Vous aimerez peut-être aussi
- Manufacturing of Turbo Generators in BHELDocument8 pagesManufacturing of Turbo Generators in BHELPraveen KumarPas encore d'évaluation
- Study of a reluctance magnetic gearbox for energy storage system applicationD'EverandStudy of a reluctance magnetic gearbox for energy storage system applicationÉvaluation : 1 sur 5 étoiles1/5 (1)
- Introducton 1.1 Overview:: Power Transformer Protection Using Microcontroller-Based RelayDocument51 pagesIntroducton 1.1 Overview:: Power Transformer Protection Using Microcontroller-Based RelayManoj NagarajanPas encore d'évaluation
- Final 1Document43 pagesFinal 1cejoshua42Pas encore d'évaluation
- Ee 143-Module 1Document17 pagesEe 143-Module 1DELIZO ARNOLD LEMUEL S.Pas encore d'évaluation
- CTRequirementsDocument16 pagesCTRequirementsYannisOlasPas encore d'évaluation
- Wind Turbine Building For Saving Home Electricity: Mohammed Jasim Mohammed, Salam MohammedDocument8 pagesWind Turbine Building For Saving Home Electricity: Mohammed Jasim Mohammed, Salam MohammedyunanPas encore d'évaluation
- Eliminating Rotor ProblemsDocument6 pagesEliminating Rotor Problemssuzette TabladaPas encore d'évaluation
- Recent Endwinding Vibration Problems in Air-Cooled Turbine GeneratorsDocument8 pagesRecent Endwinding Vibration Problems in Air-Cooled Turbine GeneratorsAnonymous BBX2E87aHPas encore d'évaluation
- GeneratorDocument62 pagesGeneratorBalachakri KothuriPas encore d'évaluation
- Cost Effective SystemDocument6 pagesCost Effective SystemrajeshmholmukhePas encore d'évaluation
- Intorduction To Power Engineering - 4 GeneratorsDocument26 pagesIntorduction To Power Engineering - 4 Generatorssyedsalmanali91Pas encore d'évaluation
- DevasenaDocument65 pagesDevasenaSriram ramsPas encore d'évaluation
- Basic Principles and Functions of ElectricalDocument18 pagesBasic Principles and Functions of ElectricalPraveen KumarPas encore d'évaluation
- Project Work - Excitation SystemDocument58 pagesProject Work - Excitation SystemKaranki DineshPas encore d'évaluation
- Chapter 7 QuestionsDocument8 pagesChapter 7 QuestionsNicole Irene Dela Pena67% (3)
- Rodriguez - Bsme2d - Assignment #1Document3 pagesRodriguez - Bsme2d - Assignment #1marc rodriguezPas encore d'évaluation
- Report On Transformer ManufacturingDocument36 pagesReport On Transformer ManufacturingRaj Moyal89% (57)
- Chapter ThreeDocument64 pagesChapter ThreeTheødřøš ÄbPas encore d'évaluation
- Efficiency Improvement of Squirrel Project ReportDocument31 pagesEfficiency Improvement of Squirrel Project ReportDular PatelPas encore d'évaluation
- Chapter 3 Phase Induction MachinesDocument101 pagesChapter 3 Phase Induction Machineskelemyas ayalewPas encore d'évaluation
- AC MachinesDocument5 pagesAC Machinesjoshua palizaPas encore d'évaluation
- 3 Phase Induction MotorDocument48 pages3 Phase Induction Motormsd183wkPas encore d'évaluation
- Elec 107 Module 1Document23 pagesElec 107 Module 1Kylle Bryan ArancePas encore d'évaluation
- Ramachandrapuram Industry Oriented Mini-Project Report On Manufacturing of Turbo Alternator at BHELDocument34 pagesRamachandrapuram Industry Oriented Mini-Project Report On Manufacturing of Turbo Alternator at BHELraspberry piPas encore d'évaluation
- Three-Phase Induction Motor Construction and Principle of OperationDocument9 pagesThree-Phase Induction Motor Construction and Principle of OperationAung Ko MinPas encore d'évaluation
- IV ReportDocument6 pagesIV ReportMeet BhattPas encore d'évaluation
- The Copperbelt University: School of TechnologyDocument40 pagesThe Copperbelt University: School of TechnologyMU Len GAPas encore d'évaluation
