Vous aimerez peut-être aussi
- Industrial and Process Furnaces: Principles, Design and OperationD'EverandIndustrial and Process Furnaces: Principles, Design and OperationPas encore d'évaluation
- Textbook 3 Cement Production v20Document9 pagesTextbook 3 Cement Production v20Swapnesh VairagiPas encore d'évaluation
- Cement Kilns PDFDocument321 pagesCement Kilns PDFVisnu Sankar100% (1)
- Decarbonisation Cement IndustryDocument96 pagesDecarbonisation Cement IndustryKevin AdiwidjajaPas encore d'évaluation
- Cc-Processing in CementDocument47 pagesCc-Processing in CementDharmesh100% (1)
- Cement Process ChemistryDocument72 pagesCement Process ChemistryGiequat100% (1)
- Measure Clinker Temperature at Cooler ExitDocument3 pagesMeasure Clinker Temperature at Cooler ExitTamer FathyPas encore d'évaluation
- RedoxDocument7 pagesRedoxElwathig BakhietPas encore d'évaluation
- Fuel and Clinker WeighingDocument20 pagesFuel and Clinker Weighingsempatik721Pas encore d'évaluation
- Holderbank: Binder 1 Materials Technology IDocument2 pagesHolderbank: Binder 1 Materials Technology IlatiefPas encore d'évaluation
- Cement Manufacturing Technology: Cemnet Training - Course Tcm01 Module 6 - Session 1Document13 pagesCement Manufacturing Technology: Cemnet Training - Course Tcm01 Module 6 - Session 1PiNGPooNGPas encore d'évaluation
- Cooling Cement Clinker Exercise2.3.4Document2 pagesCooling Cement Clinker Exercise2.3.4Mohammed AbdoPas encore d'évaluation
- Cement Kiln Process Chemistry: Cemnet Training - Course Ckpc01 Module 3.4 - DioxinsDocument6 pagesCement Kiln Process Chemistry: Cemnet Training - Course Ckpc01 Module 3.4 - DioxinsElwathig BakhietPas encore d'évaluation
- Cement IndustryDocument27 pagesCement IndustryAhmed Mahmoud100% (1)
- Utilization of Fluff From Reception To BurnerDocument28 pagesUtilization of Fluff From Reception To BurnerfylakyaPas encore d'évaluation
- Classification Separation Exercise2.5.2Document2 pagesClassification Separation Exercise2.5.2Mohammed AbdoPas encore d'évaluation
- Ash Ring Formation in KilnDocument4 pagesAsh Ring Formation in KilnSiddharth SinghPas encore d'évaluation
- Cement Kiln DustDocument36 pagesCement Kiln DustjagrutPas encore d'évaluation
- VDZ Cement Manufacturing Course FlyerDocument4 pagesVDZ Cement Manufacturing Course FlyerfaheemqcPas encore d'évaluation
- PHD Thesis - Linda NørskovDocument203 pagesPHD Thesis - Linda NørskovmjbotelhoPas encore d'évaluation
- Group - 5-Cement ProductionDocument147 pagesGroup - 5-Cement ProductionAli Aliyev100% (1)
- Pre-Homogenization Factor PDFDocument6 pagesPre-Homogenization Factor PDFAfqan B-v0% (1)
- VDZ ActivityReport07 09Document140 pagesVDZ ActivityReport07 09jorge_acosta_112100% (1)
- Burners - ACMCDocument19 pagesBurners - ACMCMuhammad ZaghloulPas encore d'évaluation
- Lucie MillDocument50 pagesLucie MillJoko DewotoPas encore d'évaluation
- PreparationOfAlternativeFuels TextDocument35 pagesPreparationOfAlternativeFuels TextMKPashaPashaPas encore d'évaluation
