Vous aimerez peut-être aussi
- Popular Mechanics: How to Fix Anything: Essential Home Repairs Anyone Can DoD'EverandPopular Mechanics: How to Fix Anything: Essential Home Repairs Anyone Can DoÉvaluation : 4 sur 5 étoiles4/5 (2)
- Guide To Labels EbookDocument17 pagesGuide To Labels EbookSubhadip RoyPas encore d'évaluation
- SMT Soldering - Handbook - Rev - 10-13Document85 pagesSMT Soldering - Handbook - Rev - 10-13Gis MLPas encore d'évaluation
- MATRIXDocument5 pagesMATRIXSerchecko JaureguiPas encore d'évaluation
- Root Cause Failure Analysis PDFDocument308 pagesRoot Cause Failure Analysis PDFcippolippo123Pas encore d'évaluation
- Meat & Potatoes of Plastic Injection Moulding, Explanation & Guides TroubleshootingD'EverandMeat & Potatoes of Plastic Injection Moulding, Explanation & Guides TroubleshootingPas encore d'évaluation
- Dry Gas Seals ManualDocument31 pagesDry Gas Seals ManualAtif Khan100% (2)
- OIC Standards HalalDocument34 pagesOIC Standards HalalfarizzulPas encore d'évaluation
- 3 Ways To Detect Cavitation Wear in Hydraulic SystemsDocument8 pages3 Ways To Detect Cavitation Wear in Hydraulic SystemsUdhayakumar VenkataramanPas encore d'évaluation
- Banana Fries: Sammy San Lorenzo Aprel San Juan Hazel May San Jose Jerald Aquino Jhon Jeric Valencia IDocument15 pagesBanana Fries: Sammy San Lorenzo Aprel San Juan Hazel May San Jose Jerald Aquino Jhon Jeric Valencia IAprel SJ100% (1)
- What's Your Flow Control Valve Telling YouDocument9 pagesWhat's Your Flow Control Valve Telling YouAlexander Ariza NadjarPas encore d'évaluation
- Lab ManualDocument76 pagesLab ManualKrishnan Mohan0% (1)
- Introduction To Pressure Surge in Liquid SystemsDocument46 pagesIntroduction To Pressure Surge in Liquid SystemspranjpatilPas encore d'évaluation
- Contamination Control MOOGDocument16 pagesContamination Control MOOGmch77014Pas encore d'évaluation
- Commissioning Procedure APR10 GBDocument11 pagesCommissioning Procedure APR10 GBAleksanrd Mihailov100% (1)
- Cavitation Control PDFDocument20 pagesCavitation Control PDFhyacintumPas encore d'évaluation
- Vtech Leak DetectionDocument42 pagesVtech Leak Detectionjack macPas encore d'évaluation
- Inventory ManagmentDocument50 pagesInventory ManagmentarroshanPas encore d'évaluation
- Halal Supply Chain Management Streamlined PracticesDocument9 pagesHalal Supply Chain Management Streamlined PracticesWan Ziehan0% (1)
- Assured Automation Automated Valves OxlerDocument26 pagesAssured Automation Automated Valves OxlerMarcio RochaPas encore d'évaluation
- Leak ReportDocument5 pagesLeak ReportZul AtfiPas encore d'évaluation
- ESCRDocument3 pagesESCRAvelino Sobrevega Pinuela Jr.Pas encore d'évaluation
- Pharmaceutical Isolator TechnologyDocument34 pagesPharmaceutical Isolator TechnologyFlorin Pătrulescu100% (3)
- MRP ImpDocument3 pagesMRP ImpSwapnil MahajanPas encore d'évaluation
- Packaging Supplier QuestionnaireDocument5 pagesPackaging Supplier QuestionnaireRidho SaputraPas encore d'évaluation
- Common Capper ProblemDocument8 pagesCommon Capper Problembebas PratomoPas encore d'évaluation
- GDPMD Guide - Update 1st August 2014 Sheet1Document3 pagesGDPMD Guide - Update 1st August 2014 Sheet1naravichandran3662Pas encore d'évaluation
