Vous aimerez peut-être aussi
- Agile Procurement: Volume II: Designing and Implementing a Digital TransformationD'EverandAgile Procurement: Volume II: Designing and Implementing a Digital TransformationPas encore d'évaluation
- Me1403 - Computer Integrated Manufacturing: IV Year Mechanical Engg. Notes On Lesson Unit - I: IntroductionDocument23 pagesMe1403 - Computer Integrated Manufacturing: IV Year Mechanical Engg. Notes On Lesson Unit - I: IntroductionRajueswarPas encore d'évaluation
- Computer Integrated ManufacturingDocument25 pagesComputer Integrated ManufacturingJegan ParamasivamPas encore d'évaluation
- CIM NotesDocument13 pagesCIM NotesDinesh RaviPas encore d'évaluation
- Computer Integrated Manufacturing NotesDocument37 pagesComputer Integrated Manufacturing NotesMech HODPas encore d'évaluation
- Computer Integrated Manufacturing: IV Year Mechanical Engg. Notes On Lesson Unit - I: IntroductionDocument23 pagesComputer Integrated Manufacturing: IV Year Mechanical Engg. Notes On Lesson Unit - I: IntroductionAndrei PodarPas encore d'évaluation
- ME6703 Notes and Important PointsDocument23 pagesME6703 Notes and Important Pointssri kishorePas encore d'évaluation
- Me1403 - Computer Integrated Manufacturing: IV Year Mechanical Engg. Notes On Lesson Unit - I: IntroductionDocument17 pagesMe1403 - Computer Integrated Manufacturing: IV Year Mechanical Engg. Notes On Lesson Unit - I: Introductionmohan_killerPas encore d'évaluation
- CIM 2 MarksDocument16 pagesCIM 2 MarksShanmugam G0% (1)
- Computer-Integrated ManufacturingDocument5 pagesComputer-Integrated ManufacturingNhan LePas encore d'évaluation
- ME 1403 Computer Integrated ManufacturingDocument20 pagesME 1403 Computer Integrated ManufacturingDhileepan Kumarasamy100% (1)
- Computer Integrated ManufacturingDocument45 pagesComputer Integrated ManufacturingVinoth KumarPas encore d'évaluation
- Cim Two MarksDocument23 pagesCim Two Marksrjesh194Pas encore d'évaluation
- Unit: 1 Two Marks Questions and Answers: ME2402 & Computer Integrated ManufacturingDocument18 pagesUnit: 1 Two Marks Questions and Answers: ME2402 & Computer Integrated ManufacturingmanikandanPas encore d'évaluation
- Master of Business Administration - MBA Semester 2 MB0044-Production & Operations ManagementDocument47 pagesMaster of Business Administration - MBA Semester 2 MB0044-Production & Operations ManagementASR07Pas encore d'évaluation
- CIM Models & Architectures ExplainedDocument28 pagesCIM Models & Architectures ExplaineddavePas encore d'évaluation
- Unit: 1 Two Marks Questions and Answers: 1. Explain CIMDocument24 pagesUnit: 1 Two Marks Questions and Answers: 1. Explain CIMsathyanarayananPas encore d'évaluation
- CCA NOTES Module 3 and 4Document66 pagesCCA NOTES Module 3 and 4shiv sharmaPas encore d'évaluation
- Cim 2Document4 pagesCim 2Debasis SahaPas encore d'évaluation
- Introduce Computer Integrated Manufacturing System Architecture (CIMOSA) and Manufacturing Process ManagementDocument26 pagesIntroduce Computer Integrated Manufacturing System Architecture (CIMOSA) and Manufacturing Process ManagementRanjit TharuPas encore d'évaluation
- Unit IiiDocument10 pagesUnit Iii37MENayan DeshmukhPas encore d'évaluation
- Unit 1Document21 pagesUnit 1John Aubrey MatiasPas encore d'évaluation
