Vous aimerez peut-être aussi
- Re Voltage StabilityDocument27 pagesRe Voltage StabilityTravis WoodPas encore d'évaluation
- Anandaram BaruaDocument1 pageAnandaram BaruaTravis WoodPas encore d'évaluation
- 1363 Bolts and Nut Standard PDFDocument7 pages1363 Bolts and Nut Standard PDFTravis WoodPas encore d'évaluation
- Ceramic Manufacturing PDFDocument41 pagesCeramic Manufacturing PDFTravis WoodPas encore d'évaluation
- KSEB Technical SPec PDFDocument279 pagesKSEB Technical SPec PDFTravis WoodPas encore d'évaluation
- Unidirectional Corona RingDocument2 pagesUnidirectional Corona RingTravis WoodPas encore d'évaluation
- Gear Design For Quiet Reduction GearDocument8 pagesGear Design For Quiet Reduction GearTravis WoodPas encore d'évaluation
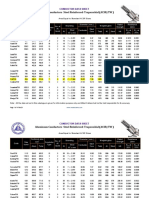
- Aluminum Conductors Steel Reinforced-Trapezoidal (ACSR/TW)Document4 pagesAluminum Conductors Steel Reinforced-Trapezoidal (ACSR/TW)Travis WoodPas encore d'évaluation
- April Is The Cruellest MonthDocument1 pageApril Is The Cruellest MonthTravis WoodPas encore d'évaluation
- Analysis of Grading Ring and Heat Sink Impact on Surge Arrester PerformanceDocument7 pagesAnalysis of Grading Ring and Heat Sink Impact on Surge Arrester PerformanceTravis WoodPas encore d'évaluation
- Enhanced Performance of Zinc Oxide Arrester by Simple Modification in Processing and Design 2169 0022.1000135Document6 pagesEnhanced Performance of Zinc Oxide Arrester by Simple Modification in Processing and Design 2169 0022.1000135Travis WoodPas encore d'évaluation
- Overhead Conductor Installation Guide: Recommended PracticesDocument20 pagesOverhead Conductor Installation Guide: Recommended Practicesvjs270385Pas encore d'évaluation
- Study of Single and Double Sampling PlansDocument14 pagesStudy of Single and Double Sampling PlansTravis WoodPas encore d'évaluation
- Double Sampling-Wha It Means PDFDocument17 pagesDouble Sampling-Wha It Means PDFTravis WoodPas encore d'évaluation
- Transformer Factory Assembly Area LayoutDocument55 pagesTransformer Factory Assembly Area LayoutTravis Wood100% (2)
- En 10204-2004 Metallic Products - Types of Inspection DocumentsDocument10 pagesEn 10204-2004 Metallic Products - Types of Inspection DocumentsDalamagas KwnstantinosPas encore d'évaluation
- CT Grounding To Avoid Nuisance TrippingDocument2 pagesCT Grounding To Avoid Nuisance TrippingTravis WoodPas encore d'évaluation
- Ehv Disconnectors For Smart GridDocument2 pagesEhv Disconnectors For Smart GridTravis WoodPas encore d'évaluation
- 3 Sec-III-Hardware Fittings & AccessoriesDocument49 pages3 Sec-III-Hardware Fittings & AccessoriesTravis WoodPas encore d'évaluation
- Innovative Adhesive For Sandwich SystemsDocument20 pagesInnovative Adhesive For Sandwich SystemsTravis WoodPas encore d'évaluation
- Spacer Damper IssuesDocument5 pagesSpacer Damper IssuesTravis WoodPas encore d'évaluation
- Fretting Fatigue in Overhead ConductorsDocument16 pagesFretting Fatigue in Overhead ConductorsTravis WoodPas encore d'évaluation
- Mud Architecture: I J I R S E TDocument6 pagesMud Architecture: I J I R S E TJazzPas encore d'évaluation
- SPEED Continuous Panels Plants Design IssuesDocument18 pagesSPEED Continuous Panels Plants Design IssuesTravis WoodPas encore d'évaluation
- SPEED Continuous Panels Plants Design IssuesDocument18 pagesSPEED Continuous Panels Plants Design IssuesTravis WoodPas encore d'évaluation
- CB Spec SvenskaDocument44 pagesCB Spec SvenskaTravis WoodPas encore d'évaluation
- ElectricalDocument34 pagesElectricalTravis WoodPas encore d'évaluation
- Anil Agarwal: Research: Mud As A Traditional Building MaterialDocument10 pagesAnil Agarwal: Research: Mud As A Traditional Building MaterialTravis WoodPas encore d'évaluation
- An Introduction To Conway's Games and NumbersDocument30 pagesAn Introduction To Conway's Games and NumbersSilentSparrow98Pas encore d'évaluation
- Bolt InterlocksDocument5 pagesBolt InterlocksTravis WoodPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Forged Gate, Globe and Check Valves CatalogDocument80 pagesForged Gate, Globe and Check Valves CatalogSulist N WahyudiePas encore d'évaluation
