Vous aimerez peut-être aussi
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsD'EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsÉvaluation : 4.5 sur 5 étoiles4.5/5 (10)
- WpsDocument6 pagesWpsabhishek198327Pas encore d'évaluation
- Welder Performance Qualifications (WPQ) : (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)Document18 pagesWelder Performance Qualifications (WPQ) : (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)mahendraPas encore d'évaluation
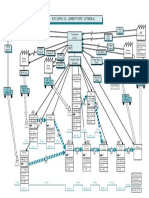
- Emc Supply Co. Current State 0ctober 26: Production Control MRP Weekly Build ScheduleDocument1 pageEmc Supply Co. Current State 0ctober 26: Production Control MRP Weekly Build ScheduleKlaudiaPas encore d'évaluation
- Sample Format: Sensitivity: LNT Construction Internal UseDocument2 pagesSample Format: Sensitivity: LNT Construction Internal UseKarthikPas encore d'évaluation
- Uail - Pin Li-Cqa-213-F-01 WPS FormatDocument2 pagesUail - Pin Li-Cqa-213-F-01 WPS FormatKarthikPas encore d'évaluation
- CS-1 6/1/2015 6/1/2015 R1 Gtaw / Smaw Manual / Manual: Type(s)Document2 pagesCS-1 6/1/2015 6/1/2015 R1 Gtaw / Smaw Manual / Manual: Type(s)Nazar Abdul KareemPas encore d'évaluation
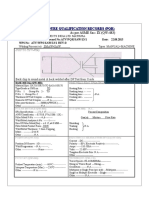
- STD PQR Format PDFDocument2 pagesSTD PQR Format PDFvinothPas encore d'évaluation
- STD PQR Format PDFDocument2 pagesSTD PQR Format PDFvinothPas encore d'évaluation
- Tata Consulting Engineers Limited: P Q T R (PQR)Document2 pagesTata Consulting Engineers Limited: P Q T R (PQR)Rajat KoleyPas encore d'évaluation
- WPS - Pre-Insulated PipesDocument4 pagesWPS - Pre-Insulated Pipesharis bhuttoPas encore d'évaluation
- PQRDocument2 pagesPQRRavi KumaranPas encore d'évaluation
- Welder Performance Qualifications (WPQ)Document1 pageWelder Performance Qualifications (WPQ)tayyabPas encore d'évaluation
- 003PQR P1&2 May 17 2018Document3 pages003PQR P1&2 May 17 2018Oliver CastroPas encore d'évaluation
- WPS PQRDocument4 pagesWPS PQRGuillermo ZaragozaPas encore d'évaluation
- Hard Facing OverlayDocument2 pagesHard Facing OverlayAmanSharmaPas encore d'évaluation
- Hard Facing Overlay PDF FreeDocument2 pagesHard Facing Overlay PDF Freemayav1Pas encore d'évaluation
- FM-87 Welding Procedure Specification WPS (MEC ENERGY's Conflicted Copy 2018-07-10)Document2 pagesFM-87 Welding Procedure Specification WPS (MEC ENERGY's Conflicted Copy 2018-07-10)tayyabPas encore d'évaluation
- Nuclear Power Corporation of India Litd.: Quality Assurance GroupDocument4 pagesNuclear Power Corporation of India Litd.: Quality Assurance GroupviswamanojPas encore d'évaluation
- QW-482 WPS BlankDocument2 pagesQW-482 WPS Blankj29mahonPas encore d'évaluation
- WPS D1.6 Annex m1 PDFDocument1 pageWPS D1.6 Annex m1 PDFbollascribdPas encore d'évaluation
- Record of Welder or Welding Operator Qualification Test: Welders's Name: Stamp No.: WQT No.Document1 pageRecord of Welder or Welding Operator Qualification Test: Welders's Name: Stamp No.: WQT No.Weld Bro SandeepPas encore d'évaluation
- Wps Magi Tig ExempleDocument6 pagesWps Magi Tig ExempleDanem HalasPas encore d'évaluation
- Wps Magi Tig Exemple PDFDocument6 pagesWps Magi Tig Exemple PDFJaime PatrónPas encore d'évaluation
- Wps Short FormDocument2 pagesWps Short FormsrinivasanPas encore d'évaluation
- L2 WPSDocument1 pageL2 WPSBernardo LeorPas encore d'évaluation
- 03 WPS CS 1Document3 pages03 WPS CS 1mohammadPas encore d'évaluation
