Académique Documents
Professionnel Documents
Culture Documents
TCC Final
Transféré par
guilhermeDescription originale:
Titre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
TCC Final
Transféré par
guilhermeDroits d'auteur :
Formats disponibles
CENTRO UNIVERSITRIO DA FEI
GUILHERME SANCHES RODRIGUES
ANLISE DE VIABILIDADE PARA INVESTIMENTOS NA PRODUO DE
VASOS DE PRESSO MODELO P-2.
So Bernardo do Campo
2014
GUILHERME SANCHES RODRIGUES
ANLISE DE VIABILIDADE PARA INVESTIMENTOS NA PRODUO DE UM
VASO DE PRESSO P-2.
TRABALHO DE CONCLUSO DE
CURSO
APRESENTADO
NO
CENTRO
UNIVERSITRIO DA FEI, COMO PARTE
DOS REQUISITOS NECESSRIOS PARA
PS-GRADUAO
DESENVOLVIMENTO
PRODUTO.
So Bernardo do Campo
2014
EM
EM
GESTO
PROJETO
DE
Guilherme Sanches Rodrigues
Anlise de viabilidade para investimentos na produo de vasos de presso modelo
P-2.
Trabalho de Concluso de Curso - Centro Universitrio
da FEI
Comisso julgadora
______________________________
Orientador e Presidente
______________________________
Examinador (1)
______________________________
Examinador (2)
So Bernardo do Campo
Data de aprovao
AGRADECIMENTOS
Inicialmente agradeo a Deus por minha vida, sade e por ter me ajudado todos
os dias de minha vida.
Agradeo a minha esposa, meus pais e familiares que sempre me incentivaram.
Por fim, agradeo a empresa Aratell que contribuiu com o pagamento das
mensalidades e aos professores que me ajudaram a crescer em conhecimento.
RESUMO
A anlise de viabilidade para desenvolvimento de um produto um grande desafio
para as empresas. Planejar os investimentos diante das incertezas do mercado fundamental
para o bom andamento de um projeto. O presente estudo objetiva mostrar uma anlise de
viabilidade para um vaso de presso normatizado, modelo P-2 considerando os investimentos
e requisitos necessrios para o projeto do produto, aquisio de matria prima, novos
equipamentos e ferramental para processamento da matria prima e testes conforme norma
ABNT 8460. O estudo tambm mostrar se o produto poder ser vendido e a que preo, ou
margem de lucro para viabilizar o investimento.
Todos os valores relacionados a custos diretos e indiretos, mquinas e equipamentos
sero relacionados. Tambm as partes que compe um recipiente P-2, com desenhos e
detalhamento dos componentes incluindo dimenses e clculos de matria prima. Sero
mostrados os clculos para se determinar a espessura da chapa necessria para suportar as
cargas exigidas pelo gs GLP pressurizado conforme norma nacional ABNT 8460, para
projeto de recipientes transportveis para gs liquefeito de petrleo.
Palavras chave: viabilidade econmica, desenvolvimento de produto e norma ABNT
8460.
ABSTRACT
The feasibility analysis to product development is a major challenge for companies.
Planning investment in the face of market uncertainty is fundamental to the smooth running of
a project. This work aims to show a feasibility analysis for a normalized pressure vessel,
model P - 2 considering investments and requirements for product design, raw material
acquisition, new equipment, tooling for processing of raw material and tests according to
standard ABNT 8460. This work also shows how many products need to be sold and at what
price, or margin to permit such investment.
All amounts related to direct and indirect costs, machinery and equipment are listed.
Also the parts that comprise a P-2 container with drawings and detailing of components
including dimensions and calculations of raw material. Calculations are shown to determine
the plate thickness needed to with stand the loads required by the gas pressurized LPG as
national ABNT 8460, to design transportable containers for liquefied petroleum gas.
Keywords: feasibility analysis. product development. ABNT 8460 standard.
LISTA DE TABELAS
Tabela 1 - Processo de fabricao do produto e tempo de execuo de cada operao...........35
Tabela 2 - Relao de mquinas e preos.................................................................................38
Tabela 3 - Relao de ferramentas e preos.............................................................................38
Tabela 4 - Relao de produtos................................................................................................43
LISTA DE ILUSTRAES
Figura 1Desenho do recipiente P-2.............................................................................23
Figura 2 Desenho de Calota Superior.........................................................................24
Figura 3 - Desenho de Calota Superior.........................................................................25
Figura4 Desenho do Aro Inferior...............................................................................26
Figura5 Desenho do Flange.......................................................................................27
Figura6 Desenho de Vlvula.....................................................................................28
SUMRIO
1. INTRODUO............................................................................................................. 10
2. REVISO BIBLIOGRFICA......................................................................................12
2.1.O GLP e suas aplicaes..............................................................................................12
2.2. Mercado de vasos de presso......................................................................................16
2.3.Competidores no mercado...........................................................................................18
3.ESTUDO DE CASO........................................................................................................20
3.1.Anlise tcnica do produto..........................................................................................20
3.1.1.Norma de segurana NR13..........................................................................................23
3.1.2. Recipiente P-2............................................................................................................23
3.1.3.Partes do recipiente.....................................................................................................24
3.1.4. Exigncias da norma e testes ABNT 8460.................................................................28
3.2.Anlise financeira do produto.....................................................................................31
3.2.1. Clculos e custos de matria prima............................................................................31
3.2.2. Clculos de espessura.................................................................................................32
3.2.3. Custos da vlvula........................................................................................................34
3.2.4. Custos de mo de obra................................................................................................34
3.2.5. Custos indiretos...........................................................................................................37
3.3.Anlise dos investimentos em maquinrio e ferramental..........................................38
3.4.Anlise de viabilidade econmica................................................................................39
3.4.1. Preo de venda............................................................................................................39
3.4.2. Margem do produto.....................................................................................................39
3.4.3.Valor Presente Lquido.................................................................................................40
4.CONCLUSO...................................................................................................................42
4.1. Consideraes finais......................................................................................................43
5.REFERNCIAS................................................................................................................45
10
1. INTRODUO
De acordo com a ASSOCIAO BRASILEIRA DE NORMAS TCNICAS NBR
8460 (ABNT, 2011), todo recipiente capaz de conter um fluido pressurizado definido
genericamente como um vaso de presso. O objeto do estudo analisar economicamente a
viabilidade para desenvolvimento e produo de cilindro P-2.
Um cilindro ou botijo P-2 utilizado em fogareiros, lampies ou maaricos contendo
Gs Liquefeito de Petrleo (GLP). O gs GLP um produto derivado do refino do petrleo,
tambm conhecido como gs de cozinha, por ter sido sua aplicao inicial (WIKIPDIA,
2013).
Um cilindro P-2 tem peso lquido 2 kg e volume lquido 5,5 litros.
Os cilindros P-2 so fabricados conforme norma da Associao Brasileira de Normas
Tcnicas (ABNT) 8460 e quando vendidos a distribuidora fica responsvel por qualquer
problema no cilindro. Os cilindros vazios so recolhidos e s podem ser enchidos em uma
distribuidora, onde tambm so inspecionados para verificao de suas condies fsicas. Os
cilindros reprovados podem ser requalificados, ou sucateados dependendo das condies
avaliadas pela distribuidora.
Conforme o Sindicato Nacional das Empresas Distribuidoras de Gs Liquefeito de
Petrleo (SINDIGS, 2014), uma companhia distribuidora obrigada a receber os cilindros
vazios e danificados de outra marca e envi-los para centros de troca para serem retirados por
suas respectivas distribuidoras.
Um botijo completo possui aproximadamente 85% de gs em estado lquido e 15%
em estado gasoso. O gs se vaporiza medida que o cilindro esvazia permitindo a utilizao
(LIQUIGS, 2014).
Vasos de presso normalmente so fabricados por encomenda para atender a
necessidade de condies e desempenho especficos. O projeto de um vaso de presso deve
contemplar no apenas os clculos de presses e cargas atuantes como tambm a anlise
tcnica e econmica dos materiais empregados nas peas das partes externa ou interna do
recipiente. Para essa classe de produtos que no so objetos de uma linha de montagem
especfica, como os recipientes transportveis para GLP, ou que possuam volume superior a
500L, deve se utilizar um cdigo internacionalmente reconhecido como a norma inglesa BS5500, o cdigo alemo A.D. Merkbatter, o cdigo francs SNSTTI e o cdigo ASME que o
mais conhecido e utilizado para projeto e inspeo de vasos novos no Brasil. Todos os vasos
transportveis podem ser fabricados conforme ASME (2013).
11
O rompimento de um vaso de presso quando pressurizado causa descompresso
explosiva podendo gerar danos materiais e humanas.
A norma regulamentadora NR-13 determina critrios rigorosos para projeto, inspeo,
manuteno e operao de vasos de presso, visando evitar acidentes com esse tipo de
equipamento.
O conjunto de regras descritas visa mostrar as exigncias inerentes ao projeto para
uma perfeita anlise sobre os investimentos no desenvolvimento do produto P-2. O presente
estudo visa mostrar se aps todas as consideraes necessrias para o desenvolvimento e por
uma empresa no pertencente ao segmento, que portanto, teria de investir em todas as
mquinas, ferramentas, equipamentos, alm do investimento no conhecimento necessrio para
o projeto do produto e as inspees de qualidade, conseguiria viabilizar o projeto.
