Vous aimerez peut-être aussi
- Ultrasonidos: Nivel IID'EverandUltrasonidos: Nivel IIÉvaluation : 5 sur 5 étoiles5/5 (1)
- Et - Servicio de Ado de ChumacerasDocument5 pagesEt - Servicio de Ado de Chumacerasmiguelrosasxx100% (1)
- A106 Piping Esp.Document13 pagesA106 Piping Esp.Kevin GonzalesPas encore d'évaluation
- NMX B 182 1987Document12 pagesNMX B 182 1987DTA333Pas encore d'évaluation
- Ejes de TransmisionDocument12 pagesEjes de TransmisionHenryPadillaPas encore d'évaluation
- Esparragos Astm A193Document4 pagesEsparragos Astm A193Omix MorenoPas encore d'évaluation
- Selección de Acoplamiento VulkanDocument1 pageSelección de Acoplamiento VulkanAlex Xavier Malasquez LeónPas encore d'évaluation
- WPS Soldadura Tuberia INOXIDABLE 1, 2 y 3Document2 pagesWPS Soldadura Tuberia INOXIDABLE 1, 2 y 3لوبيز إديسونPas encore d'évaluation
- Especificaciones Acero AISI 4140Document1 pageEspecificaciones Acero AISI 4140reynviu0% (1)
- Astm A536Document3 pagesAstm A536Pedro MendozaPas encore d'évaluation
- Nomenclatura y Clasificación AWS de Los Aportes de SoldaduraDocument23 pagesNomenclatura y Clasificación AWS de Los Aportes de SoldaduraFrank AlcalaPas encore d'évaluation
- Videoclase N°5 - Tratamiento Térmico de Alivio de Tensiones (PWHT) PDFDocument18 pagesVideoclase N°5 - Tratamiento Térmico de Alivio de Tensiones (PWHT) PDFRicardo De Simone100% (1)
- Precalentamiento AWS D.1. 1. INDURA PDFDocument31 pagesPrecalentamiento AWS D.1. 1. INDURA PDFFrancoAcevedoPascualPas encore d'évaluation
- Soldadura Acanalada o de InserciónDocument5 pagesSoldadura Acanalada o de InserciónFernando Rosales OleaPas encore d'évaluation
- SSHS8187 01 FESAA Monoblock CarpetaDocument5 pagesSSHS8187 01 FESAA Monoblock CarpetaFredy ReyesPas encore d'évaluation
- Asme b309-2006. - Eslingas.Document24 pagesAsme b309-2006. - Eslingas.Burgosg ValeryPas encore d'évaluation
- Especif Aisc 360Document18 pagesEspecif Aisc 360blenaz190% (1)
- Engranes Cónicos y Tornillos SinfínDocument34 pagesEngranes Cónicos y Tornillos SinfínAndresinho SievchenkoPas encore d'évaluation
- Especificaciones de RoscasDocument64 pagesEspecificaciones de Roscaszepol20000% (1)
- Diseno de BridasDocument28 pagesDiseno de BridasAndrés Lizcano88% (8)
- Iram-Ias U 500-0601 - Na 1987Document33 pagesIram-Ias U 500-0601 - Na 1987Juan Cruz Tauterys100% (1)
- Data Sheet 2008es Strenx 700 MC 2017-04-20Document2 pagesData Sheet 2008es Strenx 700 MC 2017-04-20Gustavo Remuzgo Panduro100% (1)
- Calculo y Diseño de Correas de PotenciaDocument34 pagesCalculo y Diseño de Correas de PotenciaCORONADOAGPas encore d'évaluation
- Clasificación de BridasDocument7 pagesClasificación de BridasAlbertoBrionesParraPas encore d'évaluation
- Soldar 4340Document21 pagesSoldar 4340Alexis Salazar100% (1)
- Proceso de Soldadura y Soldadores Según La Norma AWS-D1.1.Document6 pagesProceso de Soldadura y Soldadores Según La Norma AWS-D1.1.anabelguadalupePas encore d'évaluation
- Electrodos LincolnDocument6 pagesElectrodos LincolnAndres Rios ChavezPas encore d'évaluation
- Diseño Mecanico de Cambiadores de Calor de Tubos y Coraza-1Document75 pagesDiseño Mecanico de Cambiadores de Calor de Tubos y Coraza-1Ale Damián100% (1)
- Sustentacion de Aceros Aisi 410Document29 pagesSustentacion de Aceros Aisi 410Peter CabreraPas encore d'évaluation
- Índice de Estándares y Hojas de Información de AGMA Por TemaDocument4 pagesÍndice de Estándares y Hojas de Información de AGMA Por Temaporfirio ruiz100% (1)
- Acero SAE 4140Document1 pageAcero SAE 4140NicoleAlexandraPas encore d'évaluation
