Vous aimerez peut-être aussi
- Plan de Mantenimiento PreventivoDocument79 pagesPlan de Mantenimiento PreventivoMariano BazanPas encore d'évaluation
- Ingenieria en Mantenimiento IndustrialDocument20 pagesIngenieria en Mantenimiento IndustrialVillarreal Espinoza SergioPas encore d'évaluation
- Montaje de Elementos de MáquinasDocument77 pagesMontaje de Elementos de MáquinasFran PgPas encore d'évaluation
- M. PreventivoDocument4 pagesM. Preventivoandrea jimenezPas encore d'évaluation
- Manual de Mantenimiento PlumaDocument11 pagesManual de Mantenimiento PlumaVeronica SantosPas encore d'évaluation
- UNIDAD 6 ACTIVIDAD 7 Procedimiento de Mantenimiento de Equipos y MáquinasDocument8 pagesUNIDAD 6 ACTIVIDAD 7 Procedimiento de Mantenimiento de Equipos y MáquinasCindy Johana BUSTAMANTE CASTANOPas encore d'évaluation
- Taller Mecanico Armado y DesarmeDocument34 pagesTaller Mecanico Armado y DesarmeDaniela Miroslava Soto MontecinosPas encore d'évaluation
- Mantenimiento Industrial de RobotsDocument4 pagesMantenimiento Industrial de RobotsEmmanuel Hernandez100% (1)
- 1 - Desmontaje de Elementos de Maquinas - 1Document73 pages1 - Desmontaje de Elementos de Maquinas - 1Herney LopezPas encore d'évaluation
- Procedimiento de Mantenimiento de Máquinas Sobre OrugasDocument9 pagesProcedimiento de Mantenimiento de Máquinas Sobre OrugasWilmer Pirca RamosPas encore d'évaluation
- Mantenimiento AutonomoDocument12 pagesMantenimiento AutonomoEdwin AlvarezPas encore d'évaluation
- Actividad 3. Tipos de MantenimientoDocument24 pagesActividad 3. Tipos de MantenimientoJesus Joel Castro Flores100% (1)
- Informe San JacintoDocument36 pagesInforme San JacintoPaul Ruel Gonzales QuintanaPas encore d'évaluation
- Actividad Entregable de Inspeccion y Reporte Técnico. - 014023Document12 pagesActividad Entregable de Inspeccion y Reporte Técnico. - 014023Jhan DRPas encore d'évaluation
- Mantenimiento AutonomoDocument27 pagesMantenimiento Autonomohugo seguraPas encore d'évaluation
- Guia Mantenimiento Motores Diesel-2Document15 pagesGuia Mantenimiento Motores Diesel-2thomaxo098Pas encore d'évaluation
- Mantenimiento PreventivoDocument10 pagesMantenimiento PreventivoJeanGregoryGallardoTovarPas encore d'évaluation
- 4.4 Mantenimiento AutónomoDocument11 pages4.4 Mantenimiento AutónomoMario CruzPas encore d'évaluation
- Maquinaria PesadaDocument5 pagesMaquinaria PesadaEDUARDO MARTIN LOPEZ CORDOVAPas encore d'évaluation
- Mantenimiento AutomotrizDocument21 pagesMantenimiento AutomotrizMēđâřđø UrQůizoPas encore d'évaluation
- MONTAJE DE ELEMENTOS DE MAQUINAS (Resumen)Document45 pagesMONTAJE DE ELEMENTOS DE MAQUINAS (Resumen)Emanuel RissoPas encore d'évaluation
- Plan de MantenimientoDocument6 pagesPlan de MantenimientoOrlando Carrillo AcostaPas encore d'évaluation
- Cuestionario Ejercitario 1er ParcialDocument6 pagesCuestionario Ejercitario 1er ParcialSingel JimenezPas encore d'évaluation
- Resultado de Aprendizaje 2Document3 pagesResultado de Aprendizaje 2José Andrés Mora ChavesPas encore d'évaluation
- Mantenimiento Autonomo Taller de MecanicaDocument7 pagesMantenimiento Autonomo Taller de MecanicajoaoPas encore d'évaluation
- Mtto Fresadora Milko-35rDocument25 pagesMtto Fresadora Milko-35rJose LB100% (1)
- Laboratorio 5 - Mantenimiento AutonomoDocument16 pagesLaboratorio 5 - Mantenimiento AutonomoJose Eduardo ZeballosPas encore d'évaluation
- Tipos de MantenimientoDocument34 pagesTipos de MantenimientoGaby Alexandra Bautista ReinosoPas encore d'évaluation
- Mantenimiento de Primer NivelDocument4 pagesMantenimiento de Primer Niveljamesgalvez007Pas encore d'évaluation
- Actividad Entregable de Inspeccion y Reporte Técnico. - 014023Document12 pagesActividad Entregable de Inspeccion y Reporte Técnico. - 014023Jhan DRPas encore d'évaluation
- 2do Avance de GERENCIA DE MANTENIMIENTODocument7 pages2do Avance de GERENCIA DE MANTENIMIENTOLuis FerminPas encore d'évaluation
