Vous aimerez peut-être aussi
- Vintage Power Tool Plans 1950sDocument180 pagesVintage Power Tool Plans 1950sPierre799es100% (5)
- Home Built Arc WelderDocument90 pagesHome Built Arc Weldermadcedar100% (2)
- A Do-It-Yourself Manual Tire ChangerDocument4 pagesA Do-It-Yourself Manual Tire ChangerHamzaNouman50% (2)
- Casted Lathe PDFDocument27 pagesCasted Lathe PDFFIREREALM66100% (2)
- In Take PortingDocument6 pagesIn Take PortingSutikno100% (1)
- Mill Keyways On LatheDocument1 pageMill Keyways On LatheJim100% (3)
- Lewis MillDocument9 pagesLewis MillCelso Ari Schlichting100% (2)
- Work, An Illustrated Magazine...Document16 pagesWork, An Illustrated Magazine...Ricardo Luis Martin Sant'AnnaPas encore d'évaluation
- Lathe Milling Attach PlansDocument7 pagesLathe Milling Attach Plansdodgydonkey100% (1)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Homebuilt Wood CarDocument26 pagesHomebuilt Wood Carsjdarkman1930100% (3)
- Measuring and Marking Metals for Home Machinists: Accurate Techniques for the Small ShopD'EverandMeasuring and Marking Metals for Home Machinists: Accurate Techniques for the Small ShopÉvaluation : 4 sur 5 étoiles4/5 (1)
- Mini Tube BenderDocument4 pagesMini Tube BenderMartin OngPas encore d'évaluation
- Bench MillDocument2 pagesBench MillEdward Elric2Pas encore d'évaluation
- F5a51 PDFDocument86 pagesF5a51 PDFmilton piva100% (3)
- Auto Spring CrossbowDocument4 pagesAuto Spring CrossbowFacundo Gomez100% (1)
- Web QCGBDocument19 pagesWeb QCGBpramponiPas encore d'évaluation
- How To Build A Fuel LineDocument15 pagesHow To Build A Fuel LineMech EngrPas encore d'évaluation
- NX 9 for Beginners - Part 5 (Sheet Metal Design)D'EverandNX 9 for Beginners - Part 5 (Sheet Metal Design)Évaluation : 5 sur 5 étoiles5/5 (1)
- How to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideD'EverandHow to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuidePas encore d'évaluation
- Metal Furnace Plans & InfoDocument12 pagesMetal Furnace Plans & InfowillchamPas encore d'évaluation
- Stuctural Analysis of TwoDocument16 pagesStuctural Analysis of TwoGalahan SoloPas encore d'évaluation
- Patrol Box PlansDocument10 pagesPatrol Box PlansAlessandro UrendaPas encore d'évaluation
- Infinite Energy Magazine On Cold Fusion by Dr. Eugene MalloveDocument5 pagesInfinite Energy Magazine On Cold Fusion by Dr. Eugene MalloveWilliam CotePas encore d'évaluation
- 3 in Shaper PDFDocument5 pages3 in Shaper PDFRob NairPas encore d'évaluation
- Lathe Cross-Sli Olders.: " DuplexDocument3 pagesLathe Cross-Sli Olders.: " Duplexjohnboy183100% (1)
- The Evolution of Modern Band Saw Mills for Sawing LogsD'EverandThe Evolution of Modern Band Saw Mills for Sawing LogsPas encore d'évaluation
- Bandmill PlanDocument14 pagesBandmill Planpaulh1965100% (1)
- Belt SanderDocument2 pagesBelt SanderFrenchwolf420Pas encore d'évaluation
- Power Rasp, Build Your OwnDocument6 pagesPower Rasp, Build Your OwnJim100% (1)
- Struck Dozers - CubCadetManDocument4 pagesStruck Dozers - CubCadetManNaveen BansalPas encore d'évaluation
- A Modified Vince Gingery PlasticDocument13 pagesA Modified Vince Gingery PlasticgeppaPas encore d'évaluation
- AK Builder Rivet Tool InstructionsDocument4 pagesAK Builder Rivet Tool InstructionsDale WadePas encore d'évaluation
- MAN TGA FFR Component List PDFDocument5 pagesMAN TGA FFR Component List PDFAlexander GryshcheniukPas encore d'évaluation
- DIY Guide Rails Plans VSC ToolsDocument22 pagesDIY Guide Rails Plans VSC ToolsMiguel TravahoPas encore d'évaluation
- Simple Boring BarDocument3 pagesSimple Boring BarMike Nichlos100% (1)