- Three Phase IM in A Nut ShellDocument8 pagesThree Phase IM in A Nut ShellKrishnamoorthy AyyasamiPas encore d'évaluation
- Enrolamentos CSDocument31 pagesEnrolamentos CSKidjonPas encore d'évaluation
- Unit 1 Assingmet Wind and SolarDocument4 pagesUnit 1 Assingmet Wind and SolarMayank TripathiPas encore d'évaluation
- Surge Test WhitepaperDocument13 pagesSurge Test WhitepaperMohamedHussein MohamedHusseinPas encore d'évaluation
- Manufacturing A.C Motors: Profile No.: 266 NIC Code: 28192Document14 pagesManufacturing A.C Motors: Profile No.: 266 NIC Code: 28192124swadeshiPas encore d'évaluation
- Electrical Skills (Eepw2241) : DC MotorsDocument6 pagesElectrical Skills (Eepw2241) : DC MotorsVenkata Rajkumar ChPas encore d'évaluation
- EM 2 Lecture Notes Unit 1 2 3Document103 pagesEM 2 Lecture Notes Unit 1 2 3M ranganPas encore d'évaluation
- Detecting Broken Rotor Bars With Zero-Setting ProtectionDocument12 pagesDetecting Broken Rotor Bars With Zero-Setting ProtectionBredy LaraPas encore d'évaluation
- Ch-4 DC Machinces StudentsDocument104 pagesCh-4 DC Machinces Studentsyohannes tesfahaunPas encore d'évaluation
- A.C MotorsDocument14 pagesA.C MotorsAsheesh GawdePas encore d'évaluation
- Submersible Pump Moter Core Design PDFDocument7 pagesSubmersible Pump Moter Core Design PDFIjabiPas encore d'évaluation
- 25asynchronous Machine Modeling Using Simulink Fed by PWM Inverter Copyright IjaetDocument9 pages25asynchronous Machine Modeling Using Simulink Fed by PWM Inverter Copyright IjaetPattrik SmartPas encore d'évaluation
- Design and Development of Gap SensorDocument14 pagesDesign and Development of Gap SensorJagannath Prasad SahooPas encore d'évaluation
- Machines Lab 2 MnualDocument19 pagesMachines Lab 2 Mnualmanishsingla88Pas encore d'évaluation
- Manufacturing of InsulationDocument9 pagesManufacturing of InsulationPrashant PuriPas encore d'évaluation
- Shunt Reactor ProtnDocument14 pagesShunt Reactor Protnnvenkatrao310Pas encore d'évaluation
- Project Bhel 2Document12 pagesProject Bhel 2jatt_yankyPas encore d'évaluation
- 1961 - Thermal Relationships in An Induction Motor Under Normal and Abnormal OperationDocument11 pages1961 - Thermal Relationships in An Induction Motor Under Normal and Abnormal Operationlbk50Pas encore d'évaluation
- Machine LabDocument9 pagesMachine Labvikashyadavsy9Pas encore d'évaluation
- عبدالعليمDocument25 pagesعبدالعليمAbdul ElmghairbiPas encore d'évaluation
- Open Core Power Voltage TransformerDocument17 pagesOpen Core Power Voltage TransformergebzoriPas encore d'évaluation
- DPL Training Project Presentation1 (6 Pages)Document6 pagesDPL Training Project Presentation1 (6 Pages)Bhupesh yadavPas encore d'évaluation
- Design and Analysis of A Premium Efficiency (Ie3) Induction MotorDocument6 pagesDesign and Analysis of A Premium Efficiency (Ie3) Induction MotoresatjournalsPas encore d'évaluation
- Voice Coil Motors: Electromechanical Actuators Sixth EditionDocument11 pagesVoice Coil Motors: Electromechanical Actuators Sixth Editionritesh2011Pas encore d'évaluation
- Background: Disclosure Agreement (NDA) To Use The DynamicDocument8 pagesBackground: Disclosure Agreement (NDA) To Use The DynamicAkhilesh PanwarPas encore d'évaluation
- Electric Machines BasicsDocument8 pagesElectric Machines BasicsPrasad SogaladPas encore d'évaluation
- PNTC Colleges: Activity SheetDocument6 pagesPNTC Colleges: Activity SheetMarianne Jubille CataquisPas encore d'évaluation
- Wind Power Tower and Foundation by BhagatDocument20 pagesWind Power Tower and Foundation by BhagatAustin RodriguesPas encore d'évaluation
- Manufacturing of Turbo GeneratorsDocument19 pagesManufacturing of Turbo GeneratorsKeerthana Kola100% (1)
- AMT 211 Aircraft GeneratorDocument4 pagesAMT 211 Aircraft Generatorbnolasco100% (1)
