Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- MATH Formulas PDFDocument33 pagesMATH Formulas PDFAnonymous 0Mduljho100% (3)
- 1 - A Electronic CommunicationsDocument56 pages1 - A Electronic CommunicationsYui PhantomhivePas encore d'évaluation
- Global Positioning System NewDocument56 pagesGlobal Positioning System NewYui PhantomhivePas encore d'évaluation
- 2 NoiseDocument23 pages2 NoiseYui PhantomhivePas encore d'évaluation
- Void Generation Method Yields Low-Void Solder Paste - Technical Memo - About Soldering - KOKI Company LTDDocument5 pagesVoid Generation Method Yields Low-Void Solder Paste - Technical Memo - About Soldering - KOKI Company LTDYui PhantomhivePas encore d'évaluation
- Lecture 17: Power Amplifiers - Part I: Class On Friday November 11 Cancelled Quiz II On Friday November 18thDocument28 pagesLecture 17: Power Amplifiers - Part I: Class On Friday November 11 Cancelled Quiz II On Friday November 18thMaxPas encore d'évaluation
- Ecelaws-Ra5734 9292Document28 pagesEcelaws-Ra5734 9292Achilles AldavePas encore d'évaluation
- Research Paper (Thesis) : "Effects of Bullying To Students"Document5 pagesResearch Paper (Thesis) : "Effects of Bullying To Students"Yui PhantomhivePas encore d'évaluation
- Autocad 2013 - Folleto en INGLÉSDocument2 pagesAutocad 2013 - Folleto en INGLÉSicreatiaPas encore d'évaluation
- Sample On Time RatesDocument4 pagesSample On Time RatesYui PhantomhivePas encore d'évaluation
- Mensuration FormulasDocument25 pagesMensuration FormulasIsrar Ahmad100% (1)
- Fracture Mechanics of Delamination Buckling in Laminated CompositesDocument20 pagesFracture Mechanics of Delamination Buckling in Laminated CompositesShree BiradarPas encore d'évaluation
- No.2 Calculation of Pump Head. (Condenser Water) Air-Conditioning SystemDocument1 pageNo.2 Calculation of Pump Head. (Condenser Water) Air-Conditioning SystemRey ObiasPas encore d'évaluation
- Proplast RC50 - TDSDocument2 pagesProplast RC50 - TDSAhmed AbuoelnagaPas encore d'évaluation
- Processing of Aerospace Materials - I (ME772) : Fracture Toughness and High Cycle Fatigue Date: 11 January 2022Document23 pagesProcessing of Aerospace Materials - I (ME772) : Fracture Toughness and High Cycle Fatigue Date: 11 January 2022B RITHIKAPas encore d'évaluation
- Tunnelling and Underground Space Technology: L.X. Xie, W.B. Lu, Q.B. Zhang, Q.H. Jiang, M. Chen, J. ZhaoDocument15 pagesTunnelling and Underground Space Technology: L.X. Xie, W.B. Lu, Q.B. Zhang, Q.H. Jiang, M. Chen, J. ZhaoKatty MonsalvePas encore d'évaluation
- Vastu HouseDocument15 pagesVastu HouseRoshani ShresthaPas encore d'évaluation
- Chap. 3 - Split Air Conditioning SystemDocument17 pagesChap. 3 - Split Air Conditioning SystemSparsh ShukalPas encore d'évaluation
- 2017 LATBSDC CRITERIA - Final - 06 08 17 PDFDocument72 pages2017 LATBSDC CRITERIA - Final - 06 08 17 PDFRannie IsonPas encore d'évaluation
- Sum FHT MD-SLDDocument5 pagesSum FHT MD-SLDNebula RockbandPas encore d'évaluation
- Causes and Prevention of Cracks in BuildingDocument34 pagesCauses and Prevention of Cracks in Buildingvatika100% (2)
- ASTM D 4442-07: Standard Test Methods For Direct Moisture Content Measurement of Wood and Wood-Based MaterialsDocument22 pagesASTM D 4442-07: Standard Test Methods For Direct Moisture Content Measurement of Wood and Wood-Based MaterialsLea Mae CabancaPas encore d'évaluation
- 02 Req App 01 Drawing & SpecificationDocument4 pages02 Req App 01 Drawing & Specificationjaimejulio69Pas encore d'évaluation
- Paraflex Series NewDocument2 pagesParaflex Series NewJun CrisostomoPas encore d'évaluation
- CITATION Jen15 /L 13321Document2 pagesCITATION Jen15 /L 13321Kent Aldwin MangalinoPas encore d'évaluation
- Unit 3 Design of Keys Forces Acting On A Sunk KeyDocument2 pagesUnit 3 Design of Keys Forces Acting On A Sunk KeyJayadev E100% (1)
- Marco Island Executive Airport Terminal Construction Change of Order #5 - 2021Document5 pagesMarco Island Executive Airport Terminal Construction Change of Order #5 - 2021Omar Rodriguez OrtizPas encore d'évaluation
- Highly Sophisticated Cell Opener For Viscoelastic Foam (Presentation)Document50 pagesHighly Sophisticated Cell Opener For Viscoelastic Foam (Presentation)Сергей Дружинин100% (1)
- VWR 1500 Series ManualDocument28 pagesVWR 1500 Series ManualDanielPas encore d'évaluation
- General Notes: A B A' A B A'Document1 pageGeneral Notes: A B A' A B A'Jaycee RollanPas encore d'évaluation
- The Planning, Design and Analysis of The Bloukrans BridgeDocument14 pagesThe Planning, Design and Analysis of The Bloukrans BridgetevredePas encore d'évaluation
- Ursa Major Elementary School Collapse Prevention Findings ReportDocument33 pagesUrsa Major Elementary School Collapse Prevention Findings ReportAlaska's News SourcePas encore d'évaluation
- Hot BoltingDocument6 pagesHot BoltingNickath Banu100% (1)
- Dev. 9-Garden and Landscape.: DescriptionDocument9 pagesDev. 9-Garden and Landscape.: DescriptionrafabdPas encore d'évaluation
- Department of Mechanical Engineering Basic Thermodynamics (B Sec)Document1 pageDepartment of Mechanical Engineering Basic Thermodynamics (B Sec)sutha_me20098282Pas encore d'évaluation
- 7th - Building & ArchitectureDocument9 pages7th - Building & ArchitectureRamchandra YadavPas encore d'évaluation
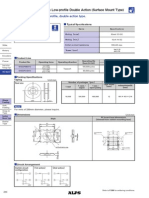
- 0.6mm Low-Profile, Double Action TypeDocument3 pages0.6mm Low-Profile, Double Action TypeshyhuPas encore d'évaluation
- 250 MW - VoThermal Power Station Spec-2Document447 pages250 MW - VoThermal Power Station Spec-2Rohit GoyalPas encore d'évaluation
- Solution of Shellside Pressure Drop and Heat Transfer by Stream Analysis MethodDocument6 pagesSolution of Shellside Pressure Drop and Heat Transfer by Stream Analysis MethodacckypenrynPas encore d'évaluation
- The Problem and Its Background: PAGE - 1Document85 pagesThe Problem and Its Background: PAGE - 1Gigi SalesPas encore d'évaluation
- Product Information F737 OberonDocument2 pagesProduct Information F737 OberonCosmic TitusPas encore d'évaluation