- Food Preservation and PackagingDocument53 pagesFood Preservation and PackagingfujiwaramiyukiPas encore d'évaluation
- Control-Valve Seat Leakage - Hydrocarbon Processing - August 2011 PDFDocument10 pagesControl-Valve Seat Leakage - Hydrocarbon Processing - August 2011 PDFPiush KumarPas encore d'évaluation
- E05 Weikmann Automated Visual InspectionDocument12 pagesE05 Weikmann Automated Visual InspectionFlorin PătrulescuPas encore d'évaluation
- Extrusion Press Maintenance ManualDocument55 pagesExtrusion Press Maintenance ManualDejan Mitrović100% (6)
- API 576 - Pressure GaugeDocument1 pageAPI 576 - Pressure GaugearianaseriPas encore d'évaluation
- Creating A Military Supply Chain Management ModelDocument5 pagesCreating A Military Supply Chain Management ModelristopanticPas encore d'évaluation
- Ansoff MatrixDocument2 pagesAnsoff MatrixKarthik Iyer100% (2)
- CSCP Learning SystemDocument12 pagesCSCP Learning SystemRafi HyderPas encore d'évaluation
- Reliability - What Realistically Can Be AchievedDocument11 pagesReliability - What Realistically Can Be AchievedsfontherunPas encore d'évaluation
- Bhs Filter Cake Washing MechanismsDocument15 pagesBhs Filter Cake Washing MechanismsGeorgi SavovPas encore d'évaluation
- AgriDocument22 pagesAgripuneet bhatiaPas encore d'évaluation
- L-Plan Service Legatest Brochure 08.11 ENßboppDocument13 pagesL-Plan Service Legatest Brochure 08.11 ENßboppmirela_achimescuPas encore d'évaluation
- Sealing System Jun05Document2 pagesSealing System Jun05jrri16Pas encore d'évaluation
- Aqua Glo Series III ManualDocument8 pagesAqua Glo Series III Manualtruckman1000Pas encore d'évaluation
- Answers To 10 Common Questions About Capsule FillingDocument5 pagesAnswers To 10 Common Questions About Capsule Fillingluismanolo09Pas encore d'évaluation
- Sensor Selection: Still An Issue in Sugar Crystallisation ControlDocument12 pagesSensor Selection: Still An Issue in Sugar Crystallisation ControlMuthu KumarPas encore d'évaluation
- The Pharmaceutical Capping Process - Correlation Between Residual Seal Force, Torque Moment and Flip-Off Removal ForceDocument53 pagesThe Pharmaceutical Capping Process - Correlation Between Residual Seal Force, Torque Moment and Flip-Off Removal ForceAnonymous 8NRs9AYq7SPas encore d'évaluation
- Prevention of Pressure Loss and Leakage Guidlines ISBTDocument84 pagesPrevention of Pressure Loss and Leakage Guidlines ISBTpradip kothekarPas encore d'évaluation
- Jar Testing Made Easy Aug7 2020Document19 pagesJar Testing Made Easy Aug7 2020ingenieria.taersaPas encore d'évaluation
- Wika Gauge CatalogDocument9 pagesWika Gauge CatalogAliseya MedinaPas encore d'évaluation
- Model 21150 Differential Sticking TesterDocument31 pagesModel 21150 Differential Sticking Testerwaleed El-azabPas encore d'évaluation
- 989-511-02 (Polyclav)Document12 pages989-511-02 (Polyclav)Rizka Dwi Nur VitriaPas encore d'évaluation
- Dow Filmtec BW30XFR 400 34iDocument2 pagesDow Filmtec BW30XFR 400 34iJuan Camilo HenaoPas encore d'évaluation
- Ijfs 170-173 Slim2012Document8 pagesIjfs 170-173 Slim2012Sai Kiran PalikaPas encore d'évaluation
- Process Scale Up Demo Batch Filtration Commercial Continuous Filtration BhsDocument14 pagesProcess Scale Up Demo Batch Filtration Commercial Continuous Filtration BhsBhanu Pratap TiwariPas encore d'évaluation