- Cb2 Q Zen 05 60211 Itp For Earth Work - Rev.bDocument6 pagesCb2 Q Zen 05 60211 Itp For Earth Work - Rev.bAnonymous wIPMQ5rhPas encore d'évaluation
- 750-0020 Seawaterecbiofouling Sept15Document8 pages750-0020 Seawaterecbiofouling Sept15Anonymous 1ykzuaxWgYPas encore d'évaluation
- Coal Properties and Effect On Combustion PDFDocument25 pagesCoal Properties and Effect On Combustion PDFMuhammad ArshadPas encore d'évaluation
- Cepatnet - Innovate Power PipingDocument1 pageCepatnet - Innovate Power PipingAnonymous wIPMQ5rhPas encore d'évaluation
- Steam Turbine Erection Work - COMPENTENCY TEST TURBIN UAP PRESENTATIONDocument6 pagesSteam Turbine Erection Work - COMPENTENCY TEST TURBIN UAP PRESENTATIONAnonymous wIPMQ5rhPas encore d'évaluation
- RT Film IntepretationDocument44 pagesRT Film Intepretationawong_911374100% (3)
- CNC Clean and Clear RBPDocument1 pageCNC Clean and Clear RBPAnonymous wIPMQ5rhPas encore d'évaluation
- Tutorial Centrifugal Pump SystemDocument72 pagesTutorial Centrifugal Pump SystemAnonymous wIPMQ5rhPas encore d'évaluation
- Multi+Choice QuestionsDocument40 pagesMulti+Choice QuestionsVikas Lk100% (18)
- Pumps and System CurvesDocument22 pagesPumps and System CurvesgusgifPas encore d'évaluation
- Pumps Calculation Example:: The Following Variables Are GivenDocument5 pagesPumps Calculation Example:: The Following Variables Are GivensukirajPas encore d'évaluation
- MEP M ES 012 - Centrifugal Process Pumps To API 610Document26 pagesMEP M ES 012 - Centrifugal Process Pumps To API 610Anonymous wIPMQ5rh100% (1)
- CSWIP 3.1 Question and AnswerDocument31 pagesCSWIP 3.1 Question and AnswerDevendran Marappan92% (52)
- 2443 Taco Commercial Hydronic SystemsDocument11 pages2443 Taco Commercial Hydronic SystemsIsmael Llamelo PerezPas encore d'évaluation
- B16.34-1998 Valves PDFDocument190 pagesB16.34-1998 Valves PDFAnonymous wIPMQ5rhPas encore d'évaluation
- 2443 Taco Commercial Hydronic SystemsDocument11 pages2443 Taco Commercial Hydronic SystemsIsmael Llamelo PerezPas encore d'évaluation
- AccountingFundamentalsCourseNotes 1497312155070Document57 pagesAccountingFundamentalsCourseNotes 1497312155070Akshay Shaikh0% (1)
- 017-2017 03-EN-USA Bestseller WEB PDFDocument28 pages017-2017 03-EN-USA Bestseller WEB PDFAnonymous wIPMQ5rhPas encore d'évaluation
- Seamless Tubes and Pipes For Power Plants OK PDFDocument12 pagesSeamless Tubes and Pipes For Power Plants OK PDFAnonymous wIPMQ5rhPas encore d'évaluation
- CFI Accountingfactsheet-1499721167572 PDFDocument1 pageCFI Accountingfactsheet-1499721167572 PDFAnonymous wIPMQ5rhPas encore d'évaluation
- Modul BIng Grammar Advance PDFDocument31 pagesModul BIng Grammar Advance PDFAnonymous wIPMQ5rhPas encore d'évaluation
- 02-Stoichiometric CalculationsDocument47 pages02-Stoichiometric CalculationsHandayani KesumadewiPas encore d'évaluation
- FPI FiberglassbookDocument164 pagesFPI FiberglassbookA_ValsamisPas encore d'évaluation
- Turbine Over Hauling Procedure Siemens Recommendsbirkosit 111019222302 Phpapp01 PDFDocument75 pagesTurbine Over Hauling Procedure Siemens Recommendsbirkosit 111019222302 Phpapp01 PDFAnonymous wIPMQ5rh100% (3)
- Chapter 1Document23 pagesChapter 1sgrsthPas encore d'évaluation
- Boiler Feed Pump - Presentation Handbook PDFDocument51 pagesBoiler Feed Pump - Presentation Handbook PDFAnonymous wIPMQ5rh91% (11)
- Coal Properties and Effect On Combustion PDFDocument25 pagesCoal Properties and Effect On Combustion PDFMuhammad ArshadPas encore d'évaluation
- Project Management Professional Syllabus - PDF - Multimatics 1Document5 pagesProject Management Professional Syllabus - PDF - Multimatics 1Anonymous wIPMQ5rhPas encore d'évaluation
