Vous aimerez peut-être aussi
- EnergyauditDocument114 pagesEnergyauditAdewale Adefemi JonathanPas encore d'évaluation
- Energy Saving Denox - Catalysts: Ruedi Frey, Hitachi Zosen Inova, ZürichDocument30 pagesEnergy Saving Denox - Catalysts: Ruedi Frey, Hitachi Zosen Inova, Zürichnay denPas encore d'évaluation
- Technologies For CO Capture From Electric Power Plants: CCTR Basic Facts File #4Document27 pagesTechnologies For CO Capture From Electric Power Plants: CCTR Basic Facts File #4Anonymous FvXjyF4cT4Pas encore d'évaluation
- Energy Engineering: 4th Term, B.Sc. Chemical Engineering Session 2008 Delivered byDocument13 pagesEnergy Engineering: 4th Term, B.Sc. Chemical Engineering Session 2008 Delivered bymmm2025Pas encore d'évaluation
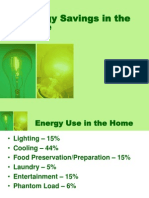
- Energy Savings in The HomeDocument27 pagesEnergy Savings in The Homeminorona2409100% (1)
- Caribbean Analytical ServicesDocument29 pagesCaribbean Analytical ServicesAnthony BasantaPas encore d'évaluation
- Condition Monitoring For Predictive Maintenance To Maximize Plant Energy EfficiencyDocument32 pagesCondition Monitoring For Predictive Maintenance To Maximize Plant Energy EfficiencyVaspeoPas encore d'évaluation
- Community Biogas PlantDocument19 pagesCommunity Biogas PlantYashdeep SaraswatPas encore d'évaluation
- 7 - Schematic of A Thermal Power PlantDocument29 pages7 - Schematic of A Thermal Power PlantAnonymous 4SIk3AdnPas encore d'évaluation
- Fundamentals of VibrationDocument99 pagesFundamentals of Vibrationjide.atolagbe3737Pas encore d'évaluation
- NeuCo Boiler OptimisationDocument40 pagesNeuCo Boiler OptimisationMuhammad Reza PradectaPas encore d'évaluation
- Encon Rad HeatDocument16 pagesEncon Rad HeatRakesh KumarPas encore d'évaluation
- A2A Training Modules 1 To 3Document54 pagesA2A Training Modules 1 To 3Jose DenizPas encore d'évaluation
- Article Trends Carbon BlackDocument8 pagesArticle Trends Carbon Blackdev2627Pas encore d'évaluation
- Organic - New - 2019 Product ProfileDocument15 pagesOrganic - New - 2019 Product Profilevaibhav khodakePas encore d'évaluation
- Energy EfficiencyDocument15 pagesEnergy Efficiencyzs28844Pas encore d'évaluation
- Fuels & CombustionsDocument51 pagesFuels & CombustionsSonika MaulanaPas encore d'évaluation
- Role of Chemistry in Power Plant: Presented By: Dilip Kumar O&M Chemistry, NTPC LTDDocument42 pagesRole of Chemistry in Power Plant: Presented By: Dilip Kumar O&M Chemistry, NTPC LTDOsu AmpawanonPas encore d'évaluation
- Power Generation From Coal PDFDocument114 pagesPower Generation From Coal PDFMardi RahardjoPas encore d'évaluation
- Global Trend and Challenges To Internet Data Centre High Energy Efficiency StrategiesDocument19 pagesGlobal Trend and Challenges To Internet Data Centre High Energy Efficiency StrategiesYashveer TakooryPas encore d'évaluation
- Motors A Performance Opportunity RoadmapDocument18 pagesMotors A Performance Opportunity RoadmapAtiq_2909Pas encore d'évaluation
- By: Ladisla, Gyver G. Pecson, Prince Harry B. Sartin, Raymart PDocument11 pagesBy: Ladisla, Gyver G. Pecson, Prince Harry B. Sartin, Raymart PRaymart SartinPas encore d'évaluation