- GFM New ManualDocument14 pagesGFM New ManualGangadharan NagappanPas encore d'évaluation
- Series 300 API Filter PressDocument32 pagesSeries 300 API Filter PressVictor Manuel100% (1)
- Seal PotDocument9 pagesSeal Potsaibal_sil100% (1)
- Gammon: Aqua-Glo Series V Water Detector Kit Operating Procedure ManualDocument8 pagesGammon: Aqua-Glo Series V Water Detector Kit Operating Procedure ManualMd Tahmidul IslamPas encore d'évaluation
- 1468 Water Soluble Salts Bresle Method Iso 8509Document2 pages1468 Water Soluble Salts Bresle Method Iso 8509osgamPas encore d'évaluation
- CamaronesDocument4 pagesCamaroneswilkiprcPas encore d'évaluation
- Plastech Manual LTU6000 enDocument34 pagesPlastech Manual LTU6000 enCesar PomposoPas encore d'évaluation
- Series 808Y Installation InstructionsDocument4 pagesSeries 808Y Installation InstructionsFEBCOPas encore d'évaluation
- TEC - SD.51.12.01 - Test Method of Label GlueDocument8 pagesTEC - SD.51.12.01 - Test Method of Label GlueHoai thu NguyenPas encore d'évaluation
- Circular Expansion Cement Curing Kit Instruction Manual: Manual No. 101443617, Revision C Instrument No. 205814Document19 pagesCircular Expansion Cement Curing Kit Instruction Manual: Manual No. 101443617, Revision C Instrument No. 205814Lê CôngPas encore d'évaluation
- Recording Calcimeter With DAQDocument10 pagesRecording Calcimeter With DAQAnonymous G6ceYCzwtPas encore d'évaluation
- 1396 - 08798 ZPrinter 310 Flow Rate TestDocument3 pages1396 - 08798 ZPrinter 310 Flow Rate Testvicvans0% (1)
- Wort and Beer Fining ManualDocument43 pagesWort and Beer Fining ManualnosmokingfumanchuPas encore d'évaluation
- Headspace Oxygen Measurement in Vials and AmpoulesDocument4 pagesHeadspace Oxygen Measurement in Vials and AmpoulesGhanta Ranjith KumarPas encore d'évaluation
- Contamination Technical ArticleDocument18 pagesContamination Technical Articlechandushar1604Pas encore d'évaluation
- 15 ButterflyValveLinerDocument2 pages15 ButterflyValveLinerDachyiPas encore d'évaluation
- A Comprehensive Guide To Oil Sight GlassesDocument10 pagesA Comprehensive Guide To Oil Sight Glasseskamal arabPas encore d'évaluation
- Biologicals: Johannes Reich, Pierre Lang, Holger Grallert, Hubert MotschmannDocument6 pagesBiologicals: Johannes Reich, Pierre Lang, Holger Grallert, Hubert MotschmannFlorin PătrulescuPas encore d'évaluation
- VeriCube Manual enDocument76 pagesVeriCube Manual enFlorin PătrulescuPas encore d'évaluation
- 8536 Dbi Sala Uni 8 Oh BCR enDocument12 pages8536 Dbi Sala Uni 8 Oh BCR enFlorin PătrulescuPas encore d'évaluation
- Ds Micro Xpe 26 56 enDocument2 pagesDs Micro Xpe 26 56 enFlorin PătrulescuPas encore d'évaluation
- Pi Acryleze Ent Coat StabDocument2 pagesPi Acryleze Ent Coat StabFlorin PătrulescuPas encore d'évaluation
- 1 Seminar Taiwan-1Document63 pages1 Seminar Taiwan-1Florin PătrulescuPas encore d'évaluation
- Headspace Oxygen Measurement in Vials and AmpoulesDocument4 pagesHeadspace Oxygen Measurement in Vials and AmpoulesGhanta Ranjith KumarPas encore d'évaluation
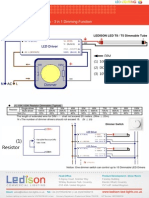
- T8/T5 Dimmable LED Tubes - 3 in 1 Dimming FunctionDocument2 pagesT8/T5 Dimmable LED Tubes - 3 in 1 Dimming FunctionFlorin PătrulescuPas encore d'évaluation