- Piping Calculation Appendix A Rev1Document8 pagesPiping Calculation Appendix A Rev1antonyfernandofPas encore d'évaluation
- SystemDocument7 pagesSystememilliomudPas encore d'évaluation
- Szzy 007Document13 pagesSzzy 007Srirevathi BalapattabiPas encore d'évaluation
- Electrical Loading Estimation WorkstageDocument15 pagesElectrical Loading Estimation WorkstageansonchongPas encore d'évaluation
- IBM System x3650 M3, 7945K1G - 7945K1GDocument3 pagesIBM System x3650 M3, 7945K1G - 7945K1GAdalberto BarbosaPas encore d'évaluation
- Manual MS-5024UD Control Alarma IncendioDocument92 pagesManual MS-5024UD Control Alarma IncendiokasakovichPas encore d'évaluation
- F6TesT 2.21 Training Settings - Transformer Diff (MCBH)Document324 pagesF6TesT 2.21 Training Settings - Transformer Diff (MCBH)Chhimi WangchukPas encore d'évaluation
- Plugin Interface For Flash and HTML5Document30 pagesPlugin Interface For Flash and HTML5tatt2Pas encore d'évaluation
- 623 2320 1 PBDocument4 pages623 2320 1 PBbatuhanPas encore d'évaluation
- AMO Product Overview CatalogDocument11 pagesAMO Product Overview CatalogElectromatePas encore d'évaluation
- AIT-501 ManualDocument2 pagesAIT-501 Manualchandras20Pas encore d'évaluation
- Advances in Analog Circuits PDFDocument380 pagesAdvances in Analog Circuits PDFnskprasad89100% (1)
- Instructional MaterialsDocument50 pagesInstructional Materialsanir100% (1)
- Longi Lr5 72hph 535mDocument2 pagesLongi Lr5 72hph 535mMonster LifePas encore d'évaluation
- Spectralert® Series: Horns, Strobes, and Horn/StrobesDocument4 pagesSpectralert® Series: Horns, Strobes, and Horn/Strobesmechengineer3Pas encore d'évaluation
- Basic of electrical Measurement: Ω Ohm V Voltage P Power R Resistance I StreamDocument7 pagesBasic of electrical Measurement: Ω Ohm V Voltage P Power R Resistance I StreamYainel FariPas encore d'évaluation
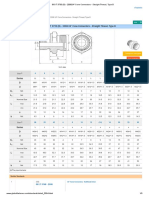
- GB - T 3733 (B) - 200824° Cone Connectors - Straight Thread, Type BDocument3 pagesGB - T 3733 (B) - 200824° Cone Connectors - Straight Thread, Type BEr.Amritpal SinghPas encore d'évaluation
- Fujitsu 9RLFW, 12RLFW, 18RLXFW and 24RLXFW HFI Mini Split Systems BrochureDocument2 pagesFujitsu 9RLFW, 12RLFW, 18RLXFW and 24RLXFW HFI Mini Split Systems Brochuree-ComfortUSAPas encore d'évaluation
- Liebert GXT MT+ CX 1/2/3 kVA Technical Specifications: Model GXT MT+ CX I GXT MT+ CX I GXT MT+ CX Phase Capacity InputDocument1 pageLiebert GXT MT+ CX 1/2/3 kVA Technical Specifications: Model GXT MT+ CX I GXT MT+ CX I GXT MT+ CX Phase Capacity Inputsasa hhPas encore d'évaluation
- Smart FarmingDocument11 pagesSmart FarmingmynsdPas encore d'évaluation
- Can CrusherDocument81 pagesCan CrusherJhon Don100% (1)
- PRB Belt XRef PDFDocument283 pagesPRB Belt XRef PDFBrian RichmondPas encore d'évaluation
- Basic Principles of Signal Reproduction: Skirts Are The Sides of A Tuned Circuit Response Curve (See Figure 4.0)Document4 pagesBasic Principles of Signal Reproduction: Skirts Are The Sides of A Tuned Circuit Response Curve (See Figure 4.0)DARAPas encore d'évaluation
- Research On Vodafone For IMC ToolsDocument72 pagesResearch On Vodafone For IMC ToolsbandhhathPas encore d'évaluation
- Digital Ic Applications SyllabusDocument2 pagesDigital Ic Applications SyllabusSuyog ChavanPas encore d'évaluation
- Letter by Letter Abu Taubah S Arabic Alphabet WorkbookDocument2 pagesLetter by Letter Abu Taubah S Arabic Alphabet WorkbookSharief SkPas encore d'évaluation
- ICT 7 Electronics Chapter 1Document10 pagesICT 7 Electronics Chapter 1Raymond PunoPas encore d'évaluation
- BJC-8500 Service ManualDocument215 pagesBJC-8500 Service ManualLee Swee ChooPas encore d'évaluation