A Anlise de Viabilidade (ou Estudo de Viabilidade) consiste num estudo tcnico e
financeiro que procura determinar as possibilidades de sucesso econmico e financeiro do
projeto, seja ele um projeto de investimento, o lanamento de um novo produto, a entrada
num novo mercado (como o caso do recipiente P-2),ou um projeto de reestruturao
organizacional. Atravs deste estudo so efetuadas previses dos proveitos e dos custos
gerados pelo projeto e calculados diversos indicadores de viabilidade, baseados na avaliao
dos fluxos de caixa gerados, entre os quais a Taxa Interna de Rentabilidade (TIR), o Valor
Presente Lquido (VPL) e o Prazo de Recuperao do Investimento (PRI) ou Payback em um
prazo determinado (IBUSUKI, 2014).
Naturalmente que, ao basear-se em dados previsionais, qualquer estudo de viabilidade
envolve um elevado grau de incerteza. De forma a limitar os efeitos dessa incerteza e avaliar a
robustez dos resultados do projeto poder tambm ser efetuada uma anlise de sensibilidade,
na qual so testados diversos cenrios mais e menos pessimistas e mais e menos otimistas. As
anlises de viabilidade so necessrias para apoiar na tomada de decises dos gestores (as
suas concluses podem determinar a realizao ou no de um determinado investimento, por
exemplo), mas tambm podem ser requeridas pelos diferentes financiadores da empresa e do
projeto tais como acionistas, bancos, instituies gestoras de programas de apoio, entre outras.
Por outro lado, o prprio processo de execuo das anlises de viabilidade obrigam
execuo de trabalhos de planejamento com todas as vantagens da decorrentes.
12
2. REVISO BIBLIOGRFICA
Para anlise de viabilidade do produto fundamental o conhecimento de todos os
componentes que compe o cilindro P-2, bem como todas as normas e procedimentos que
regem a fabricao e inspeo do produto. A partir do ano de 2012, o Instituto Nacional de
Metrologia, Qualidade e Tecnologia (INMETRO) passou a exigir que todos os fabricantes de
cilindros produzidos conforme a norma brasileira ABNT 8460 inserissem em seus produtos
um cdigo emitido pelo Inmetro mediante a apresentao do projeto, memorial descritivo e
memorial de clculos, assinado por Engenheiro habilitado que possua registro no Conselho
Regional de Engenharia e Arquitetura (CREA), juntamente com o recolhimento da Anotao
de Responsabilidade Tcnica (ART) descriminando toda a classe de produtos que a empresa
est apta a produzir. O Inmetro utiliza organizaes acreditadas, ou seja, organismos com
autoridade de realizar a creditao e fornecer certificao de conformidade para emisso dos
cdigos que so uma seqncia de letras e nmeros que devem ser gravados no produto se
este atender as exigncias da norma. O cdigo vlido por quatro anos, porm deve ser
renovado anualmente.
Outras gravaes no produto que sero detalhadas tambm so exigidas pela norma e o
conhecimento das questes acima importante para a anlise da matria prima do produto,
seus componentes na avaliao dos custos do produto e de todo o estudo de investimentos em
mquinas e equipamentos necessrios para fabricao, testes e validao do produto.
2.1. O GLP e suas aplicaes
provvel que poucos brasileiros tenham a real dimenso da importncia social e
econmica do Gs Liquefeito de Petrleo para o pas. Hoje, o GLP, mais conhecido como
gs de cozinha, tem maior penetrao em territrio nacional do que a energia eltrica, a
gua encanada e a coleta de esgoto, segundo a Companhia Liquigs.
De acordo com o SINDIGS (2014) so mais de 42 milhes de residncias ou 95%
do total de domiclios do Brasil e mais de 150 mil empresas regularmente atendidas por uma
ampla e eficiente rede de distribuio do GLP, que est presente em 100% dos municpios
brasileiros.
Trata-se de um setor vital para a sociedade e que, portanto, deve estar ao alcance,
sempre, de toda a populao.
13
O GLP um combustvel formado pela mistura de dois gases extrados do petrleo:
propano e butano. Ele tem a caracterstica de ficar em estado lquido quando submetido a uma
certa presso.
O Gs LP pouco agressivo ao meio ambiente, pois a sua queima limpa, criando um
ambiente de trabalho mais limpo e saudvel. O GLP um combustvel limpo, livre de metais
pesados. Sua utilizao preserva o meio ambiente, evitando a derrubada de rvores e a queima
poluente. A queima de lenha nas residncias ou em qualquer ambiente fechado, alm dos
bvios problemas ambientais da derrubada de milhes de rvores, provoca srios problemas
de sade pela inalao de gases txicos (indoor-air polition) como pneumonia, cncer,
catarata, tracoma, tuberculose, etc (LIQUIGS, 2014).
O GLP no corrosivo e nem poluente. Tambm no txico, mas se inalado em
grande quantidade produz efeito anestsico.
Todo combustvel potencialmente perigoso por ser inflamvel. Com o gs de
cozinha no diferente: assim como a gasolina, o lcool ou o querosene, o GLP tambm pega
fogo com facilidade ao entrar em contato com chamas, brasas ou fascas.
Conhecido e utilizado no dia-a-dia por um incalculvel nmero de estabelecimentos, o
Gs LP capaz de oferecer inmeras solues de fornecimento de energia s atividades de
comrcio, quaisquer que elas sejam.
O Gs LP a mais verstil forma de energia para a coco de alimentos e para o
aquecimento de gua. Por este motivo, ele o segundo energtico mais utilizado pelo Setor
Comercial do pas.
Apesar disso, pouco a pouco os usurios do Gs LP esto descobrindo a versatilidade
desse energtico para inmeras outras aplicaes, sem falar da sua competitividade em preo
quando comparado com outras fontes de energia utilizadas nas atividades de comrcio.
Poucas fontes de energia disponveis so puras e limpas, com desprezveis emisses de
poluentes durante a queima e que podem produzir altas temperaturas possveis de serem
controladas. O Gs LP desponta como a melhor delas.
A flexibilidade do Gs LP faz dele a melhor escolha para os estabelecimentos
comerciais que primam em oferecer servios e produtos de qualidade a seus clientes.
O Gs LP pode ser utilizado em resorts, hotis, pousadas, restaurantes, bares, cozinhas
industriais, padarias, confeitarias, pastelarias, shopping centers, hospitais, casas de sade,
lavanderias e demais estabelecimentos comerciais que precisem de um energtico eficiente
para foges, fornos, estufas, lavadoras, secadoras, aquecedores, condicionadores de ar entre
outros tipos de equipamento.
14
- No setor de hotelaria: Esse um Setor onde muitos estabelecimentos esto afastados
dos grandes centros, exigindo por esse motivo que as principais fontes de energia sejam
disponveis, contnuas e, principalmente, armazenveis.
O Gs LP apresenta-se como a melhor opo para ser empregado nas cozinhas, bares,
restaurantes de resorts, hotis e pousadas de todos os tipos, tamanhos e localizao,
fornecendo energia para foges, estufas, fornos, assadeiras, caarolas, grills, fritadeiras,
cafeteiras entre outros equipamentos normalmente utilizados nesses estabelecimentos.
Apresenta-se como melhor opo para o aquecimento de gua de banho.
- Lavanderias: Resorts e hotis de maior porte que oferecem os servios de lavanderia,
onde o consumo trmico muito elevado, na lavagem e secagem de roupas, em processos
onde necessrio o calor direto ou indireto, que normalmente envolve vapor, o Gs LP a
melhor escolha pela sua vantagem econmica sobre outros combustveis, tais como a Energia
Eltrica e o Gs Natural. O Gs LP tambm se apresenta como uma excelente opo de
energtico que no agride o meio ambiente.
- No Setor de Alimentao: Da mesma maneira que o Setor de Hotelaria, o Setor de
Alimentao oferece servios ao consumidor sob a forma de comestveis e nesse caso Gs LP
imbatvel.
Qualquer dos melhores chefs do mundo ir dizer que prefere cozinhar com o Gs LP
pela sua incrvel capacidade de gerar, sob estrito controle, temperaturas de todas as gradaes,
permitindo que as mais variadas receitas sejam transformadas em refeies e pratos de
qualidade.
Tambm em restaurantes a climatizao dos ambientes pode ser feita com o emprego
de equipamentos centralizados que utilizam o Gs LP como combustvel.
- No aquecimento de ambientes: O Gs LP pode ser utilizado para aquecer ambientes
internos e externos.
No aquecimento interno, o equipamento mais comum o aquecedor de ambientes que
composto de um gabinete metlico que envolve um recipiente onde o gs est contido.
O Gs LP tambm pode ser utilizado em lareiras, mantendo o prazer proporcionado
pelo uso das mesmas, mas com a vantagem de no utilizar a lenha, que tambm um
combustvel cuja queima altamente prejudicial sade humana e ao meio ambiente.
No aquecimento externo so utilizados equipamentos denominados de patio heater
que possuem as mesmas caractersticas dos aquecedores de ambientes. So equipamentos que
podem ser mudados de lugar, garantindo o conforto das atividades externas de lazer, em dias
ou noites mais frias.
15
O uso do Gs LP em residncias o mais difundido no mundo todo. Esse incrvel
energtico por suas caractersticas de disponibilidade, armazenamento, transporte, limpeza,
segurana, baixo custo, entre outros atributos, o fazem presente em qualquer lugar e ser
conhecido como um energtico multiuso.
O consumo mundial de Gs LP em residncias atinge pouco mais de 48% do consumo
total. No Brasil esse percentual cresce para 80%. Isso pode ser explicado pelo intenso uso do
Gs LP no preparo e cozimento de alimentos (coco), onde o recipiente de 13 kg, mais
conhecido como botijo de gs ou P13, responde por 94% desse consumo (SINDIGS,
2014).
