Vous aimerez peut-être aussi
- R0006 PDFDocument2 pagesR0006 PDFGovind RajPas encore d'évaluation
- F1178-11 Standard Specification For Performance of Enameling System, Baking, Metal Joiner Work and FurnitureDocument8 pagesF1178-11 Standard Specification For Performance of Enameling System, Baking, Metal Joiner Work and FurnitureislamakthamPas encore d'évaluation
- B869-07 (2013) Standard Specification For Copper-Clad Steel Electrical Conductor For CATV Drop WireDocument3 pagesB869-07 (2013) Standard Specification For Copper-Clad Steel Electrical Conductor For CATV Drop WireislamakthamPas encore d'évaluation
- F670-02 (2012) Standard Specification For Tanks, 5 and 10-Gal (20 and 40-L) Lube Oil Dispensing PDFDocument3 pagesF670-02 (2012) Standard Specification For Tanks, 5 and 10-Gal (20 and 40-L) Lube Oil Dispensing PDFislamakthamPas encore d'évaluation
- F682-82a (2014) Standard Specification For Wrought Carbon Steel Sleeve-Type Pipe Couplings PDFDocument5 pagesF682-82a (2014) Standard Specification For Wrought Carbon Steel Sleeve-Type Pipe Couplings PDFislamakthamPas encore d'évaluation
- F1120-87 (2015) Standard Specification For Circular Metallic Bellows Type Expansion Joints For Piping ApplicationsDocument7 pagesF1120-87 (2015) Standard Specification For Circular Metallic Bellows Type Expansion Joints For Piping Applicationsislamaktham100% (1)
- F825-93 (2010) Standard Specification For Drawers, Furniture, Marine, SteelDocument3 pagesF825-93 (2010) Standard Specification For Drawers, Furniture, Marine, SteelislamakthamPas encore d'évaluation
- F1005-91 (2013) Standard Practice For HVAC Duct Shapes Identification and Description of Design ConfigurationDocument19 pagesF1005-91 (2013) Standard Practice For HVAC Duct Shapes Identification and Description of Design ConfigurationislamakthamPas encore d'évaluation
- A574M-12 Standard Specification For Alloy Steel Socket-Head Cap Screws (Metric)Document6 pagesA574M-12 Standard Specification For Alloy Steel Socket-Head Cap Screws (Metric)islamakthamPas encore d'évaluation
- F885-84 (2011) Standard Specification for Envelope Dimensions for Bronze Globe Valves NPS 1ظ - - 4 to 2Document3 pagesF885-84 (2011) Standard Specification for Envelope Dimensions for Bronze Globe Valves NPS 1ظ - - 4 to 2islamakthamPas encore d'évaluation
- F1121-87 (2015) Standard Specification For International Shore Connections For Marine Fire ApplicationsDocument3 pagesF1121-87 (2015) Standard Specification For International Shore Connections For Marine Fire ApplicationsislamakthamPas encore d'évaluation
- F782-01 (2012) Standard Specification For Doors, Furniture, MarineDocument4 pagesF782-01 (2012) Standard Specification For Doors, Furniture, MarineislamakthamPas encore d'évaluation
- F941-99 (2013) Standard Practice For Inspection of Marine Surface Preparation and Coating ApplicationDocument3 pagesF941-99 (2013) Standard Practice For Inspection of Marine Surface Preparation and Coating ApplicationislamakthamPas encore d'évaluation
- F765-93 (2012) E1 Standard Specification For Wildcats, Ship Anchor ChainDocument6 pagesF765-93 (2012) E1 Standard Specification For Wildcats, Ship Anchor ChainislamakthamPas encore d'évaluation
- F825-93 (2010) Standard Specification For Drawers, Furniture, Marine, SteelDocument3 pagesF825-93 (2010) Standard Specification For Drawers, Furniture, Marine, SteelislamakthamPas encore d'évaluation
- Elevated Temperature Tension Tests of Metallic Materials: Standard Test Methods ForDocument8 pagesElevated Temperature Tension Tests of Metallic Materials: Standard Test Methods Forfrancisco monsivaisPas encore d'évaluation