- Cement Manufacturing ProcessDocument2 pagesCement Manufacturing Processkinghari808100% (1)
- Impact of Alternative Fuels On The Cement Manufacturing Plant Performance An OverviewDocument224 pagesImpact of Alternative Fuels On The Cement Manufacturing Plant Performance An OverviewawfahaddadinPas encore d'évaluation
- Lafarge - Transcript of - Cement Manufacturing ProcessDocument4 pagesLafarge - Transcript of - Cement Manufacturing ProcessBaguma Grace Gariyo100% (1)
- D1P3-Mill Feed CharacteristicsDocument23 pagesD1P3-Mill Feed CharacteristicsYhanePas encore d'évaluation
- Days 1+2 - Learning Objectives: at The End of The 2 Days The Trainee Shall Be Able ToDocument24 pagesDays 1+2 - Learning Objectives: at The End of The 2 Days The Trainee Shall Be Able ToeeekkkgggPas encore d'évaluation
- QDocument33 pagesQसागर फुकटPas encore d'évaluation
- Performing A Cement Plant Operations AuditDocument6 pagesPerforming A Cement Plant Operations AuditJa Phe TiPas encore d'évaluation
- ITECA - On Line Quality Control Instrumentation For The Cement Industry PDFDocument55 pagesITECA - On Line Quality Control Instrumentation For The Cement Industry PDFawfahaddadinPas encore d'évaluation
- 3 SOP For Cleaning of Clinker Cooler DischargeDocument3 pages3 SOP For Cleaning of Clinker Cooler DischargekakaPas encore d'évaluation
- Clinker Manufacture PDFDocument54 pagesClinker Manufacture PDFKEERTHI INDUSTRIES80% (5)
- Cement Kiln Process Chemistry: Cemnet Training - Course Ckpc01 Module 3.3 - ExerciseDocument1 pageCement Kiln Process Chemistry: Cemnet Training - Course Ckpc01 Module 3.3 - ExerciseElwathig BakhietPas encore d'évaluation
- Kiln Coating Sample AnalysisDocument2 pagesKiln Coating Sample AnalysisVinod Kumar VermaPas encore d'évaluation
- PhD. Thesis Linda N Rskov 31072012.Document200 pagesPhD. Thesis Linda N Rskov 31072012.Huyentrang NguyenPas encore d'évaluation
- Lucky Cement - KPIDocument1 pageLucky Cement - KPITanha Larka KarachiPas encore d'évaluation
- Ghid Coprocesare HolcimDocument135 pagesGhid Coprocesare HolcimnevedemjoiPas encore d'évaluation
- Manpower Organization Exercise2.6.2Document1 pageManpower Organization Exercise2.6.2Mohammed AbdoPas encore d'évaluation
- Kiln Operations Guide Lines - ENGDocument21 pagesKiln Operations Guide Lines - ENGYhane Hermann BackPas encore d'évaluation
- AlternativeFuel - Ashx Foir Cement PlantDocument4 pagesAlternativeFuel - Ashx Foir Cement PlantRavindra BhatnagarPas encore d'évaluation
- Chemistry of BlendingDocument26 pagesChemistry of BlendingSamehibrahemPas encore d'évaluation
- Modeling Identification and Control Od Cement KilnDocument1 pageModeling Identification and Control Od Cement KilnmiltoncobaPas encore d'évaluation
- K2o & P2o5Document8 pagesK2o & P2o5Elwathig BakhietPas encore d'évaluation
- Mineralisation PDFDocument11 pagesMineralisation PDFElwathig BakhietPas encore d'évaluation
- Cement Kiln Process Chemistry: Cemnet Training - Course Ckpc01 Module 2.6 ExerciseDocument1 pageCement Kiln Process Chemistry: Cemnet Training - Course Ckpc01 Module 2.6 ExerciseElwathig BakhietPas encore d'évaluation
