Vous aimerez peut-être aussi
- The Essentials of Material Science and Technology for EngineersD'EverandThe Essentials of Material Science and Technology for EngineersÉvaluation : 5 sur 5 étoiles5/5 (1)
- Heat ExchangersDocument49 pagesHeat Exchangersbluelion_19100% (1)
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AD'EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&APas encore d'évaluation
- Overview of Piping System Design for Process PlantsDocument110 pagesOverview of Piping System Design for Process PlantsEse Ichekor100% (4)
- Fluid Distribution SystemsDocument21 pagesFluid Distribution SystemsBassel DaradkehPas encore d'évaluation
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsD'EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsÉvaluation : 4.5 sur 5 étoiles4.5/5 (10)
- Overview of Process Plant Piping System Design - Document PDFDocument89 pagesOverview of Process Plant Piping System Design - Document PDFbtjajadi100% (1)
- Heat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsD'EverandHeat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsÉvaluation : 4 sur 5 étoiles4/5 (6)
- Fundamentals of Piping System PDFDocument24 pagesFundamentals of Piping System PDFravi00098Pas encore d'évaluation
- Pipe Stress AnalysisDocument7 pagesPipe Stress AnalysisTushar NaikPas encore d'évaluation
- Ensuring pipeline integrity through corrosion prevention and condition monitoringDocument48 pagesEnsuring pipeline integrity through corrosion prevention and condition monitoringmaian sajaPas encore d'évaluation
- Piping& FlangesDocument360 pagesPiping& Flangesmohamed abd eldayemPas encore d'évaluation
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantD'EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantÉvaluation : 3.5 sur 5 étoiles3.5/5 (3)
- Ruukki Splicing of Steel Piles by WeldingDocument8 pagesRuukki Splicing of Steel Piles by Weldingyanickdouce1206100% (1)
- All-in-One Manual of Industrial Piping Practice and MaintenanceD'EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceÉvaluation : 5 sur 5 étoiles5/5 (1)
- ASME B31.1 Pipe Wall Thickness CalculatiDocument11 pagesASME B31.1 Pipe Wall Thickness CalculatiNon PitPas encore d'évaluation
- Contractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerD'EverandContractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerÉvaluation : 5 sur 5 étoiles5/5 (1)
- Pipe Wall Thickness CalculationDocument11 pagesPipe Wall Thickness CalculationpejnorozyPas encore d'évaluation
- Module III Piping Fundamentals: Pipe Sizing, Materials, Design & LayoutDocument129 pagesModule III Piping Fundamentals: Pipe Sizing, Materials, Design & LayoutMuhammed AfnazPas encore d'évaluation
- Durability Assessment Techniques GuideDocument68 pagesDurability Assessment Techniques GuideDeRudy100% (1)
- OGA 2017 Integrity Management Assessing Dealing With Pipeline RoadDocument38 pagesOGA 2017 Integrity Management Assessing Dealing With Pipeline Roadalpha bettaPas encore d'évaluation
- Process Piping & Piping FittingsDocument16 pagesProcess Piping & Piping FittingsJaveed A. Khan100% (2)
- Welding in Pipelines - PV - StructureDocument6 pagesWelding in Pipelines - PV - StructureanshumanPas encore d'évaluation
- Piping Flexibility Analysis (B 31.3)Document151 pagesPiping Flexibility Analysis (B 31.3)Majid Sattar100% (1)
- Hot Tap ExampleDocument27 pagesHot Tap ExampleTroy HooperPas encore d'évaluation
- ThesisDocument48 pagesThesismuhammad amir100% (1)
- WPS, PQR As Per 15614 Railway WeldsDocument71 pagesWPS, PQR As Per 15614 Railway Weldsaravindan100% (1)
- Mechanical Testing of Flash Butt welded36"OD API-X65 Grade PipeDocument16 pagesMechanical Testing of Flash Butt welded36"OD API-X65 Grade PipeChaithanya Kumar DanduPas encore d'évaluation