- F783-88 (2013) Standard Specification For Staple, Handgrab, Handle, and Stirrup RungDocument3 pagesF783-88 (2013) Standard Specification For Staple, Handgrab, Handle, and Stirrup RungislamakthamPas encore d'évaluation
- E238-12 Standard Test Method For Pin-Type Bearing Test of Metallic MaterialsDocument5 pagesE238-12 Standard Test Method For Pin-Type Bearing Test of Metallic MaterialsislamakthamPas encore d'évaluation
- E131-10 (2015) Standard Terminology Relating To Molecular SpectrosDocument11 pagesE131-10 (2015) Standard Terminology Relating To Molecular SpectrosislamakthamPas encore d'évaluation
- E633-13 Standard Guide For Use of Thermocouples in Creep and Stress-Rupture Testing To 1800 - F (1000 - C) in AirDocument8 pagesE633-13 Standard Guide For Use of Thermocouples in Creep and Stress-Rupture Testing To 1800 - F (1000 - C) in AirislamakthamPas encore d'évaluation
- E448-82 (2008) Standard Practice For Scleroscope Hardness Testing of Metallic MaterialsDocument5 pagesE448-82 (2008) Standard Practice For Scleroscope Hardness Testing of Metallic MaterialsislamakthamPas encore d'évaluation
- E2735-14 Standard Guide For Selection of Calibrations Needed For X-Ray Photoelectron Spectroscopy (XPS) ExperimentsDocument6 pagesE2735-14 Standard Guide For Selection of Calibrations Needed For X-Ray Photoelectron Spectroscopy (XPS) ExperimentsislamakthamPas encore d'évaluation
- E 355 - 96 (2014) PDFDocument6 pagesE 355 - 96 (2014) PDFruben carcamoPas encore d'évaluation
- E3-11 Preparation of Metallographic Specimens PDFDocument12 pagesE3-11 Preparation of Metallographic Specimens PDFevelyn50% (2)
- E697-96 (2011) Standard Practice For Use of Electron-Capture Detectors in Gas ChromatographyDocument13 pagesE697-96 (2011) Standard Practice For Use of Electron-Capture Detectors in Gas ChromatographyislamakthamPas encore d'évaluation
- E387-04 (2014) Standard Test Method For Estimating Stray Radiant Power Ratio of Dispersive Spectrophotometers by The Opaque Filter MethodDocument11 pagesE387-04 (2014) Standard Test Method For Estimating Stray Radiant Power Ratio of Dispersive Spectrophotometers by The Opaque Filter Methodislamaktham100% (2)
- General Techniques of Ultraviolet-Visible Quantitative AnalysisDocument6 pagesGeneral Techniques of Ultraviolet-Visible Quantitative Analysisruben carcamoPas encore d'évaluation
- E1523-15 Standard Guide To Charge Control and Charge Referencing Techniques in X-Ray Photoelectron SpectrosDocument7 pagesE1523-15 Standard Guide To Charge Control and Charge Referencing Techniques in X-Ray Photoelectron SpectrosislamakthamPas encore d'évaluation
- E2617-10 Standard Practice For Validation of Empirically Derived Multivariate CalibrationsDocument11 pagesE2617-10 Standard Practice For Validation of Empirically Derived Multivariate CalibrationsislamakthamPas encore d'évaluation
- E1504-11 Standard Practice For Reporting Mass Spectral Data in Secondary Ion Mass Spectrometry (SIMS)Document2 pagesE1504-11 Standard Practice For Reporting Mass Spectral Data in Secondary Ion Mass Spectrometry (SIMS)islamakthamPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Sciencedirect: Effect of Heat Treatment On Microstructure and Property of Cr13 Super Martensitic Stainless SteelDocument7 pagesSciencedirect: Effect of Heat Treatment On Microstructure and Property of Cr13 Super Martensitic Stainless SteelAkdri Bagus ZulvikarPas encore d'évaluation