- General Presentation: PILLARD, 84 Years of Reliable Service For The World S Cement ProducersDocument22 pagesGeneral Presentation: PILLARD, 84 Years of Reliable Service For The World S Cement ProducersmustafPas encore d'évaluation
- Taetigkeitsbericht PDFDocument168 pagesTaetigkeitsbericht PDFamk2009100% (1)
- PDF Ce Report 61 e 12 2017Document28 pagesPDF Ce Report 61 e 12 2017RAUL FERNANDO VELOZ GUERRA100% (1)
- Click Here To Download Holcim, , Lafarge, Most Importnant Manuals, Most Important ExcelDocument26 pagesClick Here To Download Holcim, , Lafarge, Most Importnant Manuals, Most Important ExcelhamedPas encore d'évaluation
- Measurements of The Quality of Cement Produced From Looped LimestoneDocument30 pagesMeasurements of The Quality of Cement Produced From Looped LimestoneCharlie Dean100% (1)
- Main Burner Unitherm M.A.S. Alignment: Thatta Cement Company LimitedDocument13 pagesMain Burner Unitherm M.A.S. Alignment: Thatta Cement Company Limitedzain140100% (1)
- Book 6 Cement KilnsDocument24 pagesBook 6 Cement KilnsPrabakaran BaskaranPas encore d'évaluation
- Zeeshan Ashraf (044) Assignment Chem-453Document12 pagesZeeshan Ashraf (044) Assignment Chem-453Zeeshan AshrafPas encore d'évaluation
- A Review of Alternative Approaches To The Reduction of CO2 EmissionsDocument17 pagesA Review of Alternative Approaches To The Reduction of CO2 EmissionsFábio FriolPas encore d'évaluation
- CEresearch 123Document59 pagesCEresearch 123jhay thegreatPas encore d'évaluation
- Chem EngineeringDocument61 pagesChem EngineeringVIMALPas encore d'évaluation
- Jackup RigDocument22 pagesJackup RigmkpqPas encore d'évaluation
- Ball Mill Inspection ProcedureDocument28 pagesBall Mill Inspection ProcedureRolando Quispe100% (6)
- The Hydraulic Trainer Volume 1 (Basic Principles & Components of Fluid Technology)Document327 pagesThe Hydraulic Trainer Volume 1 (Basic Principles & Components of Fluid Technology)Guido Dorigoni100% (32)
- ISO 281-2007 Bearing Life StandardDocument9 pagesISO 281-2007 Bearing Life Standardgarron71100% (2)
- Applied Sciences: Ffect of Venturi Structures On The CleaningDocument16 pagesApplied Sciences: Ffect of Venturi Structures On The CleaningmkpqPas encore d'évaluation
- Bucket ElevatorsDocument8 pagesBucket ElevatorsmkpqPas encore d'évaluation
- Ball Mill Inspection ProcedureDocument28 pagesBall Mill Inspection ProcedureRolando Quispe100% (6)
- A4-P 1.0 enDocument21 pagesA4-P 1.0 enmkpqPas encore d'évaluation
- Gear and Bearing Fatigue DamageDocument18 pagesGear and Bearing Fatigue DamagemkpqPas encore d'évaluation
- 01 - Assembly Instruction SB-V BB DN100Document31 pages01 - Assembly Instruction SB-V BB DN100mkpqPas encore d'évaluation
- 01 - Assembly Instruction SB-V BB DN100Document31 pages01 - Assembly Instruction SB-V BB DN100mkpqPas encore d'évaluation