Apesar disso, o consumidor brasileiro ainda no conhece as inmeras aplicaes
domsticas que essa fantstica fonte de energia possui.
O Gs LP bem mais do que se pode imaginar. No uso residencial, comparado a
outras energias, como Gs Natural e a eletricidade, o Gs LP pode ser at 70% e 25% mais
econmico, respectivamente.
Em linhas gerais, o Gs LP utilizado em residncias para as seguintes finalidades:
- No preparo e cozimento de alimentos (coco): O Gs LP pode ser considerado o
calor que obedece a voc pois fornece uma chama limpa, de grande poder calorfico e
absolutamente controlvel, o que faz desse energtico o preferido para o preparo e o
cozimento de alimentos.
- No aquecimento de ambientes: O Gs LP pode ser utilizado para aquecer ambientes
internos e externos.
- No aquecimento interno, o equipamento mais comum o aquecedor de ambientes
que composto de um gabinete metlico que envolve um recipiente onde o gs est contido.
O Gs LP tambm pode ser utilizado em lareiras, mantendo o prazer proporcionado
pelo uso das mesmas mas com a vantagem de no utilizar a lenha, que tambm um
combustvel cuja queima altamente prejudicial sade humana e ao meio ambiente.
No aquecimento externo so utilizados equipamentos denominados de patio heater
que possuem as mesmas caractersticas dos aquecedores de ambientes. So equipamentos que
podem ser mudados de lugar, garantindo o conforto das atividades externas de lazer, em dias
ou noites mais frias.
- Aquecimento de gua: O Gs LP apresenta todas as vantagens tcnicas da Energia
Eltrica no aquecimento de gua. Contudo, a maior vantagem a economia que o Gs LP
apresenta em relao Energia Eltrica, que pode ser vista na conta de consumo.
16
Nas instalaes centralizadas de gerao de gua quente para uso em banheiros,
cozinhas ou reas de servio das residncias, o Gs LP se apresenta como o energtico mais
adequado para ser empregado nos aquecedores.
Alm de ser seguro, o Gs LP fornece de imediato um fluxo constante de gua quente,
propiciando maior conforto ao consumidor final, sendo at 25% mais barato do que a Energia
Eltrica, o que representa uma economia significativa para seus usurios.
- Churrasqueiras: As churrasqueiras que utilizam um recipiente de Gs LP podem ser
usadas em jardins, reas externas ou varandas. Alm disso, as churrasqueiras que utilizam o
Gs LP como combustvel no causam os malefcios do carvo, combustvel comumente
usado, que extremamente prejudicial sade pela liberao de gases e partculas nocivas
2.2. Mercado de vasos de presso
Vaso de presso definido genericamente como um recipiente estanque, de qualquer
tipo, que seja capaz de conter um fluido pressurizado. Com esta definio abrangente, se
incluem neste grupo desde uma simples panela de presso de cozinha at os mais sofisticados
reatores nucleares. Vasos de presso constituem em uma grande parte das indstrias de
processo os elementos mais importantes, maiores em peso, tamanho e custo unitrio, podendo
chegar at 60% do custo total de materiais e equipamentos (WIKIPDIA, 2013).
Diferente do que acontece com a maioria dos equipamentos, a grande maioria dos
vasos de presso no so objetos de uma linha de fabricao de indstrias, normalmente so
feitos sob encomenda, com dimenses para atender a cada caso uma determinada finalidade
ou condies de desempenho, porm os recipientes transportveis de Gs Liquefeito de
Petrleo, no qual se enquadra o P-2, so produzidos em larga escala por terem suas
dimenses e caractersticas regidos pela norma ABNT 8460.
Projetar um vaso de presso inclui no fazer apenas o seu dimensionamento para
resistir a presses e cargas atuantes, como tambm realizar a seleo tcnica e econmica dos
materiais adequados, dos processos de fabricao, peas internas e detalhes.
Os vasos de presso podem ser tanques, tubos e cabines pressurizadas em aeronaves e
veculos espaciais. Os tipos de vasos de presso podem conter, por exemplo: amnia, gs
sulfdrico ou hidrognio.
Dois tipos de vasos de presso so encontrados comumente em refinarias de petrleo,
indstrias qumicas e petroqumicas: os de armazenamento de gases sob presso e os de
acumulao intermediria.
17
Os diferentes tipos de vasos de presso devem resistir s presses externas e internas.
Alm disso, a construo dos tipos de vasos de presso exige cuidados especiais, porque
qualquer falha pode ocasionar acidentes, resultando em mortes e danos irreparveis.
Um vaso de presso pode ser utilizado em refinarias de petrleo, Usinas de Aucar e
Etanol, Indstrias Qumicas e Petroqumicas os vasos de presso constituem um conjunto
importante de equipamentos que abrangem os mais variados usos. O projeto e a construo de
vasos de presso envolve uma srie de cuidados especiais e exige o conhecimento de normas
e materiais adequados para cada tipo de aplicao, pois as falhas em vasos de presso podem
acarretar consequncias catastrficas at mesmo com perda de vidas, sendo considerados os
Vasos de Presso equipamentos de grande periculosidade.
Existem diferentes tipos de embalagens para a comercializao do Gs LP, sendo a
principal delas o P-13 (utilizado em residncias para coco de alimentos). Entre as outras
embalagens comercializadas esto o botijo P-2(utilizado em fogareiros e lampies), o P-20
(utilizado em moto empilhadeiras) e o P-45 (utilizado no meio industrial, comercial e
residencial).
A indstria do Gs LP essencial tambm para a economia do pas. So 21 empresas
distribuidoras, mais de 70 mil revendedores, 100 mil pontos de venda, cerca de 6 milhes de
toneladas comercializadas por ano, e um faturamento lquido anual de aproximadamente R$ 7
bilhes que gera para o poder pblico cerca de R$ 3 bilhes em impostos.
Esses nmeros transformam o Brasil no quinto maior mercado mundial deste
energtico. O setor utiliza produtos e servios de siderrgicas, indstrias de mquinas e
equipamentos, transportadoras, empresas de instalao, empresas de engenharia e muitas
outras. Tudo somado so pelo menos 350 mil empregos diretos e indiretos gerados pelo GLP
(SINDIGS, 2014).
Para atender toda essa demandas existem no Brasil apenas quatro grandes empresas
fabricantes de recipientes no segmento, sendo que duas delas detm aproximadamente 70%
do mercado nacional.
Por sua vez, o recipiente P-2, produzido para ser envasado com gs GLP,
comumente utilizado para fogareiros, lampies e pequenos foges e seu uso destina-se
principalmente para pequenos estabelecimentos, profissionais autnomos ou ainda para uso
em Camping.
Este tipo de vaso no possui vlvula de segurana. O recipiente de 2 kg (P-2) foi
concebido para operar sem regulador de presso. A vlvula de sada de gs acionada por
uma mola, que retoma automaticamente quando da desconexo.
18
Segundos dados da Associao Nacional de Petrleo e Gs (ANP) no Brasil em 2013
foram fabricados aproximadamente 150.000 recipientes P-2.
O Gs LP pode vir acondicionado em diferentes tipos de recipientes. Eles so
padronizados e variam conforme a utilizao e as necessidades dos consumidores.
O botijo porttil, de 2 kg, indicado para fogareiros de acampamento e lampies. Ele
no adaptvel a reguladores de presso e no deve ser usado em foges comuns (exceto em
algumas regies onde o botijo possui rosca grossa). Os botijes de 5 kg e 13 kg so os mais
utilizados no pas. Eles so empregados principalmente em foges residenciais, para cozinhar
alimentos.
O cilindro de 45 kg usado em centrais de abastecimento instaladas em locais prdefinidos. utilizado em larga escala e em diferentes situaes, tais como residncias e
estabelecimentos comerciais, bares, restaurantes, lavanderias, indstrias, hospitais e escolas.
O cilindro de 90 kg empregado por consumidores que precisam de um maior volume
de gs, como nos segmentos comerciais, industriais e institucionais.
O Gs LP tambm pode ser usado como combustvel para motores de veculos. No
Brasil, esse uso liberado apenas para empilhadeiras. Existe um cilindro de 20 kg especfico
para essa finalidade. o nico recipiente de Gs LP que deve ser usado na horizontal, pois
todo o seu sistema projetado para o funcionamento nessa posio, uma vez que o consumo
se d na fase lquida e no na de vapor, como nos demais recipientes.
2.3.Competidores no mercado
No Brasil existem poucos fabricantes de vasos de presso transportveis para GLP,
duas empresas detm aproximadamente 70% das vendas nesse segmento. As principais
empresas so: Mangels, Aratell, Copagaz, Consigaz e Qualival. A Mangels e a Aratell so os
maiores fabricantes de vasos de presso transportveis para GLP do Brasil.
O sindicato e a ANP no divulgam os nmeros exatos referentes as vendas de cada
fabricante, mas sabido que a fabricao dos 70% de recipientes j informados feito por
Mangels e Aratell.
No Brasil no ano de 2013 foram comercializados cerca de 5.2 milhes de toneladas do
gs envasado, o maior resultado j obtido no Brasil, isso corresponde ao envasamento de
7.328.600.875 de recipientes, conforme dados da SINDIGS (2014). Esses nmeros so
divididos entre os diversos tipos de recipientes existentes que sero mostrados e classificam-
19
se pelo volume de gs. Todos os recipientes so fabricados conforme norma nacional ABNT
8460.