- A580A580M-15 Standard Specification For Stainless Steel WireDocument5 pagesA580A580M-15 Standard Specification For Stainless Steel Wiretjt4779Pas encore d'évaluation
- Effects of MN, P, S, SiDocument2 pagesEffects of MN, P, S, SiAdithya ShouriePas encore d'évaluation
- General Requirements For Steel Bars, Carbon and Alloy, Hot-WroughtDocument16 pagesGeneral Requirements For Steel Bars, Carbon and Alloy, Hot-Wroughtعصام السامرائيPas encore d'évaluation
- A 723 - A 723M - 94 R99 - Qtcymy05nfi5oq - PDFDocument4 pagesA 723 - A 723M - 94 R99 - Qtcymy05nfi5oq - PDFZam DresPas encore d'évaluation
- Astm F568M-02 PDFDocument9 pagesAstm F568M-02 PDFLabEwPas encore d'évaluation
- Heat Treatments PDFDocument2 pagesHeat Treatments PDFJhony BhatPas encore d'évaluation
- Failure analysis of turbo-blower bladesDocument11 pagesFailure analysis of turbo-blower bladesFlorentin BacnașuPas encore d'évaluation
- 7049 PDFDocument30 pages7049 PDF孙俊磊Pas encore d'évaluation
- Steel Heat Treatment HandbookDocument832 pagesSteel Heat Treatment HandbookSiampol Feepakphor100% (2)
- BS 2S 98Document8 pagesBS 2S 98Lokesh NarasimhaiahPas encore d'évaluation
- Effect of Tungsten in Mechanical Properties of Resuced Activation Ferriitic Martensitic SteelDocument7 pagesEffect of Tungsten in Mechanical Properties of Resuced Activation Ferriitic Martensitic SteelshouldPas encore d'évaluation
- Astm f682 1982Document7 pagesAstm f682 1982dharlanuctcomPas encore d'évaluation
- Heat Treatment Lab ReportDocument12 pagesHeat Treatment Lab ReportCarl Behlmer100% (5)
- API 510 Questions Amp Answers Closed Book 1 PDF FreeDocument12 pagesAPI 510 Questions Amp Answers Closed Book 1 PDF Freejakariya100% (2)
- Standard Specification For Copper-Zinc-Aluminum-Cobalt Alloy, Copper-Zinc-Tin-Iron Alloy Plate, Sheet, Strip, and Rolled BarDocument5 pagesStandard Specification For Copper-Zinc-Aluminum-Cobalt Alloy, Copper-Zinc-Tin-Iron Alloy Plate, Sheet, Strip, and Rolled BarLorena JimenezPas encore d'évaluation
- Physical Metallurgy of SteelDocument174 pagesPhysical Metallurgy of SteelMarisa RobertsPas encore d'évaluation
- SA 537 Cl2 Vs 841 Cl2Document4 pagesSA 537 Cl2 Vs 841 Cl2Dương Huy NguyễnPas encore d'évaluation
- Astm A105Document5 pagesAstm A105Ali ArsalanPas encore d'évaluation
- Astm Sa 193Document18 pagesAstm Sa 193arifin rizalPas encore d'évaluation
- Jominy Test Analysis of Steel HardenabilityDocument3 pagesJominy Test Analysis of Steel HardenabilitySantiago Aguirre OspinaPas encore d'évaluation
- Microscopic Examination of Carbon SteelDocument12 pagesMicroscopic Examination of Carbon SteelNurul BalqishPas encore d'évaluation
- BS en 10111-2008Document16 pagesBS en 10111-2008Martijn GrootPas encore d'évaluation
- AcknowledgementDocument46 pagesAcknowledgementSri Ram VikasPas encore d'évaluation
- European Steel and Alloy Grades: 16nicrs4 (1.5715)Document2 pagesEuropean Steel and Alloy Grades: 16nicrs4 (1.5715)farshid KarpasandPas encore d'évaluation
- Reducing Heat Treat IssuesDocument36 pagesReducing Heat Treat IssuesSoraida Ramirez100% (1)
- Day 14: Heat Treatments of SteelDocument20 pagesDay 14: Heat Treatments of SteelBhushan Shankar KamblePas encore d'évaluation
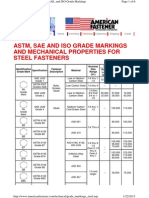
- ASTM, SAE AND ISO GRADE MARKINGS FOR STEEL FASTENERSDocument6 pagesASTM, SAE AND ISO GRADE MARKINGS FOR STEEL FASTENERShoannhuPas encore d'évaluation
- Heat TreatmentDocument39 pagesHeat TreatmentAnonymous DNGQmBfW9vPas encore d'évaluation
- ESAB WeldingDocument190 pagesESAB WeldingJoseph Booker100% (1)