- IBIS Hotel Key Design and Construction CriteriaDocument2 pagesIBIS Hotel Key Design and Construction Criteriachien100% (1)
- Design and Analysis of Filament Wound Composite Pressure Vessel With Integrated-End DomesDocument9 pagesDesign and Analysis of Filament Wound Composite Pressure Vessel With Integrated-End DomesmrezaianPas encore d'évaluation
- An Architect Reviews Brigade Gateway Architecture IdeasDocument13 pagesAn Architect Reviews Brigade Gateway Architecture Ideasbala0% (1)
- 5-Clamping Principles & Clamps.Document69 pages5-Clamping Principles & Clamps.Karthigeyan MurugesanPas encore d'évaluation
- ISA RP60.3 Human Engineering For Control CentersDocument22 pagesISA RP60.3 Human Engineering For Control CentersDaniel Arrieta DarrásPas encore d'évaluation
- G-code Programming Language GuideDocument16 pagesG-code Programming Language GuideArnold NagyPas encore d'évaluation
- SG 247777Document862 pagesSG 247777ieatbeesPas encore d'évaluation
- EpicorSLS10 MigrateGuide SQL 10.2.100.505100Document219 pagesEpicorSLS10 MigrateGuide SQL 10.2.100.505100Marianne Hernandez MendietaPas encore d'évaluation
- Airworks TeaserDocument8 pagesAirworks TeaserNavin GuptaPas encore d'évaluation
- Project Title: Simple Cafe Billing System: Rajokari Institute of TechnologyDocument8 pagesProject Title: Simple Cafe Billing System: Rajokari Institute of TechnologyVinodPas encore d'évaluation
- Strategic Management g9 Elon Musk BetsDocument5 pagesStrategic Management g9 Elon Musk BetsJaya Neelanshi SethPas encore d'évaluation
- Rajasthan Power Sector Reforms Act 1999Document41 pagesRajasthan Power Sector Reforms Act 1999Latest Laws TeamPas encore d'évaluation
- The Envelopes of The Arts Centre in SingaporeDocument12 pagesThe Envelopes of The Arts Centre in SingaporeAndriPas encore d'évaluation
- How To Create Simple CDC in Oracle ODI 11GDocument10 pagesHow To Create Simple CDC in Oracle ODI 11GAlina MamayevPas encore d'évaluation
- Fabrication Processes: Cold Working Hot Working Castings Powder Metallurgy Machining Joining/WeldingDocument41 pagesFabrication Processes: Cold Working Hot Working Castings Powder Metallurgy Machining Joining/WeldingVenai SeelochanPas encore d'évaluation
- Presentation ON Rural Marketing Mix: Presented By: Aradhana Bhopte Ravneet KaurDocument23 pagesPresentation ON Rural Marketing Mix: Presented By: Aradhana Bhopte Ravneet KaurRavneet Kaur100% (1)
- Xerox Management Failed To See The Opportunities Afforded by Many of The Innovations at ParcDocument2 pagesXerox Management Failed To See The Opportunities Afforded by Many of The Innovations at Parcambrosialnectar50% (2)
- Lookbook 2019 High ResolutionDocument74 pagesLookbook 2019 High ResolutionAis Mktg100% (1)
- The Critical Success Factors in Customer Relationship Management (CRM) (ERP) ImplementationDocument15 pagesThe Critical Success Factors in Customer Relationship Management (CRM) (ERP) ImplementationSatya Sai KiranPas encore d'évaluation
- DB Cylinder Pressure Sensor enDocument2 pagesDB Cylinder Pressure Sensor enjulien17Pas encore d'évaluation
- Brochure Al Osais International Holding CompanyDocument4 pagesBrochure Al Osais International Holding CompanyhafezasadPas encore d'évaluation
- Drill Off Test OptimizationDocument9 pagesDrill Off Test OptimizationAmar BenAmarPas encore d'évaluation
- Nota - 2245047 - Pre Manual Implementation StepsDocument13 pagesNota - 2245047 - Pre Manual Implementation StepsCarlos Manoel SouzaPas encore d'évaluation
- The Six Big Losses in Manufacturing - EvoconDocument23 pagesThe Six Big Losses in Manufacturing - Evoconarvin john cabralPas encore d'évaluation
- Sudhakar ProjDocument71 pagesSudhakar ProjsureshexecutivePas encore d'évaluation
- Aviation Paperbacks 2012Document4 pagesAviation Paperbacks 2012tomas.kujal8455Pas encore d'évaluation
- EA - Maturity ModelDocument12 pagesEA - Maturity ModelAntonius SonyPas encore d'évaluation
- DESIGN AND FABRICATION OF WIRE ROPE MAKING MACHINE Ijariie12690Document5 pagesDESIGN AND FABRICATION OF WIRE ROPE MAKING MACHINE Ijariie12690Tanishq ShettyPas encore d'évaluation