No Brasil, portanto existem dois grandes fabricantes de Recipientes Transportveis
para gs liquefeito de Petrleo e trs outros menores, para atender a todas as 23 companhias
engarrafadoras, responsveis pela distribuio do gs GLP no Brasil. Os produtos
comercializados em todo o MERCOSUL, apesar de possurem normas prprias, so similares
aos produtos nacionais sendo um possvel mercado a ser desenvolvido e com um investimento
financeiro baixo relacionado a pequenas modificaes no produto como gravaes
especficas. A Mangels e a Aratell j comercializam recipientes para os pases do
MERCOSUL.
O produto por ser normatizado conforme ABNT 8460 permite poucas variaes em
seu desenvolvimento, sendo o processo de fabricao e o aproveitamento da matria prima,
fatores de suma importncia para garantir a competitividade do produto. Outro ponto
importante so as poucas variaes sofridas pelo produto ao longo de dcadas, sendo que seu
investimento em manufatura no precisa sofrer alteraes, apenas manutenes por desgaste.
20
3. ESTUDO DE CASO
Para desenvolvimento desse projeto, a rea comercial de uma das empresas detentora
de parte dos 70% fabricados no Brasil foi consultada e no ano de 2013, houve uma queda em
sua produo de P-2 que chega a ultrapassar 50.000 peas anualmente, porm foi de apenas
30.000 recipientes.
Para o estudo, utilizaremos a produo referente ao ano de 2013 dessa empresa,
portanto 30.000 para anlise de viabilidade econmica do projeto.
Para o investimento na produo do produto, considerando os fatores acima citados
sobre os custos, seriam necessrios investimentos na fabricao dos componentes que sero
detalhados a seguir, eliminando despesas na terceirizao de servios, que comprometeria a
viabilidade do projeto conforme nmeros que tambm sero detalhados.
Neste estudo de caso todos os componentes do recipiente P-2, os processos de
fabricao e as exigncias da norma sero descritos individualmente para perfeita
compreenso dos custos do produto.
3.1. Anlise tcnica do produto
A Associao Brasileira de Normas Tcnicas (ABNT) o Foro Nacional de
Normalizao. As Normas Brasileiras, cujo contedo de responsabilidade dos Comits
Brasileiros (ABNT/CB), dos Organismos de Normalizao Setorial (ABNT/ONS), e das
Comisses de Estudo Especiais (ABNT/CEE), so elaboradas por Comisses de Estudo (CE),
formadas por representantes dos setores envolvidos, delas fazendo parte: produtores,
consumidores e entidades neutras (universidades, laboratrios e outros).
A ABNT NBR 8460 foi elaborada no Comit Brasileiro de Gases Combustveis
(ABNT/CB-09), pela Comisso de Estudo de Recipiente Metlicos para Gases Combustveis
(CE-09:301.02). O Projeto circulou em Consulta Nacional conforme Edital n 04, de
25/04/2011 a 23/06/2011, com o nmero de Projeto ABNT NBR 8460 (ABNT NBR 8460,
2011).
de responsabilidade do fabricante atender os requisitos da norma para fabricao do
recipiente P-2.
21
3.1.1 Norma de segurana NR13.
No anexo III da NR-13 (BRASIL NR-13, 2008) esto enquadrados os vasos de
presso que atenda aos requisitos:
a) qualquer vaso cujo produto P.V seja superior a 8, onde P a mxima presso de
operao em kPa (quilopascal) e V o seu volume geomtrico interno em m3, incluindo
permutadores de calor, evaporadores similares; vasos de presso ou partes sujeitas chama
direta que no estejam dentro do escopo de outras NR, vasos de presso encamisados,
incluindo refervedores e reatores; autoclaves e caldeiras de fluido trmico que no o
vaporizem.
b) vaso que contem fluido da classe A, como fluidos inflamveis, combustvel com
temperatura superior ou igual a 200C, fluidos txicos com limite de tolerncia igual ou
inferior a 20 ppm, hidrognio e acetileno independentemente das dimenses e do produto P.V.
Para vasos instalados em unidades pacotes deve ser observado o seguinte:
a) existncia de dispositivo de segurana adequado no vaso ou no sistema. Checar se o
set-up do dispositivo menor ou igual Presso Mxima de Trabalho Admissvel (PMTA) do
vaso;
b) dispositivo contra bloqueio inadvertido da Vlvula de segurana e Alvio ou mais
comumente chamada de PSV (do ingls Pressure Safety and Relief Valve);
c) instrumento indicador de presso;
d) todo vaso de presso deve ser instalado de modo que todos os drenos, respiros,
bocas de visita, vlvulas e indicadores de nvel, presso e temperatura, quando existentes,
sejam facilmente acessveis.
A NR-13 no se aplica aos seguintes equipamentos:
a) cilindros transportveis, vasos destinados ao transporte de produtos, reservatrios
portteis de fluido comprimido e extintores de incndio;
b) os destinados ocupao humana;
c) cmara de combusto ou vasos que faam parte integrante de mquinas rotativas ou
alternativas, tais como bombas, compressores, turbinas, geradores, motores, cilindros
pneumticos e hidrulicos e que no possam ser caracterizados como equipamentos
independentes;
d) dutos e tubulaes para conduo de fluido;
e) serpentinas para troca trmica;
22
f) tanques e recipientes para armazenamento e estocagem de fluidos no enquadrados
em normas e cdigos de projeto relativos a vasos de presso;
g) vasos com dimetro interno inferior a 150 mm para fluidos da classe B, C e
D, conforme especificado no anexo IV da NR-13.
Toda caldeira a vapor e vaso de presso deve ter afixado em seu corpo, em local de
fcil acesso e bem visvel, placa de identificao indelvel com, no mnimo, as seguintes
informaes:
a) Fabricante;
b) nmero de identificao (TAG/ etiqueta);
c) ano de fabricao;
d) presso mxima de presso admissvel (PMTA);
e) presso de teste hidrosttico;
f) cdigo de projeto e ano de edio;
g) capacidade de produo de vapor (para caldeiras);
h) rea da superfcie de aquecimento (para caldeiras);
i) categoria da caldeira ou do vaso.
Alm dos dados acima, necessrio constar na placa ou em placa distinta: classe de
fluido, grupo de risco e categoria.
Toda caldeira e vaso de presso devem possuir tambm o Pronturio, a ser fornecido
pelo fabricante, contendo:
a) cdigo de projeto e ano de edio;
b) TAG e categoria do vaso;
c) caractersticas funcionais e ano de fabricao;
d) conjunto de desenhos e demais dados necessrios para monitoramento da sua
vida til (desenho conjunto, desenho de detalhes, mapa de solda, conexes, suportes, etc.);
e) memria de clculo (determinao da PMTA);
f) dados dos dispositivos de segurana;
g) procedimentos utilizados na fabricao (Especificao de Procedimento
de Soldagem (EPS), Registro de Qualificao de Procedimento de Soldagem (RQPS),
Qualificao de Soldadores/Operadores, tratamento trmico, teste hidrosttico);
h) especificao dos materiais.
Os vasos de presso devem ser submetidos a inspees de segurana inicial, peridica
e extraordinria.
23
Para vasos novos, dever do Inspetor de Fabricao verificar se o projeto enquadra o
equipamento na NR-13. Neste caso, j nas visitas iniciais, deve ser verificado com o
fabricante do vaso o atendimento dos requisitos desta norma, quanto documentao
(pronturio) e placa de identificao. Uma vez atendido esses requisitos, que o equipamento
pode ser liberado para entrega ao cliente.
A inspeo de segurana inicial deve ser feita em vasos novos, antes da sua entrada em
funcionamento, no local definitivo da instalao, devendo ser realizada uma inspeo externa,
inspeo interna e teste hidrosttico, considerando algumas limitaes citadas na NR-13.
Envolve a anlise da documentao do equipamento (pronturio e do livro de registro de
segurana), verificao dos dados da placa de identificao, checagem de conformidade entre
a documentao e o equipamento e elaborao do Relatrio Preliminar.
Portanto, qualquer irregularidade entre o equipamento, placa e pronturio, ser motivo
de no conformidade at que seja solucionado pelo fornecedor, e bvio que a firma
inspetora ser envolvida neste procedimento.
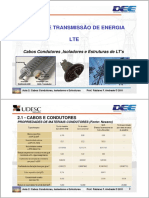
3.1.2. Recipiente P-2
O cilindro P-2 composto pela calota superior, calota inferior, aro inferior, flange e
vlvula como detalhado no desenho abaixo.
Figura-1 - Desenho do Recipiente P-2
(Fonte: Autor)
24
3.1.3.Partes do recipiente
O cilindro P-2 composto pela calota superior, calota inferior, aro inferior, flange e
vlvula.
A calota superior fabricada em ao carbono com o tipo do material, dimenses de
raios, comprimentos, gravaes e espessuras calculadas segundo a norma ABNT 8460.
Normalmente utiliza-se o processo de repuxo para conformao da pea que deve ser
submetida a tratamento trmico para alvio de tenses, salvo quando utilizado aos
microligados.
Na calota superior deve conter um furo central que possibilite a montagem do flange
que ser detalhado a seguir. As calotas devem ter a forma de um semi elipside, sendo que
seu maior raio de curvatura no deve ser maior que o dimetro externo.
Figura-2 - Desenho de calota superior.
(Fonte: Autor)
25
A calota inferior possui as mesmas dimenses e caractersticas da calota superior,
porm para que as peas possam ser montadas e soldadas circunferencialmente, na calota
inferior precisa ser feito em processo posterior ao repuxo um backing de solda, que consiste
em formar um friso na calota permitindo o perfeito fechamento das calotas para soldagem de
um cordo liso e sem respingos internos, que seriam impossveis de serem removidos.Esse
sistema exclui necessidade de remoo do backing, uma vez que ele faz parte do produto e um
backing mvel tambm seria de impossvel remoo.