- Juntas de RetenciónDocument8 pagesJuntas de RetenciónAndres Hincapie50% (2)
- Proceso de Soldadura - SawDocument8 pagesProceso de Soldadura - SawMiguel Canahuire MamaniPas encore d'évaluation
- Historia de Soldadura PDFDocument10 pagesHistoria de Soldadura PDFSaints Quiñones Parimango0% (1)
- Tarea 1 PDFDocument1 pageTarea 1 PDFandresPas encore d'évaluation
- Carbono EquivalenteDocument3 pagesCarbono EquivalentePaulPas encore d'évaluation
- Electrodos para SoldaduraDocument1 pageElectrodos para Soldaduraalibuchy100% (1)
- Fisuracion en CalienteDocument31 pagesFisuracion en CalienteLuis Espinoza SanchezPas encore d'évaluation
- Tesis de Fundicion de BabbitDocument138 pagesTesis de Fundicion de Babbitjorbusperez2236880100% (2)
- Clasificacion de Electrodos Segun AWS (Codigo Asme Seccion 2)Document57 pagesClasificacion de Electrodos Segun AWS (Codigo Asme Seccion 2)Geisman David Cardona Cañon50% (2)
- Din 125-BDocument18 pagesDin 125-Bchris vilguzPas encore d'évaluation
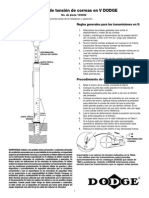
- Probador de Tension de Correas en VDocument2 pagesProbador de Tension de Correas en Vlnavajim0% (1)
- Recubrimientos ProtectoresDocument8 pagesRecubrimientos ProtectoresYupanqui RicardoPas encore d'évaluation
- Diferencia Entre ASTM A53 B y ASTM A106 BDocument4 pagesDiferencia Entre ASTM A53 B y ASTM A106 BJuan Armando Ruiz MayorgaPas encore d'évaluation
- Cómo Manejar Las Tablas de TorquesDocument3 pagesCómo Manejar Las Tablas de TorquesOmar RuizPas encore d'évaluation
- Representación de RoscasDocument14 pagesRepresentación de RoscasMarcos Calderon FloresPas encore d'évaluation
- Normas ASW de SoldadurasDocument5 pagesNormas ASW de SoldadurasOscar Saldaña100% (1)
- BridasDocument22 pagesBridasleumascossioPas encore d'évaluation
- 32 COMEC Espin - SoldadurasDocument10 pages32 COMEC Espin - SoldadurasGerardo RomeroPas encore d'évaluation
- Aplicación Del Metodo FEM Problemas de Fisica IIDocument15 pagesAplicación Del Metodo FEM Problemas de Fisica IISandra Gabriela Aguirre TorresPas encore d'évaluation
- Cabron PDFDocument9 pagesCabron PDFRafael Calle Napoleon LuisPas encore d'évaluation
- Concreto Pretensado y Postensado PDFDocument155 pagesConcreto Pretensado y Postensado PDFJose Alberto Cabrera100% (1)
- Ejercicios de Transferencia de CalorDocument6 pagesEjercicios de Transferencia de CalorMarko's Brazon'Pas encore d'évaluation
- Lab#3Document6 pagesLab#3KimDaphPas encore d'évaluation
- Informe de Actividades PDFDocument8 pagesInforme de Actividades PDFYair EncisoPas encore d'évaluation
- Metodología para El Cálculo de Pérdidas de Calor en Accesorios de La Red de Vaporductos Del Campo Geotérmico de Cerro Prieto, BCDocument12 pagesMetodología para El Cálculo de Pérdidas de Calor en Accesorios de La Red de Vaporductos Del Campo Geotérmico de Cerro Prieto, BCshisuerespaldoPas encore d'évaluation
- Fatiga Acero 4340Document9 pagesFatiga Acero 4340PatricioVacaPas encore d'évaluation
- Longitud Apropiada de AletasDocument10 pagesLongitud Apropiada de AletasAngel Gamarra MirandaPas encore d'évaluation
- Producto Acreditable DiseñoDocument11 pagesProducto Acreditable DiseñoEdgard Medina GuevaraPas encore d'évaluation
- Anexo 8 Simulacion Del Comportamiento Termico ANSYSDocument43 pagesAnexo 8 Simulacion Del Comportamiento Termico ANSYSDaniel Martínez QuinteroPas encore d'évaluation
- 60 Hablemos de Soldadura Año 2Document2 pages60 Hablemos de Soldadura Año 2abraham.rodriguez.cwi246Pas encore d'évaluation