- Challenges To Improve Energy Efficiency in Oil Refineries When Modernizing Electric Motor Systems (Final)Document20 pagesChallenges To Improve Energy Efficiency in Oil Refineries When Modernizing Electric Motor Systems (Final)Tarek El-shennawyPas encore d'évaluation
- Turbo Machinery: Donga Ramesh KumarDocument19 pagesTurbo Machinery: Donga Ramesh KumarxyzPas encore d'évaluation
- Lec 3 BoilerDocument20 pagesLec 3 BoilerRajiv SharmaPas encore d'évaluation
- PMS Theory Chapter3Document47 pagesPMS Theory Chapter3moulitechPas encore d'évaluation
- Carbon Dioxide in Ice Rink RefrigerationDocument65 pagesCarbon Dioxide in Ice Rink RefrigerationSamiYousifPas encore d'évaluation
- Furnaces in Power BoilerDocument34 pagesFurnaces in Power BoilerMohammed AzharuddinPas encore d'évaluation
- Chemical Cleaning Procedure For Inter Stage Coolers For CO2 CompressorDocument1 pageChemical Cleaning Procedure For Inter Stage Coolers For CO2 Compressormukesh100% (1)
- Refractory Materials For Slagging GasifiersDocument24 pagesRefractory Materials For Slagging GasifiersMian GaoPas encore d'évaluation
- The Economics of Co Separation and CaptureDocument18 pagesThe Economics of Co Separation and CaptureJonah VaughnPas encore d'évaluation
- Bayer ProcessesDocument17 pagesBayer ProcessesMuhamad FajriPas encore d'évaluation
- Dry Ice (CO2) CleaningDocument5 pagesDry Ice (CO2) CleaningdebPas encore d'évaluation
- PTQ Enhancing Heat TransferDocument5 pagesPTQ Enhancing Heat TransferkulaspiroPas encore d'évaluation
- Energy Saving in Steam Systems.Document34 pagesEnergy Saving in Steam Systems.babis1980Pas encore d'évaluation
- Amberlite IR 120 H L PDFDocument2 pagesAmberlite IR 120 H L PDFRainerPas encore d'évaluation
- Improving Energy Efficiency Boilers R1Document71 pagesImproving Energy Efficiency Boilers R1seif elsaiePas encore d'évaluation
- Power Plant Engineering Sample Oral QuestionsDocument5 pagesPower Plant Engineering Sample Oral QuestionsEswara RaoPas encore d'évaluation
- Basic Cooling Water Management IIDocument32 pagesBasic Cooling Water Management IIkishku123Pas encore d'évaluation
- Exactspace: Power Plant AnalyticsDocument24 pagesExactspace: Power Plant AnalyticsK Senthil Ram KumarPas encore d'évaluation
- 19.-Pyrolysis FurnaceDocument5 pages19.-Pyrolysis FurnaceWilfredo PastranaPas encore d'évaluation
- Basics of Steam System DesignDocument5 pagesBasics of Steam System Designarun89000100% (1)
- Brochure Ms Adsorbents PDFDocument8 pagesBrochure Ms Adsorbents PDFHaggy Prabu MargandhiPas encore d'évaluation
- How CDM Project Enhancing in Developing MyanmarDocument65 pagesHow CDM Project Enhancing in Developing MyanmarDream YellowPas encore d'évaluation
- Planning Information: Börger Rotary Lobe Pumps Börger Chopping TechnologyDocument137 pagesPlanning Information: Börger Rotary Lobe Pumps Börger Chopping TechnologyMilena Lemus FonsecaPas encore d'évaluation
- Technical Audit IN Murugappa GroupDocument51 pagesTechnical Audit IN Murugappa Groupryan hardiantoPas encore d'évaluation
- Rohm and Haas AnionDocument2 pagesRohm and Haas AnionSuresh BabuPas encore d'évaluation