Juntamente a calota superior e a calota inferior formam o corpo do recipiente,
destinado a acondicionar o gs.
Figura-3 - Desenho de Calota Inferior.
(Fonte: Autor)
26
O aro tambm conhecido como base, pode ser fabricado em ao com baixo teor de
carbono em processo de estampagem com ferramentas de corte, dobra e repuxo.
Figura-4 - Desenho do Aro Inferior.
(Fonte: Autor)
O flange de um recipiente tem a funo de permitir a fixao da vlvula atravs do seu
orifcio roscado. O flange fabricado de ao carbono e pode ser feito atravs do processo de
conformao a frio ou conformao a quente e posteriormente a usinagem da rosca na pea.
As dimenses e tolerncias so determinadas na norma, tanto para as dimenses
externas quanto para as dimenses da rosca do flange.
O flange soldado no furo central da calota superior mediante solda de fuso tendo
suas dimenses e posicionamento para soldagem determinados pela norma ABNT 8460
(2011).
27
Figura-5 - Desenho do Flange.
(Fonte: Autor)
A vlvula um dispositivo que permite o enchimento do recipiente e consumo do gs
GLP envasado. Alguns vasos de presso possuem vlvulas de segurana que impedem o
aumento da presso interna alm dos limites do projeto, porm o recipiente P-2 no possui
nenhum tipo de dispositivo de segurana sendo o seu dimensionamento, o acondicionamento
e sua utilizao correta a nica forma de prevenir acidentes.
A vlvula fabricada quase que toda a sua totalidade de lato, alguns componentes
como molas e parafusos so fabricados em ao carbono.
28
Figura-6 - Desenho de Vlvula.
(Fonte: Autor)
3.1.4. Exigncias da norma e testes ABNT 8460
A empresa dever, junto aos organismos certificadores do Inmetro, certificar o produto
preterido para fabricao. O projeto dever ser enviado para anlise com ART e assinatura do
engenheiro responsvel.
Aps aprovao, emitida a empresa um cdigo com 11 caracteres que dever ser
gravado no recipiente.Recipientes para GLP com at 500 L podem ser transportados
manualmente ou por qualquer outro meio.
No recipiente deve estar marcada a tara (massa) do recipiente vazio, despressurizado,
isento de resduos e adicionado a massa de seus acessrios.
Os recipientes ou calotas, aps as operaes de repuxo, devem ser tratados
termicamente. Quando um recipiente for fabricado com ao microligado e a dureza
29
apresentada aps a solda for superior a 250HV, o tratamento no recipiente dever ser feito
aps todas as operaes de soldagem.
Para soldagem permitida apenas processos de solda de fuso, devendo os cordes ter
penetrao total, com exceo as peas acessrias. As soldas do corpo devem ser executadas
com as seguintes tcnicas: com cordo de reforo do lado interno, cobre junta permanente do
mesmo material do corpo, cobre junta temporrio de material adequado.
As aberturas roscadas no podem apresentar falhas ou rebarbas e devem ser
verificadas com calibradores correspondentes ao seu padro.
A montagem da vlvula deve ser feita com torque de aperto 230 N.m e mnimo de 130
N.m (ABNT NBR 8469, 2011).
A abertura roscada deve ser feita no flange, para fixao da vlvula do recipiente.
O tratamento pode ser feito de duas maneiras, entre 890C e 920C, ou sofrer um
alvio de tenses a uma temperatura entre 600C a 650C, desta forma permanecendo por mais
tempo no forno.
O resfriamento deve ser feito ao ar at o recipiente atingir 200C, abaixo dessa
temperatura, o recipiente poder sofrer um resfriamento forado.
Todos os recipientes devero ser testados hidrostaticamente com presso hidrulica de
3,4MPA, ou pneumtica de 1,7MPA para verificar se h vazamento em todo o recipiente.
Toda vedao ou unio roscada devero ser verificadas por processo pneumtico de
estanqueidade com presso de no mnimo 1,7MPA.
A pintura do recipiente deve passar pelo teste do lpis, de acordo com o item 5,9 da
norma ABNT 8460, resistncia ao choque por impacto, ensaio de aderncia e nvoa salina,
garantindo a qualidade da pintura e impedindo a oxidao dos vasos, que comprometeriam a
qualidade e segurana do recipiente.
Os recipientes podem ser inspecionados durante toda sua fabricao por inspetores do
cliente, verificando atendimento as exigncias da norma ABNT 8460.
Dentre os documentos que devem ser entregues ao cliente est o Memorial Descritivo
do Produto, que a descrio referente ao produto como: norma aplicada, dimenses,
fabricao, testes, desempenho, acabamento e exigncias da norma. Segue abaixo o Memorial
Descritivo do Recipiente P-2:
Norma aplicvel: ABNT NBR 8460 2011
Recipiente transportvel com capacidade para 02 Kg de gs.
Capacidade volumtrica: 5,5 litros de gua mnimos.
Material utilizado: atende a NBR 7460: GL-1
30
Espessura mnima a ser aplicada 2,00 mm.
Espessura utilizada 2,25 mm.
Fabricao: Duas calotas ligadas por solda circunferencial pelo processo ao arco
submerso com base, ala e flanges soldadas pelo processo MIG automtico.
Processo de soldagem e soldadores qualificados.
Tratamento trmico: alivio de tenses (600 a 650 C).
Fornos a gs com sensores de temperatura e acompanhamento on-line.
Testados hidrostaticamente: com presso de teste de 34 Kgf/cm2.
Testados pneumaticamente: submerso em gua para verificar a estanqueidade das
unies roscadas com 7Kgf/cm2.
Presso de trabalho: 17 Kgf./cm2.
Unio roscada: Flange soldada com abertura roscada, rosca 1/2NGT.
Vlvulas atendem a norma NBR 8416.
Acabamento: Os recipientes aps decapados mecanicamente por jateamento com jato
de granalha S 330, recebem pintura com primer e tinta de acabamento esmalte alquidico na
cor do Cliente. Secagem a estufa.
So realizados todos os ensaios de tinta previstos em norma:
Ensaio de impacto, Aderncia, Espessura e Salt Spray.
Os lotes so em nmero de 1000 unidades identificados com tipagem alfa numrico no
flange.
A rastreabilidade garantida pela gravao do ms e ano de fabricao em alto relevo
na calota superior, logomarca do cliente.
A tara fixa mantida atravs de bases calibradas.
Todos os lotes so testados quanto a ruptura e ensaios mecnicos em laboratrio e
instrumentos calibrados devendo atender no ensaio Hidrosttico a um valor mnimo de
presso de ruptura de 85 Kgf./cm2, expanso permanente at 10% e porcentagem de aumento
de volume acima de 10%.
Os ensaios mecnicos de trao atendem a um valor de alongamento mnimo de 18% e
os limites de resistncia a trao e escoamento mnimos conforme NBR7460: 340 e 190
(MPA) respectivamente.So realizados ensaios mecnicos da solda de trao e dobramento.
Toda a fabricao pode ser acompanhada pelo inspetor do Cliente (Empresas
contratadas) e entregue toda a documentao referente aos lotes liberados.
31
A empresa deve sofrer auditorias peridicas de um Organismo Certificador
credenciado pelo INMETRO.
3.2.Anlise financeira do produto
Para fabricao do recipiente P-2, sendo ele normatizado e, portanto, tendo suas
dimenses com poucas variaes dimensionais permitidas, o correto dimensionamento da
espessura da chapa dentre as poucas opes aceitas pela norma, o investimento em um
processo capaz de atender a demanda do produto em menor tempo possvel e um sistema de
qualidade capaz de garantir esse processo, so fundamentais para a viabilidade econmica do
produto.
Todos os detalhes acima mencionados so para garantir a segurana do produto e
foram detalhados porque aumentam os custos de fabricao do recipiente P-2.
3.2.1. Clculos e custos de matria prima
Calotas:
Corte de chapa quadrada 353x353x2,25mm de espessura;
Peso aproximado 2,20Kg;
Peso especfico ao carbono= 7800 kg/m;
Dimenses finais do blank para repuxo das calotas;
Dimetro 353 x 2,25mm espessura.
So utilizadas duas calotas com mesmas dimenses de blank e portanto mesmo custo em
matria prima.
Peso total das calotas:4,40 Kg.
O tipo de ao mais comum para esta aplicao o material GL-1.
Esse material custa, se comprado em Usina,s aproximadamente R$2,65 o quilograma do
material com impostos.
Os menores custos de chapa e aproveitamento de material devem ser estudados de forma
criteriosa evitando perdas, uma vez que os custos em matria prima correspondem a
aproximadamente 55% dos custos do produto.
Os impostos inclusos no preo da matria prima sero abatidos para clculos de
custos: Imposto sobre Operaes relativas Circulao de Mercadorias e sobre Prestaes de
Servios de Transporte Interestadual e Intermunicipal e de Comunicao (ICMS) 18%,
32
Programas de Integrao Social e de Formao do Patrimnio do Servidor Pblico (PIS)/
Contribuio para Financiamento da Seguridade Social (COFINS) 9,25%
Portanto o valor para os quilogramas de chapa que ser utilizado para o clculo de
custos ser de: R$ 1,93 por Kg de ao GL1, conforme USIMINAS (2014).
Custo de Ao com as Calotas:
4,40Kg x R$1,93 = R$8,49
Aro Inferior
Corte da chapa 620x41,5 x 2,25mm.
Peso esp. 7,86.
Peso aproximado: 0,455 kg
Custo de Ao com Aro Inferior.