- D1.5M D1.5 2015 AMD1 Form O 2 FillableDocument1 pageD1.5M D1.5 2015 AMD1 Form O 2 Fillablevikasphopale1Pas encore d'évaluation
- Wps PQR Aws d11 FormDocument2 pagesWps PQR Aws d11 Formflakosisas100% (1)
- FQ 069Document1 pageFQ 069Chava TejaPas encore d'évaluation
- Form N 2 Sample Welding Procedure SpecificationDocument1 pageForm N 2 Sample Welding Procedure SpecificationViswanath SreepadaPas encore d'évaluation
- WPS TemplateDocument1 pageWPS TemplateMatt De Hoog100% (1)
- Welding Procedure Specification-1Document8 pagesWelding Procedure Specification-1Suresh Rathod100% (1)
- JushDocument2 pagesJushg6vhdytsyzPas encore d'évaluation
- WPSDocument3 pagesWPSDhanush NairPas encore d'évaluation
- Joint (QW-402)Document3 pagesJoint (QW-402)MuhammadNajibPas encore d'évaluation
- Wps Electrode WeldingDocument2 pagesWps Electrode Weldingmysterious_westPas encore d'évaluation
- WPQTDocument1 pageWPQTyousab creator2Pas encore d'évaluation
- Procedure Qualification Records (PQR)Document2 pagesProcedure Qualification Records (PQR)amine algPas encore d'évaluation
- B2.1 B2.1M 2014 Amd1 Procedure Qualification Record PQR PDFDocument2 pagesB2.1 B2.1M 2014 Amd1 Procedure Qualification Record PQR PDFNavanitheeshwaran SivasubramaniyamPas encore d'évaluation
- AslnDocument2 pagesAslng6vhdytsyzPas encore d'évaluation
- Aws N-1 WPS-PQR FormDocument2 pagesAws N-1 WPS-PQR FormEdwin MariacaPas encore d'évaluation
- Welding Procedure Specification (WPS) Yes PREQUALIFIED - Qualified by Testing - or Procedure Qualification Records (PQR) YesDocument4 pagesWelding Procedure Specification (WPS) Yes PREQUALIFIED - Qualified by Testing - or Procedure Qualification Records (PQR) Yesvarun100% (1)
- WPS VarillaDocument2 pagesWPS Varillalabingles89Pas encore d'évaluation
- Wps FormatDocument2 pagesWps FormatParminder SinghPas encore d'évaluation
- Sample WPS For SSDocument2 pagesSample WPS For SSSachin S. SalunkhePas encore d'évaluation
- Ahp 2X660 (WPS) )Document17 pagesAhp 2X660 (WPS) )Hema NandhPas encore d'évaluation
- M/S SPML Infra LTDDocument6 pagesM/S SPML Infra LTDyouuuuyPas encore d'évaluation
- 653 WPS-PQR PDFDocument4 pages653 WPS-PQR PDFETSPas encore d'évaluation
- Performance Qualification Test Record: Test Weldment Position Tested Weldment Thickness (T)Document1 pagePerformance Qualification Test Record: Test Weldment Position Tested Weldment Thickness (T)Navanitheeshwaran SivasubramaniyamPas encore d'évaluation
- Welding Procedure Specification (WPS) : FM-87 Issue - 01 Date: Feb, 12,2015 Page 1 of 2Document2 pagesWelding Procedure Specification (WPS) : FM-87 Issue - 01 Date: Feb, 12,2015 Page 1 of 2tayyabPas encore d'évaluation
- Sample Welding Procedure Specification (WPS) : Joints (See 4.13.1)Document2 pagesSample Welding Procedure Specification (WPS) : Joints (See 4.13.1)muadzPas encore d'évaluation
- WPQ Format Sec IxDocument2 pagesWPQ Format Sec IxParminder SinghPas encore d'évaluation
- Welding Procedure Specification (WPS) : JointsDocument2 pagesWelding Procedure Specification (WPS) : JointsNavanitheeshwaran SivasubramaniyamPas encore d'évaluation
- Wps Borang AdiDocument2 pagesWps Borang AdixernozaqilPas encore d'évaluation
- How to prepare Welding Procedures for Oil & Gas PipelinesD'EverandHow to prepare Welding Procedures for Oil & Gas PipelinesÉvaluation : 5 sur 5 étoiles5/5 (1)
- Applied Process Design for Chemical and Petrochemical Plants: Volume 1D'EverandApplied Process Design for Chemical and Petrochemical Plants: Volume 1Évaluation : 3.5 sur 5 étoiles3.5/5 (3)