- Considerations of Linepipe and Girth Weld Tensile Properties For Strain-Based Design of PipelinesDocument10 pagesConsiderations of Linepipe and Girth Weld Tensile Properties For Strain-Based Design of PipelinesIke OnyegiriPas encore d'évaluation
- PIPE STRESS ANALYSIS OVERVIEWDocument29 pagesPIPE STRESS ANALYSIS OVERVIEWHaryadi Mukmin100% (1)
- Induction BendingDocument20 pagesInduction BendingAnoop N Kutty100% (4)
- Everything You Need to Know About Induction Pipe BendsDocument20 pagesEverything You Need to Know About Induction Pipe Bendsmarcos2dami2o2de2azePas encore d'évaluation
- Selection of Material & ProcessesDocument32 pagesSelection of Material & ProcessesNikhil WaghalkarPas encore d'évaluation
- Pipe DesignDocument24 pagesPipe Designs_manikandan100% (2)
- Lecture 5 - Materials Selection For Pipings - 99Document80 pagesLecture 5 - Materials Selection For Pipings - 99shahin azPas encore d'évaluation
- SUT Flexibles - 6 Damage, Defects, Degradation, Failure Modes - Selected Case Studies - March 2011 Update - Compressed PDFDocument92 pagesSUT Flexibles - 6 Damage, Defects, Degradation, Failure Modes - Selected Case Studies - March 2011 Update - Compressed PDFfdoppelPas encore d'évaluation
- Fired Heaters and Boilers InspectionDocument31 pagesFired Heaters and Boilers Inspectionriysall100% (1)
- Piping System: Presented byDocument28 pagesPiping System: Presented byReymond IgayaPas encore d'évaluation
- Flexible Vs Rigid PipelinesDocument24 pagesFlexible Vs Rigid Pipelinesbee4manu100% (2)
- 3RD Quarter Exam Smaw 12 NoteDocument2 pages3RD Quarter Exam Smaw 12 NoteBryan Borje100% (2)
- Selection, Protection & Detailing ReinforcementDocument19 pagesSelection, Protection & Detailing ReinforcementSa ReddiPas encore d'évaluation
- Integrity of Pipeline SystemsDocument2 pagesIntegrity of Pipeline Systemssl1828Pas encore d'évaluation
- Tube To Tube SheetDocument9 pagesTube To Tube Sheetcmpatel_00100% (2)
- Process PipingDocument18 pagesProcess PipingShanza AsifPas encore d'évaluation
- Destructive Testing of Welds in WPS-PQR PreparationDocument58 pagesDestructive Testing of Welds in WPS-PQR PreparationEfren Ibanez100% (2)
- DUMKAL INSTITUTE OF ENGINEERING & TECHNOLOGY - Submerged ARC Welding Process and PrinciplesDocument6 pagesDUMKAL INSTITUTE OF ENGINEERING & TECHNOLOGY - Submerged ARC Welding Process and PrinciplesabcPas encore d'évaluation
- Comparison GuideDocument20 pagesComparison GuideMartin SabahPas encore d'évaluation
- Exp2 4Document6 pagesExp2 4Alexis Joshua LacePas encore d'évaluation
- Menghitung TangkiDocument43 pagesMenghitung TangkiMuhammad TaqiyuddinPas encore d'évaluation
- Lecture 2 - Test For SteelDocument55 pagesLecture 2 - Test For SteelKier Lorenz FernandezPas encore d'évaluation
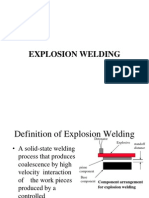
- Explosive WeldingDocument33 pagesExplosive WeldingNivedh VijayakrishnanPas encore d'évaluation
- Definition of Girth WeldDocument2 pagesDefinition of Girth WeldHung ChengPas encore d'évaluation
- Lecture 4 - FundamentalsDocument68 pagesLecture 4 - FundamentalsTrong Tuan TranPas encore d'évaluation
- Pipeline System DesignDocument75 pagesPipeline System Designjoreli50% (2)
- Pipe Support Stiffness - GMRC ProjectDocument2 pagesPipe Support Stiffness - GMRC ProjectpipestressPas encore d'évaluation
- Impulse Forming by Vaporizing Foil ActuatorDocument35 pagesImpulse Forming by Vaporizing Foil ActuatorAnjithPas encore d'évaluation
- Your Curriculum Vitae (CV Is Short For Curriculum Vitae) What Is A Curriculum Vitae?Document4 pagesYour Curriculum Vitae (CV Is Short For Curriculum Vitae) What Is A Curriculum Vitae?bpsharmab1p1Pas encore d'évaluation
- IntroductionDocument2 pagesIntroductionFlorian Ananias ByarugabaPas encore d'évaluation
