Vous aimerez peut-être aussi
- Piston Failures ExplainedDocument6 pagesPiston Failures ExplainedCvita CvitićPas encore d'évaluation
- Pulidora de BloquesDocument4 pagesPulidora de BloquesJuan Pablo Ramirez GiraldoPas encore d'évaluation
- Fuel Optimized: Specification SheetDocument3 pagesFuel Optimized: Specification SheetTesla GeneradoresPas encore d'évaluation
- Komatsu Liner KitDocument34 pagesKomatsu Liner KitMANCHING MOKPas encore d'évaluation
- Engine Oil AnalysisDocument11 pagesEngine Oil AnalysisZegera MgendiPas encore d'évaluation
- LLE - EUUS Applications PDFDocument51 pagesLLE - EUUS Applications PDFRogerio Francisco Dos SantosPas encore d'évaluation
- NPR 2013noacatalogforprintoutDocument596 pagesNPR 2013noacatalogforprintoutSelvaraji MuthuPas encore d'évaluation
- Rectificadora de BancadasDocument8 pagesRectificadora de BancadasJuan Pablo Ramirez GiraldoPas encore d'évaluation
- Crankcase Oil Outlet: MAN B&W Diesel CheckingDocument2 pagesCrankcase Oil Outlet: MAN B&W Diesel CheckingMariusBelecciuPas encore d'évaluation
- Acl Bearing 2018Document16 pagesAcl Bearing 2018LEONARDO CANDORPas encore d'évaluation
- Sezione 2 PDFDocument8 pagesSezione 2 PDFMAZZI1978100% (1)
- Guidelines For Diesel Engines Lubrication: Number 20 2002Document20 pagesGuidelines For Diesel Engines Lubrication: Number 20 2002nestor mospanPas encore d'évaluation
- Piston Rings DesignDocument35 pagesPiston Rings Designkumar_yogesh223881100% (1)
- Review of Design and Analysis of PistonDocument4 pagesReview of Design and Analysis of PistonEditor IJTSRDPas encore d'évaluation
- 2011 GoodsonDocument147 pages2011 GoodsonD.j. Kosa100% (1)
- YP250 Service ManualDocument105 pagesYP250 Service Manuallaeneel0% (1)
- 4032 Installation Tips: Piston To Cylinder Wall ClearanceDocument2 pages4032 Installation Tips: Piston To Cylinder Wall ClearanceMihneaStefanPas encore d'évaluation
- Federal Mogul Valve BulletinDocument18 pagesFederal Mogul Valve BulletinJoe Torren100% (1)
- Piston RingsDocument7 pagesPiston RingsMudassir HussainPas encore d'évaluation
- 2017 Volvo V90 Cross Country Technical SpecificationsDocument3 pages2017 Volvo V90 Cross Country Technical Specificationssergio davidsPas encore d'évaluation
- اطلاعات موتور S6KDocument1 pageاطلاعات موتور S6Kali4299Pas encore d'évaluation
- s6b3 Y2mptk 1 - SpecsDocument5 pagess6b3 Y2mptk 1 - SpecsJaved SamaPas encore d'évaluation
- Engine Bearing Failure Analysis PDFDocument20 pagesEngine Bearing Failure Analysis PDFgume pesaPas encore d'évaluation
- JE Piston Terminology and FeaturesDocument4 pagesJE Piston Terminology and FeaturesCarlos García Hernández100% (1)
- Valve Seat Installation InstructionsDocument10 pagesValve Seat Installation InstructionscpaolinodPas encore d'évaluation
- Full Paper No 134Document12 pagesFull Paper No 1341542Pas encore d'évaluation
- 1HD-T 7Document31 pages1HD-T 7tallercalafPas encore d'évaluation
- CAPT LinerDocument41 pagesCAPT Linerali4299Pas encore d'évaluation
- Development of EPA Tier 4 Certified Diesel Engines For 2-3t Forklift TrucksDocument6 pagesDevelopment of EPA Tier 4 Certified Diesel Engines For 2-3t Forklift TrucksTien NguyenPas encore d'évaluation
- Engine Rebuild Inspection Sheet C Series: Job No: Eng. Model: Customer: ESN: CPL: Pump CodeDocument10 pagesEngine Rebuild Inspection Sheet C Series: Job No: Eng. Model: Customer: ESN: CPL: Pump CodeRijal Furqaan Mardhatillah100% (1)
- Teikin Catalog Vol 16-Automobile HyundaiDocument10 pagesTeikin Catalog Vol 16-Automobile HyundaiROBINSON GUERRERO100% (1)
- Specifications: Description SpecificationDocument15 pagesSpecifications: Description SpecificationmanualPas encore d'évaluation
- Valve Seat Product Model ListDocument15 pagesValve Seat Product Model Listali4299Pas encore d'évaluation
- 1100 Buggy Service ManualDocument54 pages1100 Buggy Service Manualferran_alfonsoPas encore d'évaluation