- Adresa SisDocument1 pageAdresa SisFlorin PătrulescuPas encore d'évaluation
- Double Platform Large Orbital: ShakersDocument1 pageDouble Platform Large Orbital: ShakersFlorin PătrulescuPas encore d'évaluation
- E UK Flexible BrochureDocument8 pagesE UK Flexible BrochureFlorin PătrulescuPas encore d'évaluation
- Brochures Isoflex enDocument8 pagesBrochures Isoflex enFlorin PătrulescuPas encore d'évaluation
- Check Sheet Model SCCDocument39 pagesCheck Sheet Model SCCN.PalaniappanPas encore d'évaluation
- MSDY 063 - SyllabusDocument2 pagesMSDY 063 - Syllabusdangerous saifPas encore d'évaluation
- Topic of Research: "Study On Buying Behavior of Customer On Organic Cosmetic Products"Document32 pagesTopic of Research: "Study On Buying Behavior of Customer On Organic Cosmetic Products"Mansi SinghPas encore d'évaluation
- Project Monitoring System: in NTPCDocument38 pagesProject Monitoring System: in NTPCTrilok Singh TakuliPas encore d'évaluation
- M&S PlanA Report 2016Document48 pagesM&S PlanA Report 2016edienewsPas encore d'évaluation
- Hurrican Medical Ophthalmic SurgeryDocument23 pagesHurrican Medical Ophthalmic SurgeryMagazijn DiacPas encore d'évaluation
- 3200 Version 7thDocument2 pages3200 Version 7thDuc NguyenPas encore d'évaluation
- E1492-05 Evidence Procedures For A Forensic LabDocument2 pagesE1492-05 Evidence Procedures For A Forensic LabEduardoLimaSilvaPas encore d'évaluation
- Draft QPADocument3 pagesDraft QPASams Romantiz S'bontothlzPas encore d'évaluation
- Chapter 4 - Warehouse Activities by PLDung - Final To SVDocument13 pagesChapter 4 - Warehouse Activities by PLDung - Final To SVChíi KiệttPas encore d'évaluation
- 1st PT in He 6 - Melc-BasedDocument3 pages1st PT in He 6 - Melc-BasedJM Reynancia100% (1)
- Marketing Strategy of NestléDocument27 pagesMarketing Strategy of Nestléshami00992Pas encore d'évaluation
- The Prevention of Food Adulteration Act, 1954 Full PaperDocument23 pagesThe Prevention of Food Adulteration Act, 1954 Full PaperAshraf Ali100% (1)
- What Are Marketing Channels: Unit-4 Sales and Distribution ManagementDocument23 pagesWhat Are Marketing Channels: Unit-4 Sales and Distribution ManagementSid GargPas encore d'évaluation
- Salsa, Traceability, Mass Balance, 2015Document4 pagesSalsa, Traceability, Mass Balance, 2015Amine Simo JacksonPas encore d'évaluation
- Company Profile PT Anyie Sukses GemilangDocument14 pagesCompany Profile PT Anyie Sukses GemilangAkiung XiaomiPas encore d'évaluation
- As 2423-2002 Coated Steel Wire Fencing Products For Terrestrial Aquatic and General UseDocument8 pagesAs 2423-2002 Coated Steel Wire Fencing Products For Terrestrial Aquatic and General UseSAI Global - APAC0% (1)
- Product Management Final ExamDocument25 pagesProduct Management Final ExamAnthony OpesPas encore d'évaluation
- Mil STD 2073 1d (Appendix A)Document32 pagesMil STD 2073 1d (Appendix A)mtcengineeringPas encore d'évaluation
- Class 12 Marketing All Chapters CBSE (783) UPDATED September 17-18Document128 pagesClass 12 Marketing All Chapters CBSE (783) UPDATED September 17-18lovellmenezes0% (1)
- Career ObjectiveDocument3 pagesCareer ObjectiveSiva Teja Dinakar TalluriPas encore d'évaluation
- Mid Term ReveiwDocument8 pagesMid Term ReveiwSweta HansariaPas encore d'évaluation