- Your Curriculum Vitae (CV Is Short For Curriculum Vitae) What Is A Curriculum Vitae?Document4 pagesYour Curriculum Vitae (CV Is Short For Curriculum Vitae) What Is A Curriculum Vitae?bpsharmab1p1Pas encore d'évaluation
- IntroductionDocument2 pagesIntroductionFlorian Ananias ByarugabaPas encore d'évaluation
- Excel Template Inventory ControlDocument27 pagesExcel Template Inventory ControlMC Mejia100% (1)
- Reference Letters - Template For Writing OneDocument6 pagesReference Letters - Template For Writing Onedaitkensmith4330Pas encore d'évaluation
- Excel Template Inventory ControlDocument27 pagesExcel Template Inventory ControlMC Mejia100% (1)
- Sand ControlDocument4 pagesSand ControlFlorian Ananias ByarugabaPas encore d'évaluation
- Applying For Unadvertised Jobs and Work ExperienceDocument2 pagesApplying For Unadvertised Jobs and Work ExperienceFlorian Ananias ByarugabaPas encore d'évaluation
- IMAT Tool EnglishDocument12 pagesIMAT Tool EnglishEko PribadiPas encore d'évaluation
- Khadija Bakari Ally: Personal ProfileDocument2 pagesKhadija Bakari Ally: Personal ProfileFlorian Ananias ByarugabaPas encore d'évaluation
- Job Advert HseDocument2 pagesJob Advert HseFlorian Ananias ByarugabaPas encore d'évaluation
- Curriculum Vitae: Personal ParticularsDocument5 pagesCurriculum Vitae: Personal ParticularsFlorian Ananias ByarugabaPas encore d'évaluation
- SS1 IntroductionDocument1 pageSS1 IntroductionFlorian Ananias ByarugabaPas encore d'évaluation
- RIF Request Letter - VRDC - 0Document1 pageRIF Request Letter - VRDC - 0nandika300Pas encore d'évaluation
- Hse QuestionDocument7 pagesHse QuestionFlorian Ananias ByarugabaPas encore d'évaluation
- Sample Interview Questions With Suggested Ways of Answering: Research The CompanyDocument2 pagesSample Interview Questions With Suggested Ways of Answering: Research The CompanyIngi Abdel Aziz SragPas encore d'évaluation
- Business Idea Plan: Cover PageDocument14 pagesBusiness Idea Plan: Cover Pagehemansh royalPas encore d'évaluation
- Reference Letters - Template For Writing OneDocument6 pagesReference Letters - Template For Writing Onedaitkensmith4330Pas encore d'évaluation
- Ukbu JD Reservoir Engineer or SR Reservoir EngineerDocument3 pagesUkbu JD Reservoir Engineer or SR Reservoir EngineerFlorian Ananias ByarugabaPas encore d'évaluation
- Hot Water From Refrigerant Hot GasesDocument1 pageHot Water From Refrigerant Hot GasesFlorian Ananias ByarugabaPas encore d'évaluation
- Application Form For A Medical Certificate: Family History ofDocument1 pageApplication Form For A Medical Certificate: Family History ofFlorian Ananias ByarugabaPas encore d'évaluation
- Tcom Probs Settheory SolsDocument1 pageTcom Probs Settheory SolsFlorian Ananias ByarugabaPas encore d'évaluation
- US$30 Million Convertible Note Placement CompletedDocument2 pagesUS$30 Million Convertible Note Placement CompletedFlorian Ananias ByarugabaPas encore d'évaluation
- C2.7 Statics, Noise Reduction and Filtering of Seismic Reflection Data C2.7.1 Statics and Their RemovalDocument8 pagesC2.7 Statics, Noise Reduction and Filtering of Seismic Reflection Data C2.7.1 Statics and Their RemovalFlorian Ananias ByarugabaPas encore d'évaluation
- The University of DodomaDocument5 pagesThe University of DodomaFlorian Ananias ByarugabaPas encore d'évaluation
- Physical Examination Form: Return by July 17ThDocument1 pagePhysical Examination Form: Return by July 17ThFlorian Ananias ByarugabaPas encore d'évaluation
- ENGINEERING DESIGN GUILDLINE General Plant Cost Estimating Rev01web PDFDocument27 pagesENGINEERING DESIGN GUILDLINE General Plant Cost Estimating Rev01web PDFKetan RasalPas encore d'évaluation
- Tcom Probs Settheory SolsDocument4 pagesTcom Probs Settheory Solsrajarajkumar543Pas encore d'évaluation