- Crankpin Failure Study PDFDocument12 pagesCrankpin Failure Study PDFΑθανασιος ΜπεργελεςPas encore d'évaluation
- Operator'S Manual: For Models: L6140A, L6140AL2, M6140AL, & M6140AL2Document35 pagesOperator'S Manual: For Models: L6140A, L6140AL2, M6140AL, & M6140AL2DominicPas encore d'évaluation
- 6HK1XYGDDocument77 pages6HK1XYGDStiven AyalaPas encore d'évaluation
- Hatz Data SheetDocument8 pagesHatz Data SheetRhys MorganPas encore d'évaluation
- Tuning SU CarburettorDocument25 pagesTuning SU Carburettorcrkg100% (1)
- Mega Gaskets Catalog 2020-21 v20-0313 220822 175158Document290 pagesMega Gaskets Catalog 2020-21 v20-0313 220822 175158Шухрат ЗиямедовPas encore d'évaluation
- 2011 Gsx1300r HayabusaDocument128 pages2011 Gsx1300r Hayabusajaspal59Pas encore d'évaluation
- Motor Mehanika HD-120 PDFDocument119 pagesMotor Mehanika HD-120 PDFанджелаPas encore d'évaluation
- Service Manual 4D3 DR For Use IndustrialDocument596 pagesService Manual 4D3 DR For Use IndustrialEstrella DieselPas encore d'évaluation
- Air System: Cummins Training CentreDocument82 pagesAir System: Cummins Training CentreHydromech PartsPas encore d'évaluation
- 1 GRDocument11 pages1 GRGanbileg BatbilegPas encore d'évaluation
- Failure Analysis of A Damaged Diesel Motor Crankshaft (2019)Document6 pagesFailure Analysis of A Damaged Diesel Motor Crankshaft (2019)Dzaky ArizsaPas encore d'évaluation
- ARCO Catalog 2007Document74 pagesARCO Catalog 2007Oleg100% (1)
- Engine BearingsDocument32 pagesEngine BearingsSwarg Vibha100% (1)
- Estoque 24 07 2017Document203 pagesEstoque 24 07 2017Paulo De Tarso FeitosaPas encore d'évaluation
- So31470Document152 pagesSo31470Gopal Dixit100% (2)
- Automotive Piston RingDocument68 pagesAutomotive Piston RingARVINDA KUMARPas encore d'évaluation
- Detonation N Pre-IgnitionDocument9 pagesDetonation N Pre-IgnitionSanthosh RamananPas encore d'évaluation
- Analysis of Reasons Causing Riser Feeding FailureDocument8 pagesAnalysis of Reasons Causing Riser Feeding Failuremarcotulio123Pas encore d'évaluation
- Applied Failure Analysis-ЦПГDocument26 pagesApplied Failure Analysis-ЦПГAminadav50% (2)
- Observations of ThermoelasticDocument14 pagesObservations of ThermoelasticAjla TihicPas encore d'évaluation
- Oil Examination of A Failed Boiler TubeDocument14 pagesOil Examination of A Failed Boiler Tubekarimov1924Pas encore d'évaluation
- Cracking in Fire Tube BoilersDocument8 pagesCracking in Fire Tube BoilersRui AlexandrePas encore d'évaluation
- Gas DefectsDocument6 pagesGas DefectsAnastasia EvaPas encore d'évaluation
- Investigation of A Failed Connecting RodDocument12 pagesInvestigation of A Failed Connecting RodKerolos RafeekPas encore d'évaluation
- ISRO 2013 To 2017 Official Answer KeyDocument30 pagesISRO 2013 To 2017 Official Answer KeymadhurautoPas encore d'évaluation
- Roughness Symbols: (Reprinted From Design Data, PSG Tech, 1995)Document1 pageRoughness Symbols: (Reprinted From Design Data, PSG Tech, 1995)madhurautoPas encore d'évaluation
- Important Topics For GATE PDFDocument6 pagesImportant Topics For GATE PDFVivek BhatiaPas encore d'évaluation
- Editionname:The Times of India Pageno:007Document2 pagesEditionname:The Times of India Pageno:007madhurautoPas encore d'évaluation
- Crank and Cam Tone Wheel Specification - 3cylinder - Single ToothDocument3 pagesCrank and Cam Tone Wheel Specification - 3cylinder - Single ToothmadhurautoPas encore d'évaluation
- Advanced Combustion Systems and Alternative Powerplants The Lecture ContainsDocument10 pagesAdvanced Combustion Systems and Alternative Powerplants The Lecture ContainsmadhurautoPas encore d'évaluation
- Hydraulic Arm Using Syringe: Hydraulic Machines Are Machinery and Tools ThatDocument6 pagesHydraulic Arm Using Syringe: Hydraulic Machines Are Machinery and Tools ThatmadhurautoPas encore d'évaluation
- VE Pump LDA, LFB, KSBDocument6 pagesVE Pump LDA, LFB, KSBmadhurauto0% (1)