- 17 Feb 2013 Lecture 1-2-3 CIM PresentationDocument29 pages17 Feb 2013 Lecture 1-2-3 CIM PresentationFurqan MughalPas encore d'évaluation
- Unit 15 Uses of Computers in Production and Operations: StructureDocument18 pagesUnit 15 Uses of Computers in Production and Operations: StructureAnil KumarPas encore d'évaluation
- MB0044 - Set - Production and Operations ManagementDocument11 pagesMB0044 - Set - Production and Operations ManagementSumit GuptaPas encore d'évaluation
- Computer-Integrated Manufacturing (CIM) Is TheDocument5 pagesComputer-Integrated Manufacturing (CIM) Is TheanashussainPas encore d'évaluation
- CIM NotesDocument17 pagesCIM NotesFrank NyarkoPas encore d'évaluation
- CIM Question BankDocument5 pagesCIM Question Bankselvi6496Pas encore d'évaluation
- CIM Presentation BestDocument18 pagesCIM Presentation BestAqib mustafaPas encore d'évaluation
- Critical Success Factors For Integration of CAD/CAM Systems With ERP SystemsDocument21 pagesCritical Success Factors For Integration of CAD/CAM Systems With ERP SystemsNurulHidayahPas encore d'évaluation
- Computer-Integrated Manufacturing: From Wikipedia, The Free EncyclopediaDocument5 pagesComputer-Integrated Manufacturing: From Wikipedia, The Free EncyclopediaAlex JordonPas encore d'évaluation
- Omputer Ntegrated Anufacturing : C I M CIMDocument21 pagesOmputer Ntegrated Anufacturing : C I M CIMHmwDyPas encore d'évaluation
- CIM Wheel: A Concise Guide to Computer Integrated ManufacturingDocument43 pagesCIM Wheel: A Concise Guide to Computer Integrated ManufacturingNathanael Aklilu Ejersa100% (2)
- CIM Lecture Overview Computer Integrated ManufacturingDocument37 pagesCIM Lecture Overview Computer Integrated ManufacturingSatheesh SekarPas encore d'évaluation
- Computer-Integrated Manufacturing: From Wikipedia, The Free EncyclopediaDocument4 pagesComputer-Integrated Manufacturing: From Wikipedia, The Free EncyclopediaDurga SankarPas encore d'évaluation
- Unit 1 Introduction To Cim: StructureDocument22 pagesUnit 1 Introduction To Cim: StructureIsmail ShaikPas encore d'évaluation
- CAD/CAM/CIM Course OverviewDocument21 pagesCAD/CAM/CIM Course OverviewBizuayehu TadessePas encore d'évaluation
- CIMBenefitsChallenges OkpalaEzeanyimOgbodoDocument9 pagesCIMBenefitsChallenges OkpalaEzeanyimOgbodoTran Minh TriPas encore d'évaluation
- MCE 511 CAD AND MANUFACTURING NOTESDocument37 pagesMCE 511 CAD AND MANUFACTURING NOTESMomoh OsazelePas encore d'évaluation
- Computer-Integrated Manufacturing (CIM) - 305801Document4 pagesComputer-Integrated Manufacturing (CIM) - 305801Tran Minh TriPas encore d'évaluation
- Ghulam Ishaq Khan Institute of Engineering Sciences and TechnologyDocument3 pagesGhulam Ishaq Khan Institute of Engineering Sciences and TechnologySameer RajpootPas encore d'évaluation
- Introduction Product Lifecycle ManagementDocument16 pagesIntroduction Product Lifecycle ManagementDevesh Bhatt100% (1)
- CIM FundamentalsDocument36 pagesCIM Fundamentalsmohsinkhan_146Pas encore d'évaluation
- CIMS Two MarksDocument19 pagesCIMS Two Marksgnanasekar100% (1)
- Computer Integrated ManufacturingDocument6 pagesComputer Integrated ManufacturingRajesh Kumar Bayar0% (1)
- Group Presentation on CIM, Database Systems and Product Life CyclesDocument23 pagesGroup Presentation on CIM, Database Systems and Product Life Cyclesশাহীন আহেমদPas encore d'évaluation