0,455 kg x R$1,93 = R$0,88.
Flange
Corte do blank Dimetro 62mm x 12,7 espessura
Peso esp. 7,86.
Peso do blank: 0,301Kg.
Deve ser acrescido a esse valor o desperdcio da chapa com estampagem,
aproximadamente 25% conforme desenho abaixo.
Peso aproximado: R$0,376
Custo do ao com Flange:
0,376Kg x R$1,93Kg = R$0,725.
Total em custos apurados com material GL-1:R$10,09.
3.2.2. Clculos de espessura.
Os clculos a seguir demonstraro a espessura adotada para o produto.
O clculo de espessura das paredes do recipiente baseado na tenso exercida nas
paredes quando submetidas a presso interna de trabalho e no pode exceder o menor dos
seguintes valores:
0,60 da mnima resistncia trao do material empregado.
250MPA.
A tenso na parede do recipiente deve ser calculada pela seguinte equao:
33
Tr = 2P(1,30 x D + 0,4 d)
(1)
E(D-d)
Onde:
Tr = Tenso na parede do recipiente, em Megapascals;
P = Presso de servio, 1,7 MPA;
D = Dimetro externo em milmetros;
d = Dimetro interno em milmetros;
E = Fator de eficincia da solda;
Igual a 1 quando construdos apenas com solda circunferencial;
A espessura do recipiente no deve ser inferior a 2,0mm para recipiente com dimetro
igual ou superior a 120mm.
A espessura varia de acordo com a nobreza do material, portanto deve-se escolher o
material e utilizar a relao de 0,60 do limite de resistncia conforme j mostrado em
concordncia com a norma de fabricao.
Para o material GL-1, mais utilizado por ser o mais barato dentre os permitidos pela
norma ABNT 7460 para fabricao de recipientes o limite de Tenso permitido para o
material Tr = 204MPA.
Aplicando na frmula temos:
204 = 2 x 1,7 (1,30 x 212 + 0,4d)=
212 - d
d = 208,9952 mm.
Portanto a espessura mnima requerida para o projeto de 1,52mm.
Por no ser permitida pela norma a utilizao de espessuras menores que 2,0 para o
dimetro do P-2, ser adotada a espessura 2,25mm.
Outro ponto importante a ser considerado na escolha da chapa o processo de
fabricao da calota. As calotas podem ser fabricadas por processo de repuxo, tcnica
utilizada em estamparias onde o produto conformado em uma ferramenta que montada em
uma prensa hidrulica e o produto conformado com a utilizao de um macho e a matriz na
ferramenta. No processo de repuxo com o esticamento da chapa, ocorre uma diminuio da
espessura principalmente no raio da calota, essa diminuio pode variar conforme o ajuste da
34
ferramenta e deve ser medida para que em nenhum ponto a chapa fique menor que os 2,00mm
determinados pela norma.
Outro processo de obteno de calotas o rebordeamento, normalmente utilizado em
calotas maiores e para pequenas quantidades. feito por empresas especializadas e no ser
utilizado no projeto de viabilidade porque esse processo exige perdas muito maiores na
espessura para conformao do produto, alm de serem mais lentos.
Conforme os clculos e consideraes a espessura utilizada 2,25mm.
3.2.3. Custos da vlvula
A vlvula do Recipiente adquirida em fornecedor homologado junto ao cliente.
O valor de compra da vlvula R$ 5,77 com impostos.
Deduzindo os impostos: PIS/COFINS - 9,25% + ICMS - 18%.
O custo da vlvula a ser acrescido no valor final de venda do produto R$4,20.
3.2.4. Custos de mo de obra
Ser detalhado a seguir todo o processo de fabricao desse produto descrevendo todas
as etapas para uma perfeita visualizao de custos.
Foram consultados valores de salrios e encargos trabalhistas com RH de uma
empresa de mdio porte para apurao de custos com mo de obra direta.
O custo mdio da fbrica com funcionrios de setores de produo por dia R$195,00.
Para fabricao do produto seria necessria a produo de 2500 recipientes por ms,
atendendo a demanda anual de 30.000. Considerando os dias teis de produo,
aproximadamente 120 peas por dia.
Com o estudo da capacidade de processos, pode-se analisar o lead-time do produto e
quantas peas podem ser fabricadas diariamente, quanto maior esse nmero, menor o custo de
fabricao das 30.000 peas comercializadas anualmente.
Segue abaixo o processo de fabricao do produto e o tempo de execuo de cada
operao:
35
Tabela 1 - Processo de fabricao do produto e tempo de execuo de cada operao
(continua)
Processo
Tempo em
segundos
Recipiente para GLP P-2
Jatear o recipiente
Montar a vlvula
18
Testar o enchimento
12
Testar a estanqueidade
16
Testar o esvaziamento
26
Pintura do recipiente
10
Pesar o recipiente
Embalar o produto
23
Armazenar o produto na expedio
23
Transporte de peas entre os processos
86
Normalizao P-2
Soldar o flange na calota superior
61
Soldar calotas circunferencialmente
105
Pesar a tara do recipiente
Soldar o aro inferior
46
Teste hidroststico
38
Tratar calotas revenidas em forno contnuo
10
Transporte de peas entre os processos
62
Flange P-2 Rosca
Usinar furo 18mm
Usinar rosca NGT
24
Blank Flange P-2 # 12,7X72
15
Blank Flange P-2 #12,7 X 72 (Fosfatizado)
35
Disco 280X 110X12,7mm
Transporte de peas entre os processos
38
Calota Superior P-2
Estampar e repuxar calota superior
22
Refilar e cortar o fundo da calota
26
36
Tabela 1 - Processo de fabricao do produto e tempo de execuo de cada operao
(concluso)
Processo
Tempo em
segundos
Recipiente para GLP P-2
Gravao do disco P-2
20
Blank CalotaP-2 #2,25x338mm
28
Tira #2,25X353X2095mm
25
Corte da chapa #2,25X1100X2095mm
20
Bobina de Ao 2,25X1100MM
Transporte de peas entre os processos
105
Calota Inferior P-2
Estampar e repuxar calota inferior
22
Lavagem da calota com gua quente
Frisar calota
26
Blank CalotaP-2 #2,25x338mm
28
Tira #2,25X353X2095mm
25
Corte da chapa #2,25X1100X2095mm
20
Bobina de Ao 2,25X1100mm
Transporte de peas entre os processos
35
Aro Inferior P-2
Gravao do nmero de srie
10
Calandrar aro inferior
Soldar fechamento do aro
14
Estampar repuxo da virola
Blank do aro inferior P-2 #2,25X48,6X655mm
20
Tira #2,25X48,6X2655mm
25
Corte da chapa #2,25X670X1100mm
20
Transporte de peas entre os processos
85
Vlvula P-2
A vlvula do recipiente adquirida em fornecedor homologado
junto ao cliente. O valor de compra R$5,77 com impostos.
Fonte: Dados calculados pelo autor
37
O Lead-Time total para fabricao do recipiente P-2 de 1259s, ou seja 20 minutos e
59 segundos por pea.
O processo mais lento o de soldar calotas circunferencialmente e podem ser feitas
aproximadamente 274 peas diariamente, considerando um turno de trabalho de 8 horas e que
muitos processos podem ser feitos simultaneamente.
Para o clculo de valores de mo de obra ser utilizado o lead-time do produto.
Portanto se o custo por dia R$195,00 e um turno de trabalho so 28800 segundos, o custo de
mo de obra a ser acrescido utilizando a regra de trs simples para o clculo de R$8,52.
Total em custos de:
Matria prima R$10,09.
Compra da Vlvula- R$4,20.
Mo de Obra- R$8,52.
Soma total acrescido de 25% = R$28,51. (25% referente a custos indiretos, vide 3.2.5)
3.2.5. Custos Indiretos
Para apurao de custos indiretos foi consultado o RH de uma empresa de mdio porte
do segmento e foi verificado que para a produo do recipiente, os setores indiretos e
principalmente o controle de qualidade deve atuar de forma a apontar todas as no
conformidades no processo produtivo e aferio dos instrumentos e equipamentos, no
permitindo um desvio dimensional ou nos testes alm do permitido na norma de fabricao de
recipientes. Qualquer no conformidade com a norma deve ser corrigida prontamente para
no comprometer a qualidade do produto garantindo a integridade fsica do consumidor final,
gerando altos custos com inspeo por necessitar de mo de obra especfica. Os inspetores de
qualidade devem conhecer a norma de fabricao e as demais normas solicitadas para exercer
um bom trabalho.
A soma dos setores indiretos como engenharia, portaria, manuteno, ferramentaria e
qualidade, alm dos custos com gua, luz, telefone, impostos e transporte, correspondem a
um aumento de 25% nos custos do produtos.
38
3.3.Anlise dos investimentos em maquinrio e ferramental
Para fabricao do produto P-2, sero relacionadas todas as mquinas, ferramentas e
dispositivos necessrios para fabricar ou testar o produto atendendo a todas as normas
necessrias.
Tabela 2 - Relao de mquinas e preos
Mquina
Preo
Prensa Hidrulica com capacidade de 400 ton
R$1.400.000,00
Prensa Excntrica com capacidade 150 ton
R$480.000,00
Guilhotina para corte de chapa at 3,00mm
R$340.000,00
Mquina de lavar calotas
R$175.000,00
Frisadeira
R$189.000,00
Mquina de solda
R$72.000,00
Rosqueadeira
R$55.000,00
Parafusadeira
R$55.000,00
Mquina para teste Hidrosttico
R$162.000,00
Mquina para enchimento e esvaziamento do teste de estanqueidade R$95.000,00
Jato de granalha
R$275.000,00
Cabine de Pintura eletrosttica
R$96.000,00
Sistema de pintura
R$160.000,00
Balana para Pesagem
R$16.000,00
Fonte: Estamparia Industrial Aratell, 2014
O investimento no maquinrio descrito acima seria de aproximadamente R$3.620.000.