- Catalyst Science & Technology Lab. By: Year Dr. Farhad & Mr. MohammedDocument12 pagesCatalyst Science & Technology Lab. By: Year Dr. Farhad & Mr. MohammedMUHAMMAD AKRAMPas encore d'évaluation
- NoxDocument10 pagesNoxRahulSinghPas encore d'évaluation
- Amberlite™ Ira405 CL: Ion Exchange ResinsDocument2 pagesAmberlite™ Ira405 CL: Ion Exchange ResinsMOST PASONPas encore d'évaluation
- Air BechtelDocument34 pagesAir BechtelBhargav ChaudhariPas encore d'évaluation
- Joel Bluestein Presentation PDFDocument38 pagesJoel Bluestein Presentation PDFChetan KotwalPas encore d'évaluation
- Electrical AuditDocument43 pagesElectrical AuditMark Louie MontanoPas encore d'évaluation
- Energy OptimizationDocument41 pagesEnergy OptimizationLina1929100% (1)
- 1.3 Energy Management & AuditNDocument34 pages1.3 Energy Management & AuditNvmramakrishnanPas encore d'évaluation
- Energy Efficiency Solutions: Tackling The Energy Challenges ThroughDocument16 pagesEnergy Efficiency Solutions: Tackling The Energy Challenges ThroughHadrien FaryalaPas encore d'évaluation
- Energy AuditDocument114 pagesEnergy Auditnaykbibhuti100% (1)
- RGRDocument3 pagesRGRBalachandar SathananthanPas encore d'évaluation
- 1 Rmashrae Rating Systems 0416 10Document36 pages1 Rmashrae Rating Systems 0416 10Bulent InanPas encore d'évaluation
- Unsupervised Model Selection For Time-Series Anomaly DetectionDocument25 pagesUnsupervised Model Selection For Time-Series Anomaly DetectioncleitonmoyaPas encore d'évaluation
- Rosemount 2120 Vibrating Fork Liquid Level SwitchDocument20 pagesRosemount 2120 Vibrating Fork Liquid Level SwitchcleitonmoyaPas encore d'évaluation
- Developmentofan Infinite Series Representationfor Phithe Golden Meanor Golden RatioDocument5 pagesDevelopmentofan Infinite Series Representationfor Phithe Golden Meanor Golden RatiocleitonmoyaPas encore d'évaluation
- Myths (Vinyl) - Hydrogenaudio KnowledgebaseDocument7 pagesMyths (Vinyl) - Hydrogenaudio KnowledgebasecleitonmoyaPas encore d'évaluation
- Vibration Switches Modelo 365 e 366Document1 pageVibration Switches Modelo 365 e 366cleitonmoyaPas encore d'évaluation
- 1994 - Recursive-Bayesian-Location-Of-A-Discontinuity-In-Time-SeriesDocument4 pages1994 - Recursive-Bayesian-Location-Of-A-Discontinuity-In-Time-SeriescleitonmoyaPas encore d'évaluation
- Difference Between Acronis Backup 12.5 Standard, Acronis Backup 12.5 Advanced and Acronis True Image 2018 - Knowledge BaseDocument4 pagesDifference Between Acronis Backup 12.5 Standard, Acronis Backup 12.5 Advanced and Acronis True Image 2018 - Knowledge BasecleitonmoyaPas encore d'évaluation
- Bayes Formula For Medical Decision MakingDocument6 pagesBayes Formula For Medical Decision MakingcleitonmoyaPas encore d'évaluation
- 3226OSI8 - What Are Recommended Exception and Compression SettingsDocument2 pages3226OSI8 - What Are Recommended Exception and Compression Settingscleitonmoya0% (1)
- Differences C# X JavaDocument62 pagesDifferences C# X JavacleitonmoyaPas encore d'évaluation
- Calculate OEE - Definitions, Formulas, and ExamplesDocument4 pagesCalculate OEE - Definitions, Formulas, and ExamplescleitonmoyaPas encore d'évaluation