- Government College of Engineering Kalahandi, BhawanipatnaDocument26 pagesGovernment College of Engineering Kalahandi, BhawanipatnaRaghuPas encore d'évaluation
- CIM: Computer Integrated Manufacturing ExplainedDocument21 pagesCIM: Computer Integrated Manufacturing Explainedعبدالرحمن سليمانPas encore d'évaluation
- Computer Integrated ManufacturingDocument29 pagesComputer Integrated ManufacturingNauman KhanPas encore d'évaluation
- Computer-Integrated Manufacturing - WikipediaDocument24 pagesComputer-Integrated Manufacturing - WikipediaChauhan BhumilPas encore d'évaluation
- Computer Integrated ManufacturingDocument7 pagesComputer Integrated ManufacturingNarendra PalacharlaPas encore d'évaluation
- 5.5 CimDocument18 pages5.5 CimcjksdbvjkcsbPas encore d'évaluation
- Computer Integrated Manufacturing: Presented byDocument30 pagesComputer Integrated Manufacturing: Presented bykarthiyuvenPas encore d'évaluation
- CIMS Computer Integrated Manufacturing SystemDocument14 pagesCIMS Computer Integrated Manufacturing SystemarunagkPas encore d'évaluation
- Cim ConceptDocument17 pagesCim ConceptJefry Ahmad TanjungPas encore d'évaluation
- Computer-Integrated Manufacturing (CIM)Document4 pagesComputer-Integrated Manufacturing (CIM)Jyoti SharmaPas encore d'évaluation
- CimDocument151 pagesCimRamesh KarnavarPas encore d'évaluation
- Do It Smart: Seven Rules for Superior Information Technology PerformanceD'EverandDo It Smart: Seven Rules for Superior Information Technology PerformanceÉvaluation : 3 sur 5 étoiles3/5 (1)
- Topic Sub Topic: Chapname S.No DurationDocument3 pagesTopic Sub Topic: Chapname S.No Durationnarayananx5Pas encore d'évaluation
- 3D Printer Brochure-CERIDocument4 pages3D Printer Brochure-CERInarayananx5Pas encore d'évaluation
- Non-Conventional Energy SourcesDocument69 pagesNon-Conventional Energy SourcesCse 2k17Pas encore d'évaluation
- The Most Suitable Non-Destructive Testing Method For Detecting Small Internal Flaws in A Dense Bulk Material IsDocument1 pageThe Most Suitable Non-Destructive Testing Method For Detecting Small Internal Flaws in A Dense Bulk Material Isnarayananx5Pas encore d'évaluation
- Centre For Research, Anna University, Chennai - 600025Document2 pagesCentre For Research, Anna University, Chennai - 600025Murugesan SakthivelPas encore d'évaluation
- Sample MCQs For AWM SelectionDocument24 pagesSample MCQs For AWM Selectionnarayananx5Pas encore d'évaluation
- ChecklistDocument1 pageChecklistJagadeesan ManogaranPas encore d'évaluation
- Appl Raman PostDocsDocument4 pagesAppl Raman PostDocsnarayananx5Pas encore d'évaluation
- Appl Raman PostDocsDocument4 pagesAppl Raman PostDocsnarayananx5Pas encore d'évaluation
- 3D Printer Brochure-CERIDocument4 pages3D Printer Brochure-CERInarayananx5Pas encore d'évaluation
- Details of Credit PointsDocument3 pagesDetails of Credit PointsJPDGLPas encore d'évaluation
- Effect of Graphite Particle Reinforcement On Dry Sliding Wear of Sic GR Al CompositesDocument5 pagesEffect of Graphite Particle Reinforcement On Dry Sliding Wear of Sic GR Al Compositesnarayananx5Pas encore d'évaluation
- OBC Certificate FormatDocument1 pageOBC Certificate Formatnarayananx5Pas encore d'évaluation
- Faculty Ad 2019 Higher NIT SilcharDocument3 pagesFaculty Ad 2019 Higher NIT SilcharBishnu PrasadPas encore d'évaluation
