Vous aimerez peut-être aussi
- Strength Calculation For PlatformDocument2 pagesStrength Calculation For PlatformRaghPas encore d'évaluation
- Specs For Aluminum Geodesic Batten Domes 2012Document5 pagesSpecs For Aluminum Geodesic Batten Domes 2012RaghPas encore d'évaluation
- Heinkel Flyer Classifying Centrifuge v630 BK TiocentDocument2 pagesHeinkel Flyer Classifying Centrifuge v630 BK TiocentRaghPas encore d'évaluation
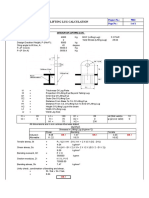
- Lifting Lug - Skid - 2018.07.16Document4 pagesLifting Lug - Skid - 2018.07.16RaghPas encore d'évaluation
- Hi-T Pigalert IOM ManualDocument14 pagesHi-T Pigalert IOM ManualRaghPas encore d'évaluation
- Hi-T Pigalert LiteratureDocument2 pagesHi-T Pigalert LiteratureRaghPas encore d'évaluation
- Centrifugal Pumps - Part 1Document156 pagesCentrifugal Pumps - Part 1Ragh100% (2)
- Two-Way Slab DesignDocument4 pagesTwo-Way Slab DesignRaghPas encore d'évaluation
- SlabDocument25 pagesSlabRaghPas encore d'évaluation
- G-Slab 2way SiemensDocument20 pagesG-Slab 2way SiemensRaghPas encore d'évaluation
- Nozzle & FlangeDocument14 pagesNozzle & FlangeRaghPas encore d'évaluation
- Pipeline Lowering CalculationDocument5 pagesPipeline Lowering CalculationRagh88% (16)
- Oil & Gas HandbookDocument170 pagesOil & Gas HandbookRagh100% (10)
- Kpgi Process Presentation: Introduction To Oil and Gas With Special Mention of 9 Well Platform ProjectDocument21 pagesKpgi Process Presentation: Introduction To Oil and Gas With Special Mention of 9 Well Platform ProjectRaghPas encore d'évaluation
- Typical Systems Depiction For PIDsDocument38 pagesTypical Systems Depiction For PIDsRaghPas encore d'évaluation
- Piping PhilosophyDocument15 pagesPiping PhilosophyRagh100% (1)
- Types of Flow Measurements AND Their ApplicationsDocument44 pagesTypes of Flow Measurements AND Their ApplicationsRaghPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Membrane TypeDocument46 pagesMembrane TypeDeniPas encore d'évaluation
- AD II Unit I & II 2 Marks Q&ADocument6 pagesAD II Unit I & II 2 Marks Q&AthandialPas encore d'évaluation
- Air Products - Air Separation Plants PosterDocument1 pageAir Products - Air Separation Plants PosterVictor PomboPas encore d'évaluation
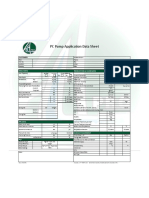
- PRO PCP Data SheetDocument1 pagePRO PCP Data SheetJude RodriguesPas encore d'évaluation
- ENT-1253 Engineering Properties of MatterDocument24 pagesENT-1253 Engineering Properties of MatterAchintha NayanajithPas encore d'évaluation
- API MPMS List PDFDocument5 pagesAPI MPMS List PDFhtutswePas encore d'évaluation
- Gas CalculationsDocument3 pagesGas CalculationsaizatPas encore d'évaluation
- Ethylene Recovery Through Dephlegmator TechnologyDocument9 pagesEthylene Recovery Through Dephlegmator TechnologyMohamed Abushrida100% (1)
- Densities Liquid-Acetone-Water Solutions Up To Their Normal Boiling PointsDocument4 pagesDensities Liquid-Acetone-Water Solutions Up To Their Normal Boiling PointsEric RodriguezPas encore d'évaluation
- Fluid Mechanics - BuoyancyDocument6 pagesFluid Mechanics - BuoyancyAbduljalil AlabidiPas encore d'évaluation
- Student Handout - Advanced Gas Tanker Training PDFDocument136 pagesStudent Handout - Advanced Gas Tanker Training PDFPrassanna Venkatesh100% (2)
- Experiment 6 (Formal Report)Document9 pagesExperiment 6 (Formal Report)Thea IbarraPas encore d'évaluation
- Advance Semiconductor DevicesDocument1 pageAdvance Semiconductor DevicesMuhammad Atiq Ur Rehman 22-FET/PHDEE/S19Pas encore d'évaluation
- GasDocument26 pagesGasJoshua PhillippsPas encore d'évaluation
- HWK 5Document1 pageHWK 5Kelly SmithPas encore d'évaluation
- Presentation of Internship ProjectDocument34 pagesPresentation of Internship ProjectReinaldo Ongky Billy AnandoPas encore d'évaluation
- Leonid SurguchevDocument12 pagesLeonid SurguchevkglorstadPas encore d'évaluation
- Advanced Solid State Physics by Philip Phillips PPDocument2 pagesAdvanced Solid State Physics by Philip Phillips PPSubhadip PalPas encore d'évaluation
- FORMATEMANUAL A5 Crystallization TemperatureDocument20 pagesFORMATEMANUAL A5 Crystallization TemperaturejcPas encore d'évaluation
- Chemistry s4 Notes - Unit 3Document9 pagesChemistry s4 Notes - Unit 3UDAHEMUKA DenisePas encore d'évaluation
- Etd4264 PDFDocument163 pagesEtd4264 PDFrahma rahmaPas encore d'évaluation
- Experiment 2 - ColloidsDocument15 pagesExperiment 2 - ColloidsRodelyn CantorPas encore d'évaluation
- AHRI Standard 700 2017Document29 pagesAHRI Standard 700 2017enricoPas encore d'évaluation
- Calculation StandardDocument3 pagesCalculation Standardxjaf01Pas encore d'évaluation
- Propelyne ChartDocument2 pagesPropelyne ChartKurt BuehringPas encore d'évaluation
- CHEM1 Q2 M2-Lewis-StructuresDocument32 pagesCHEM1 Q2 M2-Lewis-StructuresMark TerradoPas encore d'évaluation
- Oerlikon Rogers LEAKDocument19 pagesOerlikon Rogers LEAKLorena Jimenez100% (1)
- Erosion Velocity CalculationsDocument9 pagesErosion Velocity CalculationsMANISH GUPTAPas encore d'évaluation
- RAC (7th&8th) Dec2016 PDFDocument3 pagesRAC (7th&8th) Dec2016 PDFMuDas IrPas encore d'évaluation
- Q2M3Document22 pagesQ2M3Sophia Jhayne AquinoPas encore d'évaluation