- 3M Soldadura Mascara PDFDocument72 pages3M Soldadura Mascara PDFabraham.rodriguez.cwi246Pas encore d'évaluation
- 66 Hablemos de Soldadura Año 2Document1 page66 Hablemos de Soldadura Año 2abraham.rodriguez.cwi246Pas encore d'évaluation
- 3M Soldadura Mascara PDFDocument72 pages3M Soldadura Mascara PDFabraham.rodriguez.cwi246Pas encore d'évaluation
- Aclaraciones de Paso PeregrinoDocument2 pagesAclaraciones de Paso Peregrinomvancoli75% (4)
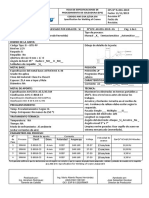
- 1 Hoja de Especificaciones de Procedimiento de Soldadura CONSOLMECDocument1 page1 Hoja de Especificaciones de Procedimiento de Soldadura CONSOLMECabraham.rodriguez.cwi246100% (1)
- Analisis Del Proceso de Soldadura GTAW PDFDocument13 pagesAnalisis Del Proceso de Soldadura GTAW PDFabraham.rodriguez.cwi246Pas encore d'évaluation
- Curso para Certificacion de Inspectores de Soldadura PDFDocument753 pagesCurso para Certificacion de Inspectores de Soldadura PDFabraham.rodriguez.cwi246100% (4)
- 45 Hablemos de SoldaduraDocument1 page45 Hablemos de Soldaduraabraham.rodriguez.cwi246Pas encore d'évaluation
- 32 Hablemos de SoldaduraDocument3 pages32 Hablemos de Soldaduraabraham.rodriguez.cwi246Pas encore d'évaluation
- 1 Cómo Leer Un Tubo para Uso PetroleroDocument14 pages1 Cómo Leer Un Tubo para Uso Petroleroabraham.rodriguez.cwi246Pas encore d'évaluation
- 1 Hoja de Especificaciones de Procedimiento de Soldadura CONSOLMECDocument1 page1 Hoja de Especificaciones de Procedimiento de Soldadura CONSOLMECabraham.rodriguez.cwi246100% (1)
- 4 Hablemos de SoldaduraDocument2 pages4 Hablemos de Soldaduraabraham.rodriguez.cwi246Pas encore d'évaluation
- 27B Hablemos de SoldaduraDocument1 page27B Hablemos de Soldaduraabraham.rodriguez.cwi246Pas encore d'évaluation
- 21 Hablemos de SoldaduraDocument3 pages21 Hablemos de Soldaduraabraham.rodriguez.cwi246Pas encore d'évaluation
- 22 Hablemos de SoldaduraDocument3 pages22 Hablemos de Soldaduraabraham.rodriguez.cwi246Pas encore d'évaluation
- 27a Hablemos de SoldaduraDocument3 pages27a Hablemos de Soldaduraabraham.rodriguez.cwi246Pas encore d'évaluation
- 4 Hablemos de SoldaduraDocument2 pages4 Hablemos de Soldaduraabraham.rodriguez.cwi246Pas encore d'évaluation
- 42 Hablemos de SoldaduraDocument1 page42 Hablemos de Soldaduraabraham.rodriguez.cwi246Pas encore d'évaluation
- 24 Hablemos de SoldaduraDocument3 pages24 Hablemos de Soldaduraabraham.rodriguez.cwi246Pas encore d'évaluation
- Citodur 600Document1 pageCitodur 600abraham.rodriguez.cwi246Pas encore d'évaluation
- Hablemos de Soldadura. AceroDocument2 pagesHablemos de Soldadura. Aceroabraham.rodriguez.cwi246Pas encore d'évaluation
- 19 Hablemos de SoldaduraDocument2 pages19 Hablemos de Soldaduraabraham.rodriguez.cwi246Pas encore d'évaluation
- 32 Hablemos de SoldaduraDocument3 pages32 Hablemos de Soldaduraabraham.rodriguez.cwi246Pas encore d'évaluation
- 27c Hablemos de Soldadura GmawDocument1 page27c Hablemos de Soldadura Gmawabraham.rodriguez.cwi246Pas encore d'évaluation
- 34 Hablemos de SoldaduraDocument2 pages34 Hablemos de Soldaduraabraham.rodriguez.cwi246Pas encore d'évaluation
- 27B Hablemos de SoldaduraDocument1 page27B Hablemos de Soldaduraabraham.rodriguez.cwi246Pas encore d'évaluation
- 27a Hablemos de SoldaduraDocument3 pages27a Hablemos de Soldaduraabraham.rodriguez.cwi246Pas encore d'évaluation
- Aws d1.5 PDFDocument42 pagesAws d1.5 PDFFernandoBravoPas encore d'évaluation
- Alicia Oliver RamirezDocument386 pagesAlicia Oliver RamirezcaprionPas encore d'évaluation