- Document List: The Document List Contains Links To All Files of The Manual. Click On The Green Text To Open A FileDocument4 pagesDocument List: The Document List Contains Links To All Files of The Manual. Click On The Green Text To Open A FilemkpqPas encore d'évaluation
- 03 Operating Manual Silencer With Baffles en 01Document11 pages03 Operating Manual Silencer With Baffles en 01mkpqPas encore d'évaluation
- Bag FilterDocument27 pagesBag FiltermkpqPas encore d'évaluation
- Technical Manual Sample PagesDocument4 pagesTechnical Manual Sample PagesmkpqPas encore d'évaluation
- A4-P 1.0 enDocument27 pagesA4-P 1.0 enmkpqPas encore d'évaluation
- Cement Industry StudyDocument36 pagesCement Industry Studymkpq100% (2)
- A4-P 1.0 enDocument45 pagesA4-P 1.0 enmkpqPas encore d'évaluation
- A4-P 4.0 enDocument32 pagesA4-P 4.0 enmkpqPas encore d'évaluation
- A4-P 1.0 enDocument13 pagesA4-P 1.0 enmkpqPas encore d'évaluation
- Operation and Maint.70000056 - A4-P - 2.0 - enDocument53 pagesOperation and Maint.70000056 - A4-P - 2.0 - enmkpq100% (2)
- A4-P 3.1 enDocument47 pagesA4-P 3.1 enmkpqPas encore d'évaluation
- Inspection Form Atox Mill 70000196-1: Measurement of Bottom PlateDocument2 pagesInspection Form Atox Mill 70000196-1: Measurement of Bottom PlatemkpqPas encore d'évaluation
- A4-P 1.0 enDocument21 pagesA4-P 1.0 enmkpqPas encore d'évaluation
- A4-P 1.0 enDocument141 pagesA4-P 1.0 enmkpqPas encore d'évaluation
- A4-P 1.0 enDocument53 pagesA4-P 1.0 enmkpq100% (1)
- A4-P 3.0 enDocument33 pagesA4-P 3.0 enmkpqPas encore d'évaluation
- Atox Mill Grouting Procedure For Foundation Parts: Approved Date: 21-Dec-2009 Created By: BGR Approved By: RHDocument5 pagesAtox Mill Grouting Procedure For Foundation Parts: Approved Date: 21-Dec-2009 Created By: BGR Approved By: RHmkpqPas encore d'évaluation
- Casing Welding 70029041 - A4-P - 1.0 - enDocument7 pagesCasing Welding 70029041 - A4-P - 1.0 - enmkpqPas encore d'évaluation
- Plant:: 1 2 3 Ø MM 4 1 2 3 Ø MM 4 1 2 3 Ø MM 4 1 2 3 Ø MM 4Document1 pagePlant:: 1 2 3 Ø MM 4 1 2 3 Ø MM 4 1 2 3 Ø MM 4 1 2 3 Ø MM 4mkpqPas encore d'évaluation
- Good 1983Document352 pagesGood 1983ASDA75% (4)
- Physics Gcse Coursework Resistance of A WireDocument8 pagesPhysics Gcse Coursework Resistance of A Wiref5dq3ch5100% (2)
- Failure Mode and Effects Analysis of A Process of Reflow Lead-Free SolderingDocument5 pagesFailure Mode and Effects Analysis of A Process of Reflow Lead-Free SolderingSRIDHAREEE61Pas encore d'évaluation
- Test Bank For Chemistry An Atoms Focused Approach 3rd Edition Thomas R Gilbert Rein V Kirss Stacey Lowery Bretz Natalie FosterDocument38 pagesTest Bank For Chemistry An Atoms Focused Approach 3rd Edition Thomas R Gilbert Rein V Kirss Stacey Lowery Bretz Natalie Fosterauntyprosperim1ru100% (10)
- V1 N2 1980 RabenhorstDocument6 pagesV1 N2 1980 Rabenhorstraa2010Pas encore d'évaluation
- Helmholtz Resonance - Wikipedia, The Free EncyclopediaDocument4 pagesHelmholtz Resonance - Wikipedia, The Free Encyclopediahamidah1963Pas encore d'évaluation
- MTH 108Document10 pagesMTH 108GetlozzAwabaPas encore d'évaluation