- IsaMill Technology Primary Grinding Circuit AntapaccayDocument17 pagesIsaMill Technology Primary Grinding Circuit Antapaccaypedro jose carrasco oblitasPas encore d'évaluation
- A To Z About PLC Control.8992501.PowerpointDocument4 pagesA To Z About PLC Control.8992501.PowerpointErnest WoreczekPas encore d'évaluation
- Metal Casting Technology: DR Srinivasan NarayananDocument95 pagesMetal Casting Technology: DR Srinivasan NarayananAkshita MuskanPas encore d'évaluation
- Complete FastOx System & Plant - Sierra EnergyDocument7 pagesComplete FastOx System & Plant - Sierra EnergySiamak JamaliPas encore d'évaluation
- Plastic Industry Presentation POMDocument20 pagesPlastic Industry Presentation POMmalaikaarshad665Pas encore d'évaluation
- Fasteners For Use With PC BoardsDocument25 pagesFasteners For Use With PC BoardsJustin PhanPas encore d'évaluation
- PVC 管手册Document111 pagesPVC 管手册许爱文Pas encore d'évaluation
- Nigalex Standard Sections - Angles and TubesDocument21 pagesNigalex Standard Sections - Angles and TubesRamez Bou-RizkPas encore d'évaluation
- HP Parthan Ep 68Document2 pagesHP Parthan Ep 68vishesh.messer213Pas encore d'évaluation
- ME411-Workholding Device - 10.4.21Document71 pagesME411-Workholding Device - 10.4.21Albert VillarosaPas encore d'évaluation
- Care in Use Synthetic SlingsDocument1 pageCare in Use Synthetic SlingsEhsan Bahrami Gol SorkhdanPas encore d'évaluation
- Inner Ring Groove & Land Grinding ProcessDocument38 pagesInner Ring Groove & Land Grinding ProcessLateecka R Kulkarni100% (1)
- Mis RMHS & Logistics - 22.02.2018Document98 pagesMis RMHS & Logistics - 22.02.2018110me0313Pas encore d'évaluation
- Literature Review of Glass FibreDocument5 pagesLiterature Review of Glass Fibreaflspbnyu100% (1)
- UntitledDocument12 pagesUntitledJoão Paulo Prestes PereiraPas encore d'évaluation
- Geotechnical and Environmental Evaluation of Lime-CementDocument12 pagesGeotechnical and Environmental Evaluation of Lime-CementferraPas encore d'évaluation
- Pressure VesselsDocument42 pagesPressure VesselsIndra BRPas encore d'évaluation
- The Use of Reinforced Thermoplastic Pipe in Co2 Flood Enhanced Oil RecoveryDocument7 pagesThe Use of Reinforced Thermoplastic Pipe in Co2 Flood Enhanced Oil RecoveryOsama AshourPas encore d'évaluation
- TC-NVL - Infracem - Opc WK-16-2023-28DDocument1 pageTC-NVL - Infracem - Opc WK-16-2023-28DSirajul IslamPas encore d'évaluation
- Wall Formwork Design LCDDocument8 pagesWall Formwork Design LCDRezky KurniawanPas encore d'évaluation
- AISTech 2019 NGoodmanDocument9 pagesAISTech 2019 NGoodmanamrohPas encore d'évaluation
- Studii de Caz IKRo - ToateDocument16 pagesStudii de Caz IKRo - ToateAlexandru VanceaPas encore d'évaluation
- Company Profile - Rajavir IndustriesDocument6 pagesCompany Profile - Rajavir IndustriesRaj SakariaPas encore d'évaluation
- Sikagard - 62Document4 pagesSikagard - 62dineshPas encore d'évaluation
- Day 1Document47 pagesDay 1vinay1999Pas encore d'évaluation
- KREBS-26 BPC Natural RubberDocument1 pageKREBS-26 BPC Natural Rubbermipo.scl.clPas encore d'évaluation
- Phe Port Filter Leaflet PDFDocument2 pagesPhe Port Filter Leaflet PDFMiroslaw LabudaPas encore d'évaluation
- Dye Penetrant Test Procedure HRRLDocument4 pagesDye Penetrant Test Procedure HRRLAshok TiwariPas encore d'évaluation
- Fosroc Galvafroid: Zinc Rich Cold Galvanising Coating Uses 0370Document2 pagesFosroc Galvafroid: Zinc Rich Cold Galvanising Coating Uses 0370infospinsterPas encore d'évaluation