- Accessing ION Enterprise OPC Server On Windows From A Remote ClientDocument5 pagesAccessing ION Enterprise OPC Server On Windows From A Remote ClientcleitonmoyaPas encore d'évaluation
- 3226OSI8 - What Are Recommended Exception and Compression SettingsDocument2 pages3226OSI8 - What Are Recommended Exception and Compression Settingscleitonmoya0% (1)
- Manufacturing IT TrendDocument4 pagesManufacturing IT TrendcleitonmoyaPas encore d'évaluation
- Sizing of Relief Valves For Two-Phase Flow in The Bayer ProcessDocument11 pagesSizing of Relief Valves For Two-Phase Flow in The Bayer Processjonyboy_1234915100% (1)
- FTP Commands List PDFDocument6 pagesFTP Commands List PDFcleitonmoyaPas encore d'évaluation
- CMX Calibrator SoftwareDocument196 pagesCMX Calibrator SoftwarecleitonmoyaPas encore d'évaluation
- A Guard-Band Strategy For Managing False Accept RiskDocument11 pagesA Guard-Band Strategy For Managing False Accept RiskcleitonmoyaPas encore d'évaluation
- A Guard-Band Strategy For Managing False Accept RiskDocument11 pagesA Guard-Band Strategy For Managing False Accept RiskcleitonmoyaPas encore d'évaluation
- Calibration Uncertainty ENGDocument7 pagesCalibration Uncertainty ENGmagtrolPas encore d'évaluation
- Advancements in Conformal Coating Process Controls PDFDocument10 pagesAdvancements in Conformal Coating Process Controls PDFcleitonmoyaPas encore d'évaluation
- Uncertinity and Error by NASADocument275 pagesUncertinity and Error by NASAdeepam0187Pas encore d'évaluation
- Pharmaceutical Company Improves Air FlowDocument2 pagesPharmaceutical Company Improves Air FlowcleitonmoyaPas encore d'évaluation
- Measurement Uncertainty and Metrological Confirmation in Docuented Quality SystemsDocument5 pagesMeasurement Uncertainty and Metrological Confirmation in Docuented Quality SystemscleitonmoyaPas encore d'évaluation
- Acidente Carro TeslaDocument4 pagesAcidente Carro TeslacleitonmoyaPas encore d'évaluation
- STS CSV ArticleDocument10 pagesSTS CSV ArticleConstantin TomaPas encore d'évaluation
- mgpg11 - A Beginner's Guide To Uncertainty of Measurement by Stephanie BellDocument41 pagesmgpg11 - A Beginner's Guide To Uncertainty of Measurement by Stephanie Bellarylananyla100% (2)
- mgpg11 - A Beginner's Guide To Uncertainty of Measurement by Stephanie BellDocument41 pagesmgpg11 - A Beginner's Guide To Uncertainty of Measurement by Stephanie Bellarylananyla100% (2)
- Acoustics 2008 Acoustics and Sustainability:: How Should Acoustics Adapt To Meet Future Demands?Document9 pagesAcoustics 2008 Acoustics and Sustainability:: How Should Acoustics Adapt To Meet Future Demands?cleitonmoyaPas encore d'évaluation
- SEMIKRON DataSheet SK 30 GD 066 ET 24914960Document5 pagesSEMIKRON DataSheet SK 30 GD 066 ET 24914960prajwalPas encore d'évaluation
- Gendex 9200 enDocument204 pagesGendex 9200 enArturo Jimenez Terrero80% (5)
- 17 Farley Fulache Vs ABS-CBN G.R. No. 183810Document7 pages17 Farley Fulache Vs ABS-CBN G.R. No. 183810SDN HelplinePas encore d'évaluation
- Price List Ciaz AccessoriesDocument4 pagesPrice List Ciaz AccessoriesAsif RazviPas encore d'évaluation
- Business Location and Success:: The Case of Internet Café Business in IndonesiaDocument22 pagesBusiness Location and Success:: The Case of Internet Café Business in IndonesiaRichard Rhamil Carganillo Garcia Jr.100% (1)