- 2du4e4 PDFDocument17 pages2du4e4 PDFJulio CesarPas encore d'évaluation
- Plan de Mantenimiento Embobinadora de Contac ELSNERDocument9 pagesPlan de Mantenimiento Embobinadora de Contac ELSNERwincu roPas encore d'évaluation
- Manual de MantenimientoDocument11 pagesManual de MantenimientoGinna Lorena TorresPas encore d'évaluation
- Estudio de Casos MPTDocument10 pagesEstudio de Casos MPTCarlos RomeroPas encore d'évaluation
- Implementación de Un Plan de Mantenimiento Autónomo en Un Taller Mecánico IndustrialDocument8 pagesImplementación de Un Plan de Mantenimiento Autónomo en Un Taller Mecánico IndustrialjohnPas encore d'évaluation
- Articulo 2 Estrategias de Un Motor ElécDocument3 pagesArticulo 2 Estrategias de Un Motor Elécitzel roldanPas encore d'évaluation
- tr2 Mantenimiento MecanicoDocument13 pagestr2 Mantenimiento Mecanicoalexis javier cisneros tapiaPas encore d'évaluation
- Etapas Del Mantenimiento AutónomoDocument15 pagesEtapas Del Mantenimiento AutónomoElías Jiménez ArguedasPas encore d'évaluation
- Montacargas 4Document3 pagesMontacargas 4RUBEN BARBOSA VALDERRAMAPas encore d'évaluation
- Examen Final Revisado Manitou 1033Document27 pagesExamen Final Revisado Manitou 1033Mario Del PinoPas encore d'évaluation
- Tema 1 MantenimientoDocument32 pagesTema 1 MantenimientoKelly RamonPas encore d'évaluation
- Prosedimiento Cambio Filtros de MotorDocument11 pagesProsedimiento Cambio Filtros de MotoralefleavPas encore d'évaluation
- SENA - Mantenimiento y Proceso de DesmontajeDocument13 pagesSENA - Mantenimiento y Proceso de Desmontajeluis galvezPas encore d'évaluation
- Pala HidraulicaDocument68 pagesPala HidraulicaNelson Rodriguez0% (1)
- TR2 Erick Letelyer SaboyaDocument5 pagesTR2 Erick Letelyer SaboyaJser Misael CsarPas encore d'évaluation
- Proyecto de Un Taller de MantenimientoDocument7 pagesProyecto de Un Taller de MantenimientoPaul ACPas encore d'évaluation
- TP9 Omce Sasha SuarezDocument8 pagesTP9 Omce Sasha SuarezMaite SuarezPas encore d'évaluation
- Plan de Mantenimiento de La Empresa TextilDocument14 pagesPlan de Mantenimiento de La Empresa TextilSaul Salinas67% (6)
- 1.1 Importancia Del MantenimientoDocument3 pages1.1 Importancia Del MantenimientoAlexa AguilarPas encore d'évaluation
- Modulo-1 - T5amc-2020-PrimDocument40 pagesModulo-1 - T5amc-2020-PrimRivaldo LuisPas encore d'évaluation
- Practica 8 Mantenimiento-1Document22 pagesPractica 8 Mantenimiento-1AbrahamPas encore d'évaluation
- Mantenimiento PreventivoDocument24 pagesMantenimiento PreventivoCristian MayaPas encore d'évaluation
- 1-Desmontaje-De-Elementos-De-Maquinas 1 PDFDocument72 pages1-Desmontaje-De-Elementos-De-Maquinas 1 PDFMaikol AlexanderPas encore d'évaluation
- Ajustes MciDocument108 pagesAjustes MciCamiloAllccaLuquePas encore d'évaluation
- Mantenimiento PreventivoDocument10 pagesMantenimiento PreventivoJhosseline Ticona C.Pas encore d'évaluation
- UF1255 - Planificación y desarrollo de carrozados y reformas de importanciaD'EverandUF1255 - Planificación y desarrollo de carrozados y reformas de importanciaPas encore d'évaluation
- UF0163 - Mantenimiento básico de instalacionesD'EverandUF0163 - Mantenimiento básico de instalacionesPas encore d'évaluation
- UF1444 - Organización de las intervenciones necesarias para el mantenimiento de las instalaciones eléctricas en el entorno de edificiosD'EverandUF1444 - Organización de las intervenciones necesarias para el mantenimiento de las instalaciones eléctricas en el entorno de edificiosPas encore d'évaluation
- UF2244 - Mantenimiento correctivo de electrodomésticos de gama industrialD'EverandUF2244 - Mantenimiento correctivo de electrodomésticos de gama industrialÉvaluation : 1 sur 5 étoiles1/5 (1)
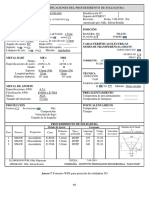
- WPS 5GDocument1 pageWPS 5GDaniloLapoPas encore d'évaluation
- Certificado VinculacionDocument3 pagesCertificado VinculacionDaniloLapoPas encore d'évaluation