- ARITA Valve CatalogueDocument68 pagesARITA Valve CatalogueMuhamad Ilyas60% (5)
- Iec60044-1 (Ed1.2) en D PDFDocument8 pagesIec60044-1 (Ed1.2) en D PDFAnton HidayatPas encore d'évaluation
- Uses and Properties of The Following Materials DependDocument11 pagesUses and Properties of The Following Materials DependAshly John Galagnara100% (5)
- Ecro RV: Technical ManualDocument21 pagesEcro RV: Technical ManualHyeong-Ho KimPas encore d'évaluation
- INCOSE Systems Engineering Handbook: A Guide for System Life Cycle Processes and ActivitiesD'EverandINCOSE Systems Engineering Handbook: A Guide for System Life Cycle Processes and ActivitiesÉvaluation : 5 sur 5 étoiles5/5 (1)
- Practical Electrical Wiring: Residential, Farm, Commercial, and IndustrialD'EverandPractical Electrical Wiring: Residential, Farm, Commercial, and IndustrialÉvaluation : 3.5 sur 5 étoiles3.5/5 (3)
- Conquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeD'EverandConquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeÉvaluation : 4.5 sur 5 étoiles4.5/5 (9)
- Electronics All-in-One For Dummies, 3rd EditionD'EverandElectronics All-in-One For Dummies, 3rd EditionÉvaluation : 5 sur 5 étoiles5/5 (2)
- Digital Filmmaking: The Ultimate Guide to Web Video Production for Beginners and Non-Professionals, Learn Useful Tips and Advice on How You Can Create, Film and Edit Your VideosD'EverandDigital Filmmaking: The Ultimate Guide to Web Video Production for Beginners and Non-Professionals, Learn Useful Tips and Advice on How You Can Create, Film and Edit Your VideosÉvaluation : 5 sur 5 étoiles5/5 (1)
- Upcycled Technology: Clever Projects You Can Do With Your Discarded Tech (Tech gift)D'EverandUpcycled Technology: Clever Projects You Can Do With Your Discarded Tech (Tech gift)Évaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Programming the Raspberry Pi, Third Edition: Getting Started with PythonD'EverandProgramming the Raspberry Pi, Third Edition: Getting Started with PythonÉvaluation : 5 sur 5 étoiles5/5 (2)
- Analog Design and Simulation Using OrCAD Capture and PSpiceD'EverandAnalog Design and Simulation Using OrCAD Capture and PSpicePas encore d'évaluation
- Current Interruption Transients CalculationD'EverandCurrent Interruption Transients CalculationÉvaluation : 4 sur 5 étoiles4/5 (1)
- Practical Power Distribution for IndustryD'EverandPractical Power Distribution for IndustryÉvaluation : 2.5 sur 5 étoiles2.5/5 (2)
- Teach Yourself Electricity and Electronics, 6th EditionD'EverandTeach Yourself Electricity and Electronics, 6th EditionÉvaluation : 3.5 sur 5 étoiles3.5/5 (15)
- Hacking Electronics: An Illustrated DIY Guide for Makers and HobbyistsD'EverandHacking Electronics: An Illustrated DIY Guide for Makers and HobbyistsÉvaluation : 3.5 sur 5 étoiles3.5/5 (2)
- The Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionD'EverandThe Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionÉvaluation : 4.5 sur 5 étoiles4.5/5 (543)
- Heat Transfer Engineering: Fundamentals and TechniquesD'EverandHeat Transfer Engineering: Fundamentals and TechniquesÉvaluation : 4 sur 5 étoiles4/5 (1)
- The Phone Fix: The Brain-Focused Guide to Building Healthy Digital Habits and Breaking Bad OnesD'EverandThe Phone Fix: The Brain-Focused Guide to Building Healthy Digital Habits and Breaking Bad OnesÉvaluation : 5 sur 5 étoiles5/5 (1)
- ARDUINO CODE: Mastering Arduino Programming for Embedded Systems (2024 Guide)D'EverandARDUINO CODE: Mastering Arduino Programming for Embedded Systems (2024 Guide)Pas encore d'évaluation
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tD'EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tÉvaluation : 4.5 sur 5 étoiles4.5/5 (27)