- Homemade Bandsaw From Pipe Fittings and Auto PartsDocument4 pagesHomemade Bandsaw From Pipe Fittings and Auto PartsJan Steinman100% (2)
- Shop - Metal - Gingery's Pipe Bending MachineDocument1 pageShop - Metal - Gingery's Pipe Bending MachinePutra Pratama100% (6)
- Homemade Black PowderDocument5 pagesHomemade Black Powderstilmix60100% (1)
- How To Use Bridge Cam GaugeDocument1 pageHow To Use Bridge Cam GaugePaul MathewPas encore d'évaluation
- How-To - Build Your Own Spot Welder - HackadayDocument17 pagesHow-To - Build Your Own Spot Welder - HackadayAndrew McLarenPas encore d'évaluation
- Building A Home Made Belt SanderDocument10 pagesBuilding A Home Made Belt SanderCiprian Cociuba100% (1)
- Car Maintainer, Group B: Passbooks Study GuideD'EverandCar Maintainer, Group B: Passbooks Study GuidePas encore d'évaluation
- Hot AirEngine PDFDocument9 pagesHot AirEngine PDFHenry PannellPas encore d'évaluation
- A Home-Grown FoundryDocument12 pagesA Home-Grown Foundryjraju1974100% (4)
- Rotary InformationDocument14 pagesRotary InformationMohammad UsmanPas encore d'évaluation
- TM-9-1005-301-30 Repair Wood Fibre Plastic Components of Weapons Part1Document19 pagesTM-9-1005-301-30 Repair Wood Fibre Plastic Components of Weapons Part1browar444Pas encore d'évaluation
- 8010Document1 077 pages8010vut73 aPas encore d'évaluation
- Method Statement Pipe JackingDocument7 pagesMethod Statement Pipe Jackingsinthian88% (8)
- Ball Mill From Mainly Recycled Parts - InstructablesDocument8 pagesBall Mill From Mainly Recycled Parts - InstructablespolikarpaPas encore d'évaluation
- Steam Turbine Operation and MaintenanceDocument24 pagesSteam Turbine Operation and MaintenancegoodiePas encore d'évaluation
- Building or Restoring Your Muzzleloader: Making Muzzleloaders from Kits and Damaged GunsD'EverandBuilding or Restoring Your Muzzleloader: Making Muzzleloaders from Kits and Damaged GunsPas encore d'évaluation
- Plans For Bench GrinderDocument2 pagesPlans For Bench GrinderFernando Morocho100% (1)
- Hunting with Muzzleloading Revolvers: New powders and bullets have made these guns capable game killers.D'EverandHunting with Muzzleloading Revolvers: New powders and bullets have made these guns capable game killers.Évaluation : 5 sur 5 étoiles5/5 (1)
- Strung de LemnDocument3 pagesStrung de LemnJohn JohnbPas encore d'évaluation
- True Up That Worn Lathe Chuck:, WFTHDocument1 pageTrue Up That Worn Lathe Chuck:, WFTHjsmith3455Pas encore d'évaluation
- Ruger SR-556 Takedown RifleDocument1 pageRuger SR-556 Takedown RifleAmmoLand Shooting Sports NewsPas encore d'évaluation
- Instructions For Making "Home-Made" Ballistic GelatinDocument3 pagesInstructions For Making "Home-Made" Ballistic Gelatinbrowar444Pas encore d'évaluation
- Jgaurora A5 User Guide 201801Document21 pagesJgaurora A5 User Guide 201801Katsumoto SanPas encore d'évaluation
- CNC Touch Probe DrawingsDocument13 pagesCNC Touch Probe DrawingsmikcomiPas encore d'évaluation
- 9mm Bolt RampingDocument6 pages9mm Bolt RampingMatthew Nelson100% (1)
- Functional Composite Materials: Manufacturing Technology and Experimental ApplicationD'EverandFunctional Composite Materials: Manufacturing Technology and Experimental ApplicationPas encore d'évaluation
- Diesel. El Genial InventorDocument34 pagesDiesel. El Genial InventorWilliam CotePas encore d'évaluation
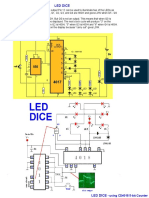
- Using CD4018 5-Bit CounterDocument1 pageUsing CD4018 5-Bit CounterWilliam CotePas encore d'évaluation
- AM Radio StationDocument1 pageAM Radio StationWilliam CotePas encore d'évaluation