- Place: Date: Signature of The Applicant: Kongu Engineering CollegeDocument2 pagesPlace: Date: Signature of The Applicant: Kongu Engineering Collegenarayananx5Pas encore d'évaluation
- EcecsirDocument2 pagesEcecsirnarayananx5Pas encore d'évaluation
- Effect of Boron and Carbon Addition On Microstructure and Mec 2015 MaterialsDocument14 pagesEffect of Boron and Carbon Addition On Microstructure and Mec 2015 Materialsnarayananx5Pas encore d'évaluation
- EcecsirDocument2 pagesEcecsirnarayananx5Pas encore d'évaluation
- Int. Journal of Refractory Metals and Hard Materials: M. Mohammadpour, P. Abachi, K. PourazarangDocument6 pagesInt. Journal of Refractory Metals and Hard Materials: M. Mohammadpour, P. Abachi, K. Pourazarangnarayananx5Pas encore d'évaluation
- Centre For Research: Anna University CHENNAI 600 025 Dr. K.P.JAYA DirectorDocument1 pageCentre For Research: Anna University CHENNAI 600 025 Dr. K.P.JAYA Directornarayananx5Pas encore d'évaluation
- A Study On Process and Tribological Behavior of AI Alloy / Gr. (P) Composite C.B. BDocument8 pagesA Study On Process and Tribological Behavior of AI Alloy / Gr. (P) Composite C.B. Bnarayananx5Pas encore d'évaluation
- The Role of Graphite Particles in The High-Temperature Wear of Copper Hybrid Composites Against SteelDocument6 pagesThe Role of Graphite Particles in The High-Temperature Wear of Copper Hybrid Composites Against Steelnarayananx5Pas encore d'évaluation
- PN-Versatile Drilling MachineDocument1 pagePN-Versatile Drilling Machinenarayananx5Pas encore d'évaluation
- Department of Mechanical Engineering: Name of The Laboratory: Manufacturing Technology Lab List of Major EquipmentsDocument2 pagesDepartment of Mechanical Engineering: Name of The Laboratory: Manufacturing Technology Lab List of Major Equipmentsnarayananx5Pas encore d'évaluation
- 10.1007 - 978 3 319 41252 8Document167 pages10.1007 - 978 3 319 41252 8narayananx5Pas encore d'évaluation
- Name of The Laboratory: CNC Laboratory: Department of Mechanical EngineeringDocument2 pagesName of The Laboratory: CNC Laboratory: Department of Mechanical Engineeringnarayananx5Pas encore d'évaluation
- WCE2007 pp645-647Document3 pagesWCE2007 pp645-647narayananx5Pas encore d'évaluation
- Application of Taguchi and Response SurfaceDocument8 pagesApplication of Taguchi and Response SurfacemanimaranpecPas encore d'évaluation
- 264 T769 PDFDocument6 pages264 T769 PDFMgs Muhammad Wafa'a DarmawanPas encore d'évaluation
- Materials and Manufacturing ProcessesDocument9 pagesMaterials and Manufacturing Processesnarayananx5Pas encore d'évaluation
- Practice-1 defining calendarsDocument5 pagesPractice-1 defining calendarspramod nagmotiPas encore d'évaluation
- Irpa SapDocument13 pagesIrpa SapDINESHPas encore d'évaluation
- Lecture Five Strategic Information Systems Planning (Sisp)Document3 pagesLecture Five Strategic Information Systems Planning (Sisp)R Ant SimbaPas encore d'évaluation
- Man Co4 Lo1 AssessmentDocument3 pagesMan Co4 Lo1 AssessmentHarshwardhan KhardePas encore d'évaluation
- MM Singapore - Press Release (Critical Design Errors Caused Collapse at Nicoll Highway) PDFDocument20 pagesMM Singapore - Press Release (Critical Design Errors Caused Collapse at Nicoll Highway) PDFJames Jatmiko OetomoPas encore d'évaluation