- March 2023 Complete Month Dawn Opinion With Urdu TranslationDocument361 pagesMarch 2023 Complete Month Dawn Opinion With Urdu Translationsidra shabbirPas encore d'évaluation
- Oracle Flash Storage System CLI ReferenceDocument454 pagesOracle Flash Storage System CLI Referencebsduser07Pas encore d'évaluation
- Case Study 1 - Signal Cable CompanyDocument5 pagesCase Study 1 - Signal Cable CompanyTengku SuriaPas encore d'évaluation
- C&DS Lab Manual UpdatedDocument182 pagesC&DS Lab Manual UpdatedJesmin MostafaPas encore d'évaluation
- EXHIBIT 071 (B) - Clearfield Doctrine in Full ForceDocument4 pagesEXHIBIT 071 (B) - Clearfield Doctrine in Full ForceAnthea100% (2)
- Cyber Attack NotesDocument4 pagesCyber Attack NotesCindy The GoddessPas encore d'évaluation
- Pk-Kredit Finanzierung-Db International Opening A Bank Account For Foreign StudentsDocument19 pagesPk-Kredit Finanzierung-Db International Opening A Bank Account For Foreign StudentsBoűmřãh FōüĀdPas encore d'évaluation
- Profitability at BranchDocument21 pagesProfitability at Branchdabeernaqvi100% (1)
- Stoxx Dividend Points Calculation Guide: Version 1.1 March 2010Document4 pagesStoxx Dividend Points Calculation Guide: Version 1.1 March 2010mrtandonPas encore d'évaluation
- JD Data Analyst CapgeminiDocument2 pagesJD Data Analyst CapgeminiShivansh KansalPas encore d'évaluation
- 2008 Almocera vs. OngDocument11 pages2008 Almocera vs. OngErika C. DizonPas encore d'évaluation
- ''Adhibeo'' in LatinDocument5 pages''Adhibeo'' in LatinThriw100% (1)
- HVCB 0120Document70 pagesHVCB 0120adeePas encore d'évaluation
- Complaint - Burhans & Rivera v. State of New York PDFDocument34 pagesComplaint - Burhans & Rivera v. State of New York PDFpospislawPas encore d'évaluation
- Ujar10 10434839Document11 pagesUjar10 10434839Fitryane LihawaPas encore d'évaluation
- Thesun 2009-07-09 Page05 Ex-Pka Director Sues Nine For rm11mDocument1 pageThesun 2009-07-09 Page05 Ex-Pka Director Sues Nine For rm11mImpulsive collectorPas encore d'évaluation
- HD785-7 Fault Codes SEN05900-01-3Document16 pagesHD785-7 Fault Codes SEN05900-01-3ISRAEL GONZALESPas encore d'évaluation
- Intermediate Course Study Material: TaxationDocument34 pagesIntermediate Course Study Material: TaxationMd IbrarPas encore d'évaluation
- Annexure - IV (SLD)Document6 pagesAnnexure - IV (SLD)Gaurav SinghPas encore d'évaluation
- Aga 11Document7 pagesAga 11elijbbPas encore d'évaluation
- Electrical Engineering: Scheme of Undergraduate Degree CourseDocument2 pagesElectrical Engineering: Scheme of Undergraduate Degree CourseSuresh JainPas encore d'évaluation
- 03 CTAL TM Sample ISTQB Questions - v2.04Document35 pages03 CTAL TM Sample ISTQB Questions - v2.04CorniciucOanaPas encore d'évaluation
- Special Power of AttorneyDocument1 pageSpecial Power of Attorneywecans izza100% (1)
- Strategic Role of Operations ManagementDocument2 pagesStrategic Role of Operations ManagementEashan JindalPas encore d'évaluation
- Solution: Wireshark Lab: HTTPDocument7 pagesSolution: Wireshark Lab: HTTPHaoTian YangPas encore d'évaluation