- Michio Kaku Population Explosion PDFDocument2 pagesMichio Kaku Population Explosion PDFWilliam CotePas encore d'évaluation
- Crazy HorseDocument31 pagesCrazy HorseWilliam CotePas encore d'évaluation
- Deisch, C. W. (IEEE Power Electronics Specialists Conference, 1978 Record, Pp. 300-306) - Simple Switching Control Method Changes Power Converter Into A Current SourceDocument7 pagesDeisch, C. W. (IEEE Power Electronics Specialists Conference, 1978 Record, Pp. 300-306) - Simple Switching Control Method Changes Power Converter Into A Current SourceWilliam CotePas encore d'évaluation
- A Case Study On The Deformationn Behavior of Asphalt Concrete Dams Oke Bana-1-1Document9 pagesA Case Study On The Deformationn Behavior of Asphalt Concrete Dams Oke Bana-1-1rullyirwandiPas encore d'évaluation
- Machine Tool Design 1Document57 pagesMachine Tool Design 1rrhoshackPas encore d'évaluation
- 4 Wires of 0.6-4.5mm Electro Galvanized Wire ProdDocument2 pages4 Wires of 0.6-4.5mm Electro Galvanized Wire ProdMira MaroPas encore d'évaluation
- Q-PCF-12-30-PN 6Document1 pageQ-PCF-12-30-PN 6Camilo Maya PodestaPas encore d'évaluation
- Showa ToolDocument34 pagesShowa ToolĐăng Đình LýPas encore d'évaluation
- Overview of Shallow & Pile FoundationDocument63 pagesOverview of Shallow & Pile FoundationParth Anajwala100% (1)
- SZK ZDocument1 pageSZK ZdilipPas encore d'évaluation
- BSR TBC Canal Project Name of Work: Tumkur Branch Canal Remodeling Work Sub-Division: Chelur Month: February - 2022 TBM LIST KM 94+460 To KM 119+850Document5 pagesBSR TBC Canal Project Name of Work: Tumkur Branch Canal Remodeling Work Sub-Division: Chelur Month: February - 2022 TBM LIST KM 94+460 To KM 119+850Abhilash H RaoPas encore d'évaluation
- LR / LM Side - Entry Agitators: Installation, Service and Maintenance InstructionsDocument22 pagesLR / LM Side - Entry Agitators: Installation, Service and Maintenance InstructionsPetros IosifidisPas encore d'évaluation
- Steel BookDocument473 pagesSteel BookAndreu Zizou Andolini ZidanePas encore d'évaluation
- Equipment and FunctionDocument99 pagesEquipment and FunctionMuhamad arifPas encore d'évaluation
- 172 - en - Hardox 400 Round Bars Band Sawing Recommendations - Web PDFDocument2 pages172 - en - Hardox 400 Round Bars Band Sawing Recommendations - Web PDFchrysomall_georgPas encore d'évaluation
- Power Screw ReportDocument15 pagesPower Screw ReportTanvesh PatilPas encore d'évaluation
- King Servo SM292Document5 pagesKing Servo SM292splynPas encore d'évaluation
- Samson 3271 ActuatorDocument6 pagesSamson 3271 ActuatorGiri BabuPas encore d'évaluation
- Bom 8.037733.rDocument11 pagesBom 8.037733.rneid smajicPas encore d'évaluation
- Bambi Bucket Service Manual 5566 HL9800Document83 pagesBambi Bucket Service Manual 5566 HL9800Victor RoblesPas encore d'évaluation
- 4.3 Basic Design Awwa D100 & Api 650Document7 pages4.3 Basic Design Awwa D100 & Api 650Miguel Martinez Guerrero100% (1)
- Technical Data: Diameter - Pitch Combinations For Class of FitDocument1 pageTechnical Data: Diameter - Pitch Combinations For Class of FitecavalinPas encore d'évaluation
- Velan Pressure Seal Valve CatalogDocument4 pagesVelan Pressure Seal Valve CatalogulfatPas encore d'évaluation
- Craftsman: Clicker Style Microtork® Wrench 31423,31424,31425Document3 pagesCraftsman: Clicker Style Microtork® Wrench 31423,31424,31425Willy AndretyPas encore d'évaluation
- Bendi - B3-30 - AC - Maintenance - Check Lists PDFDocument9 pagesBendi - B3-30 - AC - Maintenance - Check Lists PDFChristian BedoyaPas encore d'évaluation