Vous aimerez peut-être aussi
- Cement PlugDocument7 pagesCement PlugJayesh ChavanPas encore d'évaluation
- Centralizer ReviewDocument36 pagesCentralizer ReviewNguyễn LâmPas encore d'évaluation
- Guía para Tapones de CementoDocument15 pagesGuía para Tapones de CementoJunnior López PintadoPas encore d'évaluation
- How To Run and Cement Liners Part 3Document4 pagesHow To Run and Cement Liners Part 3Anwar SaeedPas encore d'évaluation
- How To Run and Cement Liners Part 4Document5 pagesHow To Run and Cement Liners Part 4Blanche NeigePas encore d'évaluation
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!D'EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Évaluation : 5 sur 5 étoiles5/5 (2)
- Sand Control and Gravel Packing Techniques: It Never Rains in the Oil Field!D'EverandSand Control and Gravel Packing Techniques: It Never Rains in the Oil Field!Évaluation : 5 sur 5 étoiles5/5 (1)
- Pressure Rating For SSII Float EquipmentDocument2 pagesPressure Rating For SSII Float EquipmentMahmoud Ahmed Ali AbdelrazikPas encore d'évaluation
- 3-Consideration On Cement PlugsDocument9 pages3-Consideration On Cement PlugsAry RachmanPas encore d'évaluation
- Squeeze ProcedureDocument4 pagesSqueeze Proceduresaa6383Pas encore d'évaluation
- CTD Liner Running & CementingDocument6 pagesCTD Liner Running & CementingAdel Ahmed AlkhaligyPas encore d'évaluation
- Jars and Accelerators.Document10 pagesJars and Accelerators.gaddasalimPas encore d'évaluation
- ENG202 ACE - 06 Liner Cementing Rev1005Document57 pagesENG202 ACE - 06 Liner Cementing Rev1005danielmcaePas encore d'évaluation
- Manual Operativo - Tijeras Wenzel Ø 6 1-2 - InglesDocument11 pagesManual Operativo - Tijeras Wenzel Ø 6 1-2 - InglesChristian Matteo100% (1)
- Squeeze Remedial CementingDocument4 pagesSqueeze Remedial CementingMahesh MahajanPas encore d'évaluation
- Squeeze CementDocument10 pagesSqueeze CementAbdelkader FattouchePas encore d'évaluation
- Whipstock 9.625 Mechanical Running ProceduresDocument16 pagesWhipstock 9.625 Mechanical Running ProceduresTudor virgil100% (1)
- 09 Plug Setting Best PractisesDocument1 page09 Plug Setting Best Practiseshamora33Pas encore d'évaluation
- 03 - Differential StickingDocument0 page03 - Differential StickingSam AbdulPas encore d'évaluation
- Pipe StickingDocument21 pagesPipe StickingMarco100% (1)
- Well Control - Combined Stripping and Volumetric MethodDocument3 pagesWell Control - Combined Stripping and Volumetric MethodAbdul Hameed Omar100% (1)
- Dokumen - Tips Equipment Iwcf CourseDocument42 pagesDokumen - Tips Equipment Iwcf CourseFranklinPas encore d'évaluation
- Well Control Equipment - Stena DrillMaxDocument12 pagesWell Control Equipment - Stena DrillMaxazeazeazePas encore d'évaluation
- Rig Stuck Pipe Assessment FormDocument13 pagesRig Stuck Pipe Assessment FormBalkis FatihaPas encore d'évaluation
- Introduction To Well Cementing Model AnswerDocument3 pagesIntroduction To Well Cementing Model AnswerKader Bakour100% (1)
- Practices Manual Running Conductor CasingDocument2 pagesPractices Manual Running Conductor Casingciucalata88Pas encore d'évaluation
- Spe 196232 MSDocument18 pagesSpe 196232 MShijoetigrePas encore d'évaluation
- CTD Liner Running & CementingDocument6 pagesCTD Liner Running & CementingAdel Ahmed AlkhaligyPas encore d'évaluation
- 7" Liner - Cementing Preparation and Procedure ChecklistDocument2 pages7" Liner - Cementing Preparation and Procedure ChecklistYougchu LuanPas encore d'évaluation
- KickDocument22 pagesKickyarra suryatejaPas encore d'évaluation
- TestsDocument10 pagesTestsShakeel AhmedPas encore d'évaluation
- Running Procedure 5Document2 pagesRunning Procedure 5Pesireron RoberthPas encore d'évaluation
- Packer Setting MechanismDocument3 pagesPacker Setting MechanismYougchu Luan67% (3)