- Informe VinculacionDocument9 pagesInforme VinculacionDaniloLapoPas encore d'évaluation
- Informe Celdas VoltaicasDocument5 pagesInforme Celdas VoltaicasDaniloLapo50% (2)
- Balon SestoDocument18 pagesBalon SestoDaniloLapoPas encore d'évaluation
- Ensayos de Dureza Diapositivas MiltonDocument17 pagesEnsayos de Dureza Diapositivas MiltonDaniloLapoPas encore d'évaluation
- Codigos de Colores de Las BolsasDocument5 pagesCodigos de Colores de Las BolsasOscar Fernando Clavijo GarciaPas encore d'évaluation
- PROTOCOLOSDocument13 pagesPROTOCOLOSCristhians Mosqueira Sullcahuaman100% (1)
- Limpiador Removedor PVC Ficha de SeguridadDocument1 pageLimpiador Removedor PVC Ficha de SeguridadBella KarolaPas encore d'évaluation
- Turbocompresores SOLAR PDFDocument351 pagesTurbocompresores SOLAR PDFJose Luis Rodriguez López100% (1)
- Clase 4Document32 pagesClase 4elizabeth compay correaPas encore d'évaluation
- LifeCycleEcocanvas V3 A1 ESPDocument1 pageLifeCycleEcocanvas V3 A1 ESPMatManningPas encore d'évaluation
- 10.01.07. Ventanas Aluminio V1 - V2Document3 pages10.01.07. Ventanas Aluminio V1 - V2Katherine BarriosPas encore d'évaluation
- LIVE LMR05FER (P1) - Formato de Entrega Del Reto - Nombre Del ParticipanteDocument6 pagesLIVE LMR05FER (P1) - Formato de Entrega Del Reto - Nombre Del ParticipanteUby kyouyamaPas encore d'évaluation
- Me 70Document3 pagesMe 70luisPas encore d'évaluation
- Lab 4 BioquimicaDocument8 pagesLab 4 BioquimicaJoseph SalinasPas encore d'évaluation
- Analisis Del Proceso Combustion Mezclas Petroleo DieselDocument31 pagesAnalisis Del Proceso Combustion Mezclas Petroleo DieselDaniel BonifacioPas encore d'évaluation
- Abreviaturas y AcronimosDocument3 pagesAbreviaturas y AcronimosEsneyder Torres UlloaPas encore d'évaluation
- Diseño Del Reductor de VelocidadesDocument62 pagesDiseño Del Reductor de VelocidadesFrancisco David Rodríguez100% (1)
- Mobilgear SHC XMPDocument2 pagesMobilgear SHC XMPEnzo PalmieriPas encore d'évaluation
- GL XX Mobilgrease XTC PDFDocument3 pagesGL XX Mobilgrease XTC PDFDiego RuedaPas encore d'évaluation
- Taller - de - Quimica - No. - 5 - 2020 Con RespuestasDocument2 pagesTaller - de - Quimica - No. - 5 - 2020 Con RespuestasJosué PérezPas encore d'évaluation
- Carbonato de SodioDocument3 pagesCarbonato de SodioJorge FyhyhPas encore d'évaluation
- Tipos de Acabados de Albañileria BDocument16 pagesTipos de Acabados de Albañileria BGary Gariberto HinojosaPas encore d'évaluation
- Materiales de Laboratorio 2Document6 pagesMateriales de Laboratorio 2Karen Mercado RomeroPas encore d'évaluation
- Reint Inserv - 2013Document38 pagesReint Inserv - 2013edwin enrique buchely morenoPas encore d'évaluation
- Mecanismos Ejemplo Memoria TecnicaDocument27 pagesMecanismos Ejemplo Memoria TecnicacarlosPas encore d'évaluation
- Tratamiento de Agua y CasoDocument65 pagesTratamiento de Agua y CasojorgePas encore d'évaluation
- Ensayo Sobre Manejo, Transporte y Almacenamiento de Sustancias QuimicasDocument5 pagesEnsayo Sobre Manejo, Transporte y Almacenamiento de Sustancias QuimicasFrancisco de Jesus Rodríguez RoblesPas encore d'évaluation
- Aceite Mobil Super 20w50Document9 pagesAceite Mobil Super 20w50luis0% (1)
- Metodos de Ensayos para Evaluacion de La RAADocument9 pagesMetodos de Ensayos para Evaluacion de La RAApaoduran22Pas encore d'évaluation
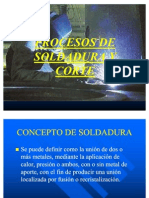
- Procesos de Soldadura y CorteDocument169 pagesProcesos de Soldadura y Cortejpenare75% (4)
- HS Limpiador DielectricoDocument4 pagesHS Limpiador DielectricobrandonPas encore d'évaluation
- Correct Instalation Kiln BricksDocument40 pagesCorrect Instalation Kiln BricksWilmarPas encore d'évaluation
- Informe #004 AdicionalDocument8 pagesInforme #004 AdicionalDeivi SuasnbrPas encore d'évaluation
- Textura Orgánica Base Solvente ExteriorDocument4 pagesTextura Orgánica Base Solvente ExteriorNicolás MolinaPas encore d'évaluation