- A Seminar On Bharat Pumps & Compressors LTD: Presented by Amit Singh Roll - No. 1110440006Document17 pagesA Seminar On Bharat Pumps & Compressors LTD: Presented by Amit Singh Roll - No. 1110440006madhurauto100% (3)
- Four-Wheel Steering SystemDocument14 pagesFour-Wheel Steering SystemmadhurautoPas encore d'évaluation
- HR Wallingford-009 - Wave - GaugeDocument2 pagesHR Wallingford-009 - Wave - GaugeSutanto HadiPas encore d'évaluation
- The Role of Virtual Reality Simulation in Surgical Training in The Light of COVID-19 PandemicDocument13 pagesThe Role of Virtual Reality Simulation in Surgical Training in The Light of COVID-19 PandemicIván Hernández FloresPas encore d'évaluation
- Register Transfer LanguageDocument11 pagesRegister Transfer LanguageShiva IdokPas encore d'évaluation
- Midterm BUS510Document8 pagesMidterm BUS510Ramesh KomarapuriPas encore d'évaluation
- Ubd Planning Template With QuestionsDocument3 pagesUbd Planning Template With Questionsapi-217297849Pas encore d'évaluation
- Assignment 176020307045 PDFDocument82 pagesAssignment 176020307045 PDFnikita gohelPas encore d'évaluation
- PDF Sesion de Aprendizaje de Comunicacion Leemos y Cantamos Canciones Criollas Lambayecanas - CompressDocument6 pagesPDF Sesion de Aprendizaje de Comunicacion Leemos y Cantamos Canciones Criollas Lambayecanas - CompressJulia Navarro CheroPas encore d'évaluation
- Power Off Reset Reason BackupDocument5 pagesPower Off Reset Reason Backupmohamed ahmedPas encore d'évaluation
- SMO Senior 2017Document6 pagesSMO Senior 2017Kanchit SaehoPas encore d'évaluation
- X2IPI ManualDocument51 pagesX2IPI ManualFadiliAhmedPas encore d'évaluation
- Physics XIDocument13 pagesPhysics XIArokiaraj RajPas encore d'évaluation
- Import Data From Excel To Sap TableDocument11 pagesImport Data From Excel To Sap TableSajjadPas encore d'évaluation
- Ece R13Document36 pagesEce R13DilipReddiarPas encore d'évaluation
- Review For Final ExamDocument29 pagesReview For Final ExamhaddanPas encore d'évaluation
- WJMDocument6 pagesWJMAldianivo Nur FaizPas encore d'évaluation
- High-Resolution Screening of Metabolite-Like Lead LibrariesDocument114 pagesHigh-Resolution Screening of Metabolite-Like Lead LibrariesBuscador AlfaPas encore d'évaluation
- Sri Chaitanya: KEY SheetDocument13 pagesSri Chaitanya: KEY SheetMODALAVALASA SRIHARSHAPas encore d'évaluation
- Forces Revision Questions 1. Resistive Force.: Island School 1Document13 pagesForces Revision Questions 1. Resistive Force.: Island School 1Deepal PrasankaPas encore d'évaluation
- Mac On FigDocument449 pagesMac On Figvuk_vucko_vukovicPas encore d'évaluation
- Chapter 04 Chemical EquilibriumDocument150 pagesChapter 04 Chemical Equilibriumnoel100% (6)
- 13 EGWDC 2012 CompresscoDocument17 pages13 EGWDC 2012 CompresscoVeky Pamintu100% (1)
- AssignmentDocument9 pagesAssignmentRazi BaigPas encore d'évaluation
- TM 9 1276 Carbines Cal 30 M1 M1A1 M2 and M3 1947Document111 pagesTM 9 1276 Carbines Cal 30 M1 M1A1 M2 and M3 1947hammonje100% (3)
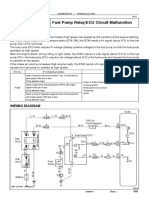
- DTC P1200 Fuel Pump Relay/ECU Circuit MalfunctionDocument4 pagesDTC P1200 Fuel Pump Relay/ECU Circuit MalfunctiononealPas encore d'évaluation
- Evaluation of Professional Bra Fitting Criteria For Bra Selection and Fitting in The UKDocument9 pagesEvaluation of Professional Bra Fitting Criteria For Bra Selection and Fitting in The UKaqsa imranPas encore d'évaluation
- Ethernet Managed Phoenix Contact 2702331 enDocument25 pagesEthernet Managed Phoenix Contact 2702331 enshankar kumarPas encore d'évaluation
- X++ Control StatementsDocument42 pagesX++ Control StatementsHarish MehraPas encore d'évaluation
- Sensor Gaurd Installation and Maintenance ManualDocument57 pagesSensor Gaurd Installation and Maintenance ManualCapacitacion TodocatPas encore d'évaluation
- Summative Test in Grade 10 Science PDF FreeDocument2 pagesSummative Test in Grade 10 Science PDF FreeMalyn ReyesPas encore d'évaluation