- Mike Tyson - WikipediaDocument33 pagesMike Tyson - WikipediaFlorian Ananias ByarugabaPas encore d'évaluation
- Position paper-MUNUCCLE 2022: Refugees) Des États !Document2 pagesPosition paper-MUNUCCLE 2022: Refugees) Des États !matPas encore d'évaluation
- Mabuhay Wedding Package2006Document3 pagesMabuhay Wedding Package2006Darwin Dionisio ClementePas encore d'évaluation
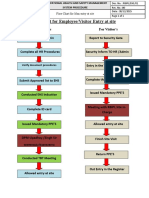
- fLOW CHART FOR WORKER'S ENTRYDocument2 pagesfLOW CHART FOR WORKER'S ENTRYshamshad ahamedPas encore d'évaluation
- EcoLettsandSOM, Dulvy Et Al 2004Document25 pagesEcoLettsandSOM, Dulvy Et Al 2004Nestor TorresPas encore d'évaluation
- Cellular Basis of HeredityDocument12 pagesCellular Basis of HeredityLadyvirdi CarbonellPas encore d'évaluation
- CERADocument10 pagesCERAKeren Margarette AlcantaraPas encore d'évaluation
- DVAIO R3 PRO HD Sound Quality In-Ear Wired Earphone Amazon - in ElectronicsDocument1 pageDVAIO R3 PRO HD Sound Quality In-Ear Wired Earphone Amazon - in Electronicsdinple sharmaPas encore d'évaluation
- 4.5 Cargo DischargingDocument2 pages4.5 Cargo DischargingHasan Cosalev100% (1)
- The Ultimate Safari (A Short Story)Document20 pagesThe Ultimate Safari (A Short Story)David AlcasidPas encore d'évaluation
- Philippines implements external quality assessment for clinical labsDocument2 pagesPhilippines implements external quality assessment for clinical labsKimberly PerantePas encore d'évaluation
- Vturn-NP16 NP20Document12 pagesVturn-NP16 NP20José Adalberto Caraballo Lorenzo0% (1)
- Switzerland: Food and CultureDocument18 pagesSwitzerland: Food and CultureAaron CoutinhoPas encore d'évaluation
- Social Studies SbaDocument12 pagesSocial Studies SbaSupreme KingPas encore d'évaluation
- Iso 28000Document11 pagesIso 28000Aida FatmawatiPas encore d'évaluation
- Cement ReportDocument86 pagesCement ReportSohaibPas encore d'évaluation
- To The OneDocument8 pagesTo The OnePizzaCowPas encore d'évaluation
- Gate Installation ReportDocument3 pagesGate Installation ReportKumar AbhishekPas encore d'évaluation
- Maximizing Oredrive Development at Khoemacau MineDocument54 pagesMaximizing Oredrive Development at Khoemacau MineModisa SibungaPas encore d'évaluation
- Puskesmas Dua Puluh Tiga Ilir Publishes Vaccination Ticket ListDocument98 pagesPuskesmas Dua Puluh Tiga Ilir Publishes Vaccination Ticket ListLaboratorium PKM 23 IlirPas encore d'évaluation
- Strauss Dental Catalog 2013Document74 pagesStrauss Dental Catalog 2013d3xt3rokPas encore d'évaluation
- ABSCESSDocument35 pagesABSCESSlax prajapatiPas encore d'évaluation
- Cot 1 Vital SignsDocument22 pagesCot 1 Vital Signscristine g. magatPas encore d'évaluation
- FileDocument284 pagesFileJesse GarciaPas encore d'évaluation
- Ensure Even Preload with Proper Tightening Tools and SequenceDocument2 pagesEnsure Even Preload with Proper Tightening Tools and SequenceMachineryengPas encore d'évaluation
- Chapter 3 - CT&VT - Part 1Document63 pagesChapter 3 - CT&VT - Part 1zhafran100% (1)
- Akshaya Trust NgoDocument24 pagesAkshaya Trust NgodushyantPas encore d'évaluation
- Clinical Case Report No 2Document11 pagesClinical Case Report No 2ملک محمد صابرشہزاد50% (2)
- LabyrinthDocument4 pagesLabyrinthAyezaZuberyPas encore d'évaluation
- Journalize The Following Transactions in The Journal Page Below. Add Explanations For The Transactions and Leave A Space Between EachDocument3 pagesJournalize The Following Transactions in The Journal Page Below. Add Explanations For The Transactions and Leave A Space Between EachTurkan Amirova100% (1)
- Myth and Realism in The Play A Long Day's Journey Into Night of Eugene O'neillDocument4 pagesMyth and Realism in The Play A Long Day's Journey Into Night of Eugene O'neillFaisal JahangeerPas encore d'évaluation