- SC431 Lecture No. 4 Economic Comparisons (Continued)Document51 pagesSC431 Lecture No. 4 Economic Comparisons (Continued)Joseph BaruhiyePas encore d'évaluation
- Lab Manual of Hydraulics PDFDocument40 pagesLab Manual of Hydraulics PDFJULIUS CESAR G. CADAOPas encore d'évaluation
- Hungarian NotationDocument6 pagesHungarian NotationmelpaniPas encore d'évaluation
- Fil Mur Filter FM Alt P61e5Document23 pagesFil Mur Filter FM Alt P61e5ALlan ABiangPas encore d'évaluation
- High Pressure Jet Grouting in TunnelsDocument8 pagesHigh Pressure Jet Grouting in TunnelsSandeep AggarwalPas encore d'évaluation
- Presentation: Isa Test Sets Training Course - 2014Document5 pagesPresentation: Isa Test Sets Training Course - 2014Sultan Uddin KhanPas encore d'évaluation
- Auto-Tune Pid Temperature & Timer General Specifications: N L1 L2 L3Document4 pagesAuto-Tune Pid Temperature & Timer General Specifications: N L1 L2 L3sharawany 20Pas encore d'évaluation
- Biomechanics of The KneeDocument8 pagesBiomechanics of The KneeJorge LopezPas encore d'évaluation
- 417 Model E Alarm Check ValvesDocument4 pages417 Model E Alarm Check ValvesM Kumar MarimuthuPas encore d'évaluation
- JSF + JPA + JasperReports (Ireport) Part 2 - Ramki Java BlogDocument7 pagesJSF + JPA + JasperReports (Ireport) Part 2 - Ramki Java BlogMartin MurciegoPas encore d'évaluation
- Pavement Materials - AggregatesDocument14 pagesPavement Materials - AggregatestombasinghPas encore d'évaluation
- EC205 Mathematics For Economics and Business: The Straight Line and Applications IIDocument3 pagesEC205 Mathematics For Economics and Business: The Straight Line and Applications IIperePas encore d'évaluation
- RCC-DI-AC PipeDocument10 pagesRCC-DI-AC PipeNaveen NagisettiPas encore d'évaluation
- Assignment 1Document2 pagesAssignment 1Alif Bukhari Imran NaimPas encore d'évaluation
- T8 - Energetics IDocument28 pagesT8 - Energetics II Kadek Irvan Adistha PutraPas encore d'évaluation
- E5 - Geotextiles TDR - Rev00Document2 pagesE5 - Geotextiles TDR - Rev00Mohd Radzi MustaffaPas encore d'évaluation
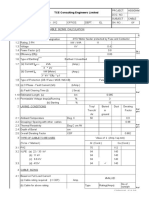
- Cable Sizing CalculationDocument72 pagesCable Sizing CalculationHARI my songs100% (1)
- The Kemetic Tree of LifeDocument1 pageThe Kemetic Tree of LifeFlorin CiudinPas encore d'évaluation
- Hydrocarbon RecoveryDocument29 pagesHydrocarbon RecoveryAlekhya BandaruPas encore d'évaluation
- FP - ES - 28 - Rindu Grahabhakti Intani - PERMEABLE ENTRY CHARACTERIZATION AT DARAJAT FIELD, WEST JAVA PDFDocument4 pagesFP - ES - 28 - Rindu Grahabhakti Intani - PERMEABLE ENTRY CHARACTERIZATION AT DARAJAT FIELD, WEST JAVA PDFrindu_intaniPas encore d'évaluation
- Hungr Et Al 2005 - Landslide Travel DistanceDocument30 pagesHungr Et Al 2005 - Landslide Travel DistanceJosé Ignacio RamírezPas encore d'évaluation
- Physics Sample Question PaperDocument9 pagesPhysics Sample Question PaperVarsha SharmaPas encore d'évaluation
- Mohamad Fakhari Mehrjardi - 1Document18 pagesMohamad Fakhari Mehrjardi - 1Hilmi SanusiPas encore d'évaluation