Tabela 3 - Relao de ferramentas e preos
(continua)
Ferramenta
Preo
Linha de montagem para transporte de peas entre os processos
R$1.361.000,00
Ferramenta de corte do Blank das calotas
R$150.000,00
Ferramenta de repuxo das calotas
R$165.000,00
Ferramenta de repuxo das virolas
R$125.000,00
39
Tabela 3 - Relao de ferramentas e preos
(concluso)
Ferramenta
Preo
Ferramenta de gravao do aro inferior
R$92.000,00
Ferramenta de conformao do flange
R$85.000,00
Dispositivo pneumtico para montagem das calotas;Dispositivo de R$72.000,00
soldagem das calotas e aro inferior
Dispositivo de soldagem do flange
R$45.000,00
Fonte: Estamparia Industrial Aratell, 2014
O investimento no ferramental descrito acima seria de aproximadamente R$2.105.000.
O investimento total a ser feito seria de aproximadamente R$5.725.000.
3.4.Anlise de viabilidade econmica
O estudo de viabilidade econmica deve ser feito sempre que um novo projeto esteja
em fase de avaliao. Esse projeto pode ser tanto para a expanso do negcio quanto para a
abertura da empresa.
O grande benefcio desse tipo de anlise conseguir visualizar atravs de projees e
nmeros, o real potencial de retorno do investimento em questo e, portanto, decidir se as
premissas esto interessantes e se o projeto deve ir adiante ou no.
3.4.1. Preo de venda
Os custos apurados para o produto so de R$28,51, porm no ano de 2014, o
recipiente P-2 foi vendido por R$37,00 de acordo com rea comercial de grande empresa do
segmento.
3.4.2. Margem do produto
Com base nos valores mostrados ser determinado um preo de venda aceitvel para
que o projeto seja atrativo e tenha rendimento superior a outras oportunidades de investimento
oferecidas pelo mercado.
40
A taxa do Sistema Especial de Liquidao e de Custdia(SELIC) divulgada pelo
Comit de Poltica Monetria (COPOM). Ela tem vital importncia na economia, pois as taxas
de juros cobradas pelo mercado so balizadas pela mesma. No acumulado do ano at o ms de
setembro a taxa SELIC est em 10,9% e os lucros provenientes da comercializao do
Recipiente P-2 tero de ser no mnimo superiores a esse valor.
3.4.3. Valor Presente Lquido
Outra anlise ser sobre o Payback do produto, que se trata do tempo de retorno do
capital investido. O Recipiente P-2, assim como todos os recipientes estacionrios o
Recipiente P-2 no sofre alteraes e para que elas venham a ocorrer, antes a norma de
fabricao teria de ser estudada por comits em audincias pblicas segundo as regras da
ABNT e posteriormente enviada para aprovao da ABNT. Portanto no existe a concorrncia
do mercado para lanamento de novos produtos com maior eficincia, o produto deve atender
todos os requisitos da norma e estar apto para ser comercializado, sendo as melhorias
contnuas em processo e o desenvolvimento de fornecedores um grande diferencial para o
sucesso do projeto a longo prazo.
Uma vez que o produto no sofre alteraes e, portanto no corre, ou corre bem poucos
riscos de ter sua produo descontinuada do mercado devido a criao de um novo produto
concorrente conforme critrios da norma nacional em vigncia para fabricao de Recipientes
transportveis para gs liquefeito de petrleo, o Payback do produto pode ser conseguido em
prazos maiores, sendo a confiana do mercado, uma vez que estampado no Recipiente em
destaque e alto relevo o nome da companhia engarrafadora e distribuidora e qualquer acidente
com o equipamento viria a expor a marca negativamente no mercado, um grande desafio para
o projeto. Os recipientes so considerados ativos pelas companhias distribuidoras como
Liquigs, Ultrags, Nacionalgs, etc., por isso so inspecionados de forma criteriosa quando
produzidos conforme informado no memorial descritivo, de forma a garantir maior
longevidade ao produto.
O tempo decorrido entre o investimento inicial e o momento no qual o lucro lquido
acumulado se iguala ao valor desse investimento ser analisado para verificao da liquidez
do projeto e sero utilizados os valores informados e calculados.
Um valor base conhecidamente aceito pelo mercado para venda de P-2 R$37,00 para o
ano de 2014, conforme j informado.
41
Portanto se a empresa que vendeu 30.000 Recipientes em 2013 mantivesse os mesmos
nmeros de venda no valor corrigido para 2014 de R$37,00, o faturamento anual seria de
R$1.110.000,00 e o lucro do produto, considerando os custos de fabricao apurados de
R$28,51 seriam de 30%.
Se considerarmos os investimentos iniciais ou seja uma sada de caixa imediata para o
projeto de R$5.725.000 referentes a mquinas, ferramentais e dispositivos e outras sadas de
caixa nos primeiros 6 anos de R$855.300. As entradas de caixa esperadas so de
R$1.100.000. Para uma Taxa Mnima de Atratividade(TMA) de 15% ao ano, segue abaixo o
Valor Presente Lquido (VPL) para cada ano.
T=0 R$5.725.000 / 1,15^0 = R$5.725.000 VP(Valor Presente)
T=1 (R$1.100.000 - R$855.300)/ 1,15^1 = R$ 212.782
T=2 (R$1.100.000 - R$855.300)/ 1,15^2 = R$185.028
T=3 (R$1.100.000 - R$855.300)/ 1,15^3 = R$160.894
T=4 (R$1.100.000 - R$855.300)/ 1,15^4 = R$139.908
T=5 (R$1.100.000 - R$855.300)/ 1,15^5 = R$121.659
T=6 (R$1.100.000 - R$855.300)/ 1,15^6 = R$105.790
Total aps 6 anos = R$926.061,00.
- R$5.725.000 + R$926.061 = - R$4.799.000.
A soma de todos estes valores ao longo de seis anos, ser o VPL, o qual igual a R$4.799.000. Como o VPL menor que zero, a corporao no deveria investir neste
projetono escopo apresentado.
42
4. Concluso
O investimento para produo do P-2, por uma empresa no pertencente ao ramo e
que, portanto teria de investir em todas as mquinas e equipamentos necessrios para
fabricao e testes no vivel. Conforme os valores mostrados nos primeiros 6 anos, a
empresa recuperaria apenas 16,17% dos valores investidos se mantido o lucro inicial acima de
30% ao longo de todo o perodo.
Considerando que para o estudo, foram adotados os nmeros de produo de uma
empresa j consolidada no mercado que dificilmente seriam atingidos por uma empresa em
seu incio, mesmo assim o projeto mostrou-se invivel.
Para viabilizar o negcio seria necessrio o estudo para fabricao de outros tipos
vasos de presso que utilizam os mesmos recursos, aumentando o valor presente lquido e o
retorno do investimento em um menor tempo.
Mesmo sendo o produto normatizado conforme mencionado, no sofrendo alteraes
e, portanto ter sua produo continuada provavelmente por dcadas, o retorno desse
investimento ser incerto considerando as oscilaes do mercado ou a chegada de novos
concorrentes.
Considerando a margem de lucros do produto em 30%, sendo esse o lucro a mdia
praticada pelo mercado de recipiente P-2, est bem acima da taxa SELIC, que em 2014
chegou a 10,9% tornando o produto extremamente atraente para empresas do segmento,
porm para uma empresa diversificar seu ramo de atividade, a escolha do produto no traria
bons resultados.
As alternativas para se conseguir um retorno dos investimentos em menor tempo
seriam:
O aumento do preo de vendas, melhorias em processos, um aumento no volume de
vendas e uma mudana no escopo do projeto, por exemplo aumentando o nmero de produtos
desenvolvidos e que utilizariam as mesmas mquinas e equipamentos seriam as aes a serem
estudadas para viabilizar o projeto, porm o aumento do preo no pode ser aplicado. Uma
vez que todos os produtos obrigatoriamente devem ter o mesmo desempenho, um aumento
nos preos praticados seria a nica opo no aceita pelo mercado. Considerando a grande
diferena entre o tempo de seis anos solicitado para retorno do capital investido e os nmeros
encontrados com a venda do produto, o playback s seria atingido se todas as aes possveis
fossem tomadas em conjunto, como a melhoria em processos que exigiria um novo estudo e
possivelmente novos valores para mquinas e equipamentos automatizados. O aumento das
43
vendas poderia ser conquistado com a diminuio do preo do recipiente, porm sem perder a
margem de lucros do produto, uma vez que a automatizao dos equipamentos reduziria
consideravelmente os custos com mo de obra e com ganhos no volume de produo.
Porm a mais importante medida, seria uma diversificao no nmero de produtos
vendidos do mesmo segmento, que conforme os nmeros apresentados relacionados ao GLP
mostram o aumento do consumo e conseqentemente da venda de recipientes no mercado.
4.1 Consideraes finais
Com os valores apurados de informaes calculadas ou obtidas no mercado de
recipientes possvel afirmar que a demanda de recipientes P-2, somada ao valor de venda,
no suficiente para garantir o retorno do investimento sendo que nos 6 anos calculados
geraria um retorno de pouco mais de 16%.
Porm o projeto poderia ser ampliado para uma gama maior de produtos no mesmo
segmento e que portanto utilizaria os mesmos maquinrios e equipamentos j descritos.
Apenas os ferramentais seriam de dimenses diferentes.
Existem diversos tipos de recipientes transportveis que utilizam a mesma norma de
construo e poderiam tambm estar no escopo do projeto:
Tabela 4 - Relao de produtos
Volume
Peso
lquido
lquido
P-2
5,5 litros
2 kg
P-5
12,0 litros
5 kg
P-13
31,5 litros
13 kg
Uso domstico para cozimento de alimentos
NBR 8614
P-20
48,0 litros
20 kg
Exclusivo em empilhadeiras a GLP
NBR 14536
P-45
108,0 litros 45 kg
P-90
216,0 litros 90 kg
Cdigo
Norma
Uso mais comum
Vlvula
Fogareiros, lampies e maaricos
NBR 8614
Uso domstico para cozimento de alimentos e
maaricos
Domstico
industrial
(cozimento
de
alimentos, aquecimento, fundio, soldas, etc.)
Industrial (em desuso)
da
NBR 8614
NBR 13794
NBR 13794
Fonte: SINDIGS Sindicato Nacional das Empresas Distribuidoras de Gs Liquefeito de Petrleo, 2014
44
O botijo P-90 est em desuso e sendo substitudo por cilindros estacionrios da
mesma capacidade ou superior que so abastecidos no local por caminhes (venda a granel).
No Brasil no ano de 2013 foram comercializados cerca de 5.2 milhes de toneladas do
gs envasado, o maior resultado j obtido no Brasil, isso corresponde ao envasamento
de7.328.600.875 de recipientes, conforme dados da Sindigs.
Para um novo estudo de viabilidade econmica, um novo escopo para o projeto, que
englobasse um maior nmero de produtos poderia ser atrativo. O investimento certamente
seria maior, porm com os nmeros do mercado em crescimento, poderiam resultar em um
retorno do investimento em menor tempo.
Para o desenvolvimento especfico do produto P-2, se necessrio todos os
investimentos descritos no se mostrou vivel.
45
5. Referncias
ASSOCIAO BRASILEIRA DE NORMAS TCNICAS NBR 8460 : Recipientes
transportveis de ao para gs liquefeito de petrleo (GLP) - Requisitos e mtodos de ensaio.
3 ed. So Paulo, dez. 2011.
______. NBR 8469 - Roscas de fixao das vlvulas dos recipientes transportveis para
GLP - Dimenses. 2 ed. So Paulo, mai. 2011.
ASME. Boiler and Pressure Vessels Code- Section VIII - Division 1: Rules for construction
of Pressure Vessels. New York, 2013.
BRASIL. Portaria SSMT n. 12. NORMA REGULAMENTADORA 13, de 06 de junho de
1983. Estabelece requisitos mnimos para gesto da integridade estrutural de caldeiras a
vapor, vasos de presso e suas tubulaes de interligao nos aspectos relacionados
instalao, inspeo, operao e manuteno, visando segurana e sade dos
trabalhadores. Dirio Oficial da Unio, 24 de jun. 2008.
Disponvel em: <http://portal.mte.gov.br/data/files/FF8080812BE914E6012BEF2695817E
43/nr_13.pdf> Acesso em: 06 out. 2014
ESTAMPARIA INDUSTRIAL ARATELL, 2014
Anlise de especialistas.
IBUSUKI, Ugo. ANLISE DE INVESTIMENTOS. So Paulo, 2014. Material disponvel
em sala de aula (Apostila).
LIQUIGS. Propriedades do GLP.2011. Disponvel em: <http://www.liquigas.com.br/wps/
portal/!ut/p/c1/04_SB8K8xLLM9MSSzPy8xBz9CP0os3hvPwMjIw93IwMDFzcjA6OgoADL
QA8XQwtPU30_j_zcVP2CbEdFAFe7XfQ!/dl2/d1/L2dJQSEvUUt3QS9ZQnB3LzZfS04wMj
JIRzIwMERGMjAyUlJQOVFIRDFDNDM!/>. Acesso em 10 set. 2014.
SINDIGS. O Sindicato Nacional das Empresas Distribuidoras de Gs Liquefeito de Petrleo
Disponvel em: <http:// www.sindigas.com.br/GasLP>. Acesso em 22 set. 2014.
46
USIMINAS.
Catlogo
de
laminados
frio
[S.l.]:
2014.
Disponvel
em:
<
http://usiminas.com/wp-content/uploads/2014/02/novo-laminados-frio-v20-baixa.pdf> Acesso
em 12 set. 2014.
WIKIPDIA.
Vasos
de
presso
[S.l.]:
2013.
<http://pt.wikipedia.org/wiki/Tanque> Acesso em 20 set. 2014.
Disponvel
em:
Vous aimerez peut-être aussi
- Sincronismo Da Correia Dentada FiasaDocument4 pagesSincronismo Da Correia Dentada FiasaWillian Costa50% (2)
- Uranio No Brasil Geologia Jazidas e OcorDocument300 pagesUranio No Brasil Geologia Jazidas e OcorFabiolaDuarteLira100% (1)
- GED-94 - Procedimentos para Comunicação de Irregularidades em Redes e Linhas de Distribuição - 0Document32 pagesGED-94 - Procedimentos para Comunicação de Irregularidades em Redes e Linhas de Distribuição - 0mary1983Pas encore d'évaluation
- Manual de Instalacoes 2012 PDFDocument87 pagesManual de Instalacoes 2012 PDFccprado1100% (1)
- Segurança em Trabalhos Com MaquinariaDocument93 pagesSegurança em Trabalhos Com MaquinariaRodrigo Mendes FerreiraPas encore d'évaluation
- Fundamentos de Transporte de Calor e Massa - Aula 1Document35 pagesFundamentos de Transporte de Calor e Massa - Aula 1Glauber HenriquePas encore d'évaluation
- Corrosão em Aço-CarbonoDocument19 pagesCorrosão em Aço-CarbonoRaphaelBritoPas encore d'évaluation
- Apostila - 1º Ano PDFDocument56 pagesApostila - 1º Ano PDFEdinei ChagasPas encore d'évaluation
- Jacto Bomba Lava JatoDocument1 pageJacto Bomba Lava JatoMagno .costaPas encore d'évaluation
- Apostila de Instrumentacao - PetrobrasDocument2 pagesApostila de Instrumentacao - PetrobrasJabulani2010Pas encore d'évaluation
- Atividade 3 - Comunicação Empresarial e Negociação - 53-2023Document3 pagesAtividade 3 - Comunicação Empresarial e Negociação - 53-2023Cavalini Assessoria AcadêmicaPas encore d'évaluation
- Durabilidade Do ConcretoDocument24 pagesDurabilidade Do ConcretofelipecguedesPas encore d'évaluation
- I4320004 CelescDocument32 pagesI4320004 Celescthiago fritschePas encore d'évaluation
- Regulamento 21 Fenearte 2021Document20 pagesRegulamento 21 Fenearte 2021FILIPE HENRIQUE PetroniPas encore d'évaluation
- Caixa de FerramentasDocument3 pagesCaixa de FerramentasJúlio César de SousaPas encore d'évaluation
- Resolução PSAEN 10-11 (Física) (ESCOLA NAVAL - EN)Document11 pagesResolução PSAEN 10-11 (Física) (ESCOLA NAVAL - EN)dadosdedeusPas encore d'évaluation
- AE-SVC 03.03 - Interligação de Cabo de Co Municação PDFDocument4 pagesAE-SVC 03.03 - Interligação de Cabo de Co Municação PDFGeraldo Silva de LunaPas encore d'évaluation
- Relatório Experimento - Motor Elétrico de Corrente ContínuaDocument6 pagesRelatório Experimento - Motor Elétrico de Corrente ContínuaGabriel PignatPas encore d'évaluation
- Cabos Condutoresisoladores e Estruturas de LT S PDFDocument11 pagesCabos Condutoresisoladores e Estruturas de LT S PDFYasmim de SouzaPas encore d'évaluation
- Split e SplitlessDocument2 pagesSplit e SplitlessLis Gonçalves100% (2)
- Tratamento de EfluentesDocument96 pagesTratamento de EfluentesPaulo Roberto de CarvalhoPas encore d'évaluation
- Agricultura AgroflorestalDocument15 pagesAgricultura AgroflorestalAndré Gustavo Amorim SoaresPas encore d'évaluation
- Lista de Inversores Rev 72 26-08-2021Document16 pagesLista de Inversores Rev 72 26-08-2021rennattaPas encore d'évaluation
- Relatório Técnico Aula PráticaDocument2 pagesRelatório Técnico Aula PráticaErik Reis CastroPas encore d'évaluation
- Elementos Básicos Do Custo IndustrialDocument2 pagesElementos Básicos Do Custo IndustrialErnani ZimmermannPas encore d'évaluation
- Quantidade de MovimentoDocument6 pagesQuantidade de MovimentoRafael Frank de RodriguesPas encore d'évaluation
- Efeitos Dos Elementos de Liga Nos AçosDocument31 pagesEfeitos Dos Elementos de Liga Nos AçosJosimar MachadoPas encore d'évaluation
- Catálogo de Produtos Full GaugeDocument16 pagesCatálogo de Produtos Full GaugeArtur Cunha100% (1)
- Solis 1 2 e 3Document12 pagesSolis 1 2 e 3Carlos Marinho SilvaPas encore d'évaluation
- SMC Cilindros Atuadores Lineares Serie MGP Compacto Guiado (PO)Document44 pagesSMC Cilindros Atuadores Lineares Serie MGP Compacto Guiado (PO)Arnaldoaguiar LemesPas encore d'évaluation