- 14 Pérdida de CirculaciónDocument53 pages14 Pérdida de CirculaciónsergioPas encore d'évaluation
- SENSORESDocument25 pagesSENSORESJuan Ramón ResendizPas encore d'évaluation
- Calculo Pavimento Losa Concreto (Rigido) 2Document40 pagesCalculo Pavimento Losa Concreto (Rigido) 2juan franklin barranzuela casalesPas encore d'évaluation
- Yakov Perelman - Física Recreativa IIDocument228 pagesYakov Perelman - Física Recreativa IICatalina CuelloPas encore d'évaluation
- Serie Lab - SQSyC - BYSV11Document5 pagesSerie Lab - SQSyC - BYSV11Yair SerranoPas encore d'évaluation
- Zuncho-15 (SP) 2Document36 pagesZuncho-15 (SP) 2Deanie MonterreyPas encore d'évaluation
- informe-PRACTICA 6 MOVIMIENTO PARABOLICODocument12 pagesinforme-PRACTICA 6 MOVIMIENTO PARABOLICORobinson ChanoPas encore d'évaluation
- Caf1+-+taller ParcialDocument3 pagesCaf1+-+taller ParcialTommy Honter Vilca CamposPas encore d'évaluation
- Equilibrio Liquido VaporDocument20 pagesEquilibrio Liquido VaporSofita Carolina DuraznoPas encore d'évaluation
- T Sem 05 Ses 05 MicroTaller 02 FQ-1Document2 pagesT Sem 05 Ses 05 MicroTaller 02 FQ-1JorgePas encore d'évaluation
- Módulo Iv - Estabilidad de Sistemas de PotenciaDocument35 pagesMódulo Iv - Estabilidad de Sistemas de PotenciaLuis RVPas encore d'évaluation
- Efecto InvernaderoDocument10 pagesEfecto InvernaderoCarli155Pas encore d'évaluation
- ProblemasDocument5 pagesProblemasEdgar C MedinaPas encore d'évaluation
- Trabajo de Resistencia. Teoria Del Buque II. UnidadIII GRUPO 1.Document17 pagesTrabajo de Resistencia. Teoria Del Buque II. UnidadIII GRUPO 1.bryanPas encore d'évaluation
- Problemas Temas1y2 FluidosDocument6 pagesProblemas Temas1y2 FluidosAngeles50% (2)
- estudioCorrosionGalvanica PDFDocument21 pagesestudioCorrosionGalvanica PDFIngmar José Bellott AlandiaPas encore d'évaluation
- CD 2012Document296 pagesCD 2012schutzemannPas encore d'évaluation
- Memoria Calculo Soporte ArticuladoDocument12 pagesMemoria Calculo Soporte ArticuladoJosef Enrique Espinoza SotoPas encore d'évaluation
- GUÍA DBA 3 Cómo Puedo Hervir Un Líquido Sin CalentarloDocument11 pagesGUÍA DBA 3 Cómo Puedo Hervir Un Líquido Sin CalentarloSandra PachecoPas encore d'évaluation
- Farmacología MagnatDocument21 pagesFarmacología MagnatPaulina AriasPas encore d'évaluation
- Termodinámica de SolucionesDocument109 pagesTermodinámica de SolucionesJosé santana100% (1)
- QuizDocument8 pagesQuizjosePas encore d'évaluation
- Ramas de La QuímicaDocument5 pagesRamas de La QuímicaMaria Dominga Caal cucPas encore d'évaluation
- Escribir Las Ecuaciones de Momento Flector y Fuerza Cortante de La Viga y Trazar Los Diagramas CorrespondientesDocument6 pagesEscribir Las Ecuaciones de Momento Flector y Fuerza Cortante de La Viga y Trazar Los Diagramas CorrespondientesLeonardoDanielVergaraRodriguezPas encore d'évaluation
- Fisuras en Caliente - Pt.esDocument5 pagesFisuras en Caliente - Pt.esAndres Rodrigo Crespo CocaPas encore d'évaluation
- El Equivalente Eléctrico Del Calor - Denis Guerra Castillo - AcademiaDocument3 pagesEl Equivalente Eléctrico Del Calor - Denis Guerra Castillo - AcademiaAndrea Rodriguez GallegosPas encore d'évaluation
- Duracion de Las Herramientas de CorteDocument18 pagesDuracion de Las Herramientas de CorteFelipe EscobarPas encore d'évaluation
- Ejemplo FUGDocument4 pagesEjemplo FUGcarlosPas encore d'évaluation
- Act 1 - U2 - Energías AlternativasDocument54 pagesAct 1 - U2 - Energías AlternativasIvan GPas encore d'évaluation
- Repaso 26 30 31Document17 pagesRepaso 26 30 31Sebastian Romero100% (1)