- X Ce Series Catalog PagesDocument15 pagesX Ce Series Catalog PagessourcPas encore d'évaluation
- Police Log November 23, 2015Document12 pagesPolice Log November 23, 2015MansfieldMAPolicePas encore d'évaluation
- Ten Rs of Efficient PurchasingDocument3 pagesTen Rs of Efficient PurchasingBala FoundMylostPas encore d'évaluation
- V2 I4 Naniwa Newsletter OFFICIALDocument4 pagesV2 I4 Naniwa Newsletter OFFICIALNigelPas encore d'évaluation
- V. ProgrammesDocument23 pagesV. ProgrammesSharan AnnapuraPas encore d'évaluation
- Resume SeetaRamDocument2 pagesResume SeetaRamdasarinaveenPas encore d'évaluation
- Technical Proposal Template SampleDocument12 pagesTechnical Proposal Template SampleWrite Bagga100% (1)
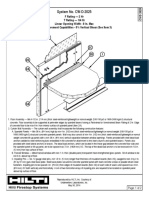
- System No. CW-D-2025: Linear Opening Width - 8 In. Max Class II Movement Capabilities - 5% Vertical Shear (See Item 3)Document2 pagesSystem No. CW-D-2025: Linear Opening Width - 8 In. Max Class II Movement Capabilities - 5% Vertical Shear (See Item 3)aPas encore d'évaluation
- Investigation and Analysis of Cold Shut Casting Defect ReductionDocument3 pagesInvestigation and Analysis of Cold Shut Casting Defect Reductionvivek1312Pas encore d'évaluation
- EstimateDocument6 pagesEstimateSansar PanchalPas encore d'évaluation
- Technical Specification Clamp Nut BoltDocument20 pagesTechnical Specification Clamp Nut Boltpiyush_123456789Pas encore d'évaluation
- Steam Nozzles: Prepared by Venkat Chintala Asst. Prof. S.G. Mechanical Engg. Deptt., UPESDocument50 pagesSteam Nozzles: Prepared by Venkat Chintala Asst. Prof. S.G. Mechanical Engg. Deptt., UPESRaj NarayanPas encore d'évaluation
- Jonathan Baeza's Resume - Java Consultant & IT Co-FounderDocument5 pagesJonathan Baeza's Resume - Java Consultant & IT Co-FounderJonathan BaezaPas encore d'évaluation
- Nov 2016Document104 pagesNov 2016chuchin28Pas encore d'évaluation
- In-Line Defl Agration Flame Arrester: Concentric Design, BidirectionalDocument4 pagesIn-Line Defl Agration Flame Arrester: Concentric Design, BidirectionalArmando SixtoPas encore d'évaluation
- FLUID LEAKAGE-What To Do?: John C. Cox, Business Development Manager Swagelok Company, Solon, OhioDocument6 pagesFLUID LEAKAGE-What To Do?: John C. Cox, Business Development Manager Swagelok Company, Solon, OhiotakemetovikasPas encore d'évaluation
- Googleplex, Mountain View: Designing Interior Spaces at An Urban Scale - Untapped CitiesDocument11 pagesGoogleplex, Mountain View: Designing Interior Spaces at An Urban Scale - Untapped CitiesDiogo Machado100% (1)
- HSSR Me 4 2017Document36 pagesHSSR Me 4 2017sasaPas encore d'évaluation
- Radiography Examination Procedure For Asme Boiler, Pressure Vessel and PipingDocument15 pagesRadiography Examination Procedure For Asme Boiler, Pressure Vessel and PipingEko Kurniawan100% (1)
- Job planning and process preparationDocument11 pagesJob planning and process preparationNiza JamilPas encore d'évaluation
- HP UX Support DetailsDocument18 pagesHP UX Support DetailsVidhu Ranjan GopalPas encore d'évaluation
- WorkFlow Super Full StackDocument22 pagesWorkFlow Super Full StackskimorodPas encore d'évaluation
- CAPdoDocument5 pagesCAPdoPauloanDiasPas encore d'évaluation
- Overmold Design GuideDocument18 pagesOvermold Design GuideCuco MartinezPas encore d'évaluation
- Volvo EeeeDocument6 pagesVolvo Eeeenarendra singh0% (1)