- Make Up Torque For BitDocument1 pageMake Up Torque For BitashadPas encore d'évaluation
- Operation Related To Drilling FluidsDocument24 pagesOperation Related To Drilling FluidsPradyumnPas encore d'évaluation
- Squeeze Cementing Placement TechniquesDocument3 pagesSqueeze Cementing Placement TechniqueszapspazPas encore d'évaluation
- Module 06 - Cause of Kick, Indicator & Warning SignDocument10 pagesModule 06 - Cause of Kick, Indicator & Warning SignDChristiono Ayah QueenPas encore d'évaluation
- Well Engineering Level 1Document4 pagesWell Engineering Level 1SHOBHIT KUMARPas encore d'évaluation
- Subsea - Page 4Document79 pagesSubsea - Page 4lulalala8888100% (2)
- Primary Cementing CalculationsDocument40 pagesPrimary Cementing CalculationsMostafa ElghifaryPas encore d'évaluation
- Tg-374 18.625in Cement Rev No. 1Document3 pagesTg-374 18.625in Cement Rev No. 1Lessly Lorena Apala RamirezPas encore d'évaluation
- Basic Concepts of CementingDocument47 pagesBasic Concepts of CementingTariqPas encore d'évaluation
- RTTS Packer: Technical Data SheetDocument5 pagesRTTS Packer: Technical Data SheetHamid Reza Babaei100% (1)
- Drop Gyro Survey Procedure-ConvincerDocument2 pagesDrop Gyro Survey Procedure-ConvincertnampvepPas encore d'évaluation
- Squeeze Cement Complete Ver 2006Document22 pagesSqueeze Cement Complete Ver 2006Doni KurniawanPas encore d'évaluation
- Solids Induced Pack-Off Packing Off - First ActionsDocument4 pagesSolids Induced Pack-Off Packing Off - First ActionsBhagwal TravelsPas encore d'évaluation
- Margin of Overpull Drilling Calculations & Excel Sheet - Drilling ManualDocument9 pagesMargin of Overpull Drilling Calculations & Excel Sheet - Drilling ManualHanyPas encore d'évaluation
- Drilling ProblemsDocument14 pagesDrilling ProblemsRohith PgPas encore d'évaluation
- Drilling 1 AutoRecoveredDocument52 pagesDrilling 1 AutoRecoveredKhaled AdelPas encore d'évaluation
- Cementing 1Document32 pagesCementing 1Jessica Cecilia Silva AnguloPas encore d'évaluation
- Hole Cleaning: Downhole Motors in Deviated WellsDocument13 pagesHole Cleaning: Downhole Motors in Deviated WellsJairo CortesPas encore d'évaluation
- Rtts Packer: Simple, Versatile Means For Testing, Treating and Squeeze Cement OperationsDocument4 pagesRtts Packer: Simple, Versatile Means For Testing, Treating and Squeeze Cement OperationsEmad JamshidiPas encore d'évaluation
- 13 3-8" Cementing Program ChecklistDocument2 pages13 3-8" Cementing Program ChecklistYougchu LuanPas encore d'évaluation
- ENM210 Cementing Operations Lecture 2 - Stage Cementing - 1 StageDocument8 pagesENM210 Cementing Operations Lecture 2 - Stage Cementing - 1 StageHamid Reza BabaeiPas encore d'évaluation
- Liner OperationDocument22 pagesLiner OperationHosam Ali100% (1)
- Lubricate and Bleed ProcedureDocument1 pageLubricate and Bleed ProcedurestevebeardsleyPas encore d'évaluation
- Liner Running, Setting & Cementing ProceduresDocument43 pagesLiner Running, Setting & Cementing Proceduresarez muhammedPas encore d'évaluation
- Casing Running and Drilling ToolsDocument33 pagesCasing Running and Drilling Toolsfffggg777Pas encore d'évaluation
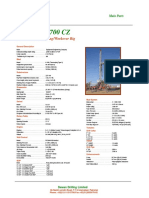
- Specs ZJ 30 2Document1 pageSpecs ZJ 30 2fatehul alamPas encore d'évaluation
- Well Integrity - Shell DiagramDocument1 pageWell Integrity - Shell DiagramalizareiforoushPas encore d'évaluation
- Geology of BahrainDocument10 pagesGeology of BahrainKhaledFekairPas encore d'évaluation
- Drilling Mud ToolsDocument16 pagesDrilling Mud ToolsKhaledFekairPas encore d'évaluation
- Basic Geology For Oil ExplorationDocument55 pagesBasic Geology For Oil ExplorationKhaledFekair100% (1)
- Concepts of Petroleum GeologyDocument43 pagesConcepts of Petroleum GeologyKhaledFekairPas encore d'évaluation
- Matricies ArDocument336 pagesMatricