERBIGER DCT-Type SynchronizermaheshmbelgaviPas encore d'évaluation
- Draft Handbook On Restoration by Hydraulic Re-Railing EquipmentDocument50 pagesDraft Handbook On Restoration by Hydraulic Re-Railing EquipmentRakhi LaddarPas encore d'évaluation
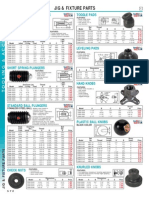
- Jigs & Fixture PartsDocument1 pageJigs & Fixture Parts003sureshPas encore d'évaluation
- Conveyor Components PDFDocument139 pagesConveyor Components PDFNurPas encore d'évaluation
- Types of GearsDocument22 pagesTypes of GearsAnonymous 2RbW9dPas encore d'évaluation
- Rolling Bearings Handbook, by NTN Corporation JapanDocument84 pagesRolling Bearings Handbook, by NTN Corporation JapanTheRFCBlueBearPas encore d'évaluation
- Mahindra StandardDocument6 pagesMahindra StandardSuresh Shinde67% (3)
- Leading Bearing Manufacturer Hyder Ali & Co. Product GuideDocument130 pagesLeading Bearing Manufacturer Hyder Ali & Co. Product Guideusmaniqbal15Pas encore d'évaluation
- Gears - Engineering InformationDocument138 pagesGears - Engineering InformationGiang T LePas encore d'évaluation
- Design and Analysis of Steering Knuckle Component For Terrain VehicleDocument7 pagesDesign and Analysis of Steering Knuckle Component For Terrain Vehicleapurva kumar singhPas encore d'évaluation
- A Study On Rail Spring Workshop, Gwalior (M.P)Document43 pagesA Study On Rail Spring Workshop, Gwalior (M.P)Rachna Marcus100% (4)
- Bombardier Transportation - Bogies ServicesDocument8 pagesBombardier Transportation - Bogies ServicesCosty TransPas encore d'évaluation
- Caparo Maruti LTD.: Project Report ON Pressing & Welding TechnologyDocument44 pagesCaparo Maruti LTD.: Project Report ON Pressing & Welding TechnologyNitesh YadavPas encore d'évaluation
- Automotive Workshop On BiW-Structures PDFDocument41 pagesAutomotive Workshop On BiW-Structures PDFArvind KatyayanPas encore d'évaluation
- Bearing SKFDocument44 pagesBearing SKFCarlos SolerPas encore d'évaluation
- Is 2102Document8 pagesIs 2102Sowmen Chakroborty100% (1)
- PRAVEEN KUMAR - AS08 - VehicleHomologationandTesting PDFDocument4 pagesPRAVEEN KUMAR - AS08 - VehicleHomologationandTesting PDFpraveenPas encore d'évaluation
- Study Concerning The Ball Joint Functionality of A Vehicle Steering SystemDocument6 pagesStudy Concerning The Ball Joint Functionality of A Vehicle Steering SystemnicusorbarPas encore d'évaluation
- A Method to Optimize Brass Synchronizer RingDocument6 pagesA Method to Optimize Brass Synchronizer RingaravindhPas encore d'évaluation
- Egemaster-Non Sparking Tools Safety PDFDocument5 pagesEgemaster-Non Sparking Tools Safety PDFZulfiqar AliPas encore d'évaluation
- Jis G 3466 - 2006 (JP)Document11 pagesJis G 3466 - 2006 (JP)HongHaiDuongPas encore d'évaluation
- PC-06 May19PrinciplesCourse - 7 PDFDocument40 pagesPC-06 May19PrinciplesCourse - 7 PDFAdiPas encore d'évaluation
- Steel Bars, Carbon and Alloy, Hot-Wrought, General Requirements ForDocument16 pagesSteel Bars, Carbon and Alloy, Hot-Wrought, General Requirements Forsharon blushteinPas encore d'évaluation
- (PDF) Design Report Quad Bike Design Challenge - 2016Document13 pages(PDF) Design Report Quad Bike Design Challenge - 2016abhijitakadamPas encore d'évaluation
- Ch-10 Grinding and FinishingDocument121 pagesCh-10 Grinding and FinishingMANJEET KUMARPas encore d'évaluation
- Basic Concepts For Methods of Inspection of Gear ParameterDocument2 pagesBasic Concepts For Methods of Inspection of Gear ParameterTokkummaa CimsaaPas encore d'évaluation
- MP 0 4900 11 (Rev 1) Jan 10Document14 pagesMP 0 4900 11 (Rev 1) Jan 10P K SachanPas encore d'évaluation
- HKKJR LJDKJ Jsy Ea KyDocument18 pagesHKKJR LJDKJ Jsy Ea KymailbkraoPas encore d'évaluation
- Functional Specification FOR Chain Pulley BlockDocument9 pagesFunctional Specification FOR Chain Pulley BlockVinayaga MoorthiPas encore d'évaluation
- Eq BeamDocument13 pagesEq BeammailbkraoPas encore d'évaluation
- Structural Fabrication SpecificationDocument18 pagesStructural Fabrication Specificationravirawat15Pas encore d'évaluation
- STD Spec - Pig TrapsDocument10 pagesSTD Spec - Pig TrapsArun MishraPas encore d'évaluation
- MP Misc 255 April 10 Emd CommissioningDocument6 pagesMP Misc 255 April 10 Emd CommissioningmailbkraoPas encore d'évaluation
- Non Verbal ReasoningDocument18 pagesNon Verbal ReasoningParesh Modi100% (3)
- Non Metallic Bushes in Wdg3a LocoDocument5 pagesNon Metallic Bushes in Wdg3a LocomailbkraoPas encore d'évaluation
- Current Affairs Feb 2016Document138 pagesCurrent Affairs Feb 2016mailbkraoPas encore d'évaluation
- Move of GM LocoDocument17 pagesMove of GM LocomailbkraoPas encore d'évaluation
- 144372311Document201 pages144372311mailbkraoPas encore d'évaluation
- 125 Ton Drop Table - SEC RailwayDocument34 pages125 Ton Drop Table - SEC RailwaymailbkraoPas encore d'évaluation
- 50T Drop Table SEC RailwayDocument28 pages50T Drop Table SEC RailwaymailbkraoPas encore d'évaluation
- Here are the solutions to the Time and Work problems:1) a2) c 3) b4) a5) c6) bDocument27 pagesHere are the solutions to the Time and Work problems:1) a2) c 3) b4) a5) c6) bSivakumar MPas encore d'évaluation
- 40 Days SCHDocument23 pages40 Days SCHmailbkraoPas encore d'évaluation
- Prevent Screw Loosening on ALCO Locomotive Suspension UnitsDocument5 pagesPrevent Screw Loosening on ALCO Locomotive Suspension UnitsmailbkraoPas encore d'évaluation
- Mod Lub PinDocument3 pagesMod Lub PinmailbkraoPas encore d'évaluation
- Must Change Item in PohDocument23 pagesMust Change Item in Pohmailbkrao100% (1)
- Eye Type DamperDocument3 pagesEye Type DampermailbkraoPas encore d'évaluation
- Failure of PinionDocument6 pagesFailure of PinionmailbkraoPas encore d'évaluation
- Cru BRG ModDocument3 pagesCru BRG ModmailbkraoPas encore d'évaluation
- Calibrate Fuel Tank SensorDocument4 pagesCalibrate Fuel Tank SensormailbkraoPas encore d'évaluation
- Conversion From S BRG To RSBDocument3 pagesConversion From S BRG To RSBmailbkraoPas encore d'évaluation
- Bolts IdentificationDocument4 pagesBolts IdentificationmailbkraoPas encore d'évaluation
- TSED 201047 Nov 10Document20 pagesTSED 201047 Nov 10mailbkraoPas encore d'évaluation
- 40 Days SCHDocument23 pages40 Days SCHmailbkraoPas encore d'évaluation
- RDSO-approved system level functional tests for FOGPASS equipmentDocument15 pagesRDSO-approved system level functional tests for FOGPASS equipmentmailbkraoPas encore d'évaluation
- Weight of Loco-LHCDocument1 pageWeight of Loco-LHCmailbkraoPas encore d'évaluation
- Ver SineDocument2 pagesVer SinemailbkraoPas encore d'évaluation
- RDSO-approved system level functional tests for FOGPASS equipmentDocument15 pagesRDSO-approved system level functional tests for FOGPASS equipmentmailbkraoPas encore d'évaluation
- FlashLight DetailsDocument28 pagesFlashLight DetailsmailbkraoPas encore d'évaluation
- Classi AccDocument21 pagesClassi AccmailbkraoPas encore d'évaluation
- Accident EnquireiesDocument33 pagesAccident EnquireiesmailbkraoPas encore d'évaluation
- Astm A 276Document7 pagesAstm A 276prajaptijagdishPas encore d'évaluation
- 46 Best Logging ToolsDocument49 pages46 Best Logging ToolsKeone SemanaPas encore d'évaluation
- Mittal NC F1.1 Round BarDocument7 pagesMittal NC F1.1 Round BarDominic LeePas encore d'évaluation
- Technical Guidelines for Optimizing Shot Tip LifeDocument25 pagesTechnical Guidelines for Optimizing Shot Tip Lifelucho0314Pas encore d'évaluation
- Module 4 Lecture 1 Final PDFDocument8 pagesModule 4 Lecture 1 Final PDFAshish ManwarPas encore d'évaluation
- IS - 1875 - CS For Billet, Bloom, Slab & Bar For Forging PDFDocument12 pagesIS - 1875 - CS For Billet, Bloom, Slab & Bar For Forging PDFSreenathaPas encore d'évaluation
- Lift Brochure 8 06-2Document8 pagesLift Brochure 8 06-2Orlando MelipillanPas encore d'évaluation
- Prasanth LeeDocument46 pagesPrasanth LeePRASANTHPas encore d'évaluation
- Hulamin Extrusions Design Manual 2016 Low WebDocument71 pagesHulamin Extrusions Design Manual 2016 Low WebramonaPas encore d'évaluation
- A582 - A582m - 2005 PDFDocument4 pagesA582 - A582m - 2005 PDFPatricio Altavilla100% (1)
- Equity Note - GPH Ispat LimitedDocument2 pagesEquity Note - GPH Ispat LimitedOsmaan GóÑÍPas encore d'évaluation
- AMS4907MDocument10 pagesAMS4907Mremaja1249Pas encore d'évaluation
- Browning Machine Gun Cal .30 - Technical Air Intelligence Report 21 - Examination of Japanese Browning Machine Gun - 1944Document15 pagesBrowning Machine Gun Cal .30 - Technical Air Intelligence Report 21 - Examination of Japanese Browning Machine Gun - 1944ab212amisarPas encore d'évaluation
- Know Your SteelDocument61 pagesKnow Your SteelJose ManjooranPas encore d'évaluation
- Stuckey Casing ScrapersDocument5 pagesStuckey Casing ScrapersGeorge Lamey0% (1)
- Forming Tomorrow: Vina One Steel Manufacturing CorporationDocument24 pagesForming Tomorrow: Vina One Steel Manufacturing CorporationReab SimanthPas encore d'évaluation
- A582A582M-12e1 Standard Specification For Free-Machining Stainless Steel BarsDocument4 pagesA582A582M-12e1 Standard Specification For Free-Machining Stainless Steel Barstjt4779Pas encore d'évaluation
- Extrusion Work InstructionDocument3 pagesExtrusion Work InstructionIbrahim AbduPas encore d'évaluation
- KSRM Industrial Tour ReportDocument44 pagesKSRM Industrial Tour Reporthasan tareq100% (11)
- 904L Round BarDocument4 pages904L Round BarSP METALPas encore d'évaluation
- Tosçelik Wire Rod Rolling Mill Production ProcessDocument42 pagesTosçelik Wire Rod Rolling Mill Production Processecaph244Pas encore d'évaluation
- Morgan Vee Mini BlockDocument5 pagesMorgan Vee Mini BlockRAUL VILLAMILPas encore d'évaluation
- ARP CatalogDocument92 pagesARP CatalogdetworkshopPas encore d'évaluation
- 6ILS-MUK - Juli 11 - ENDocument63 pages6ILS-MUK - Juli 11 - ENGerald0% (1)
- Rolling Mill ReportDocument25 pagesRolling Mill ReportrohitPas encore d'évaluation
- Special Steel SAILDocument25 pagesSpecial Steel SAILDayanand SharmaPas encore d'évaluation
- Astm A 564Document7 pagesAstm A 564GeorgeAzmirPas encore d'évaluation
- BronzeDocument4 pagesBronzeGaurav Kumar SinghPas encore d'évaluation
- A 705 - A705m - 95 R00 Qtcwns9bnza1tqDocument7 pagesA 705 - A705m - 95 R00 Qtcwns9bnza1tqRuiz D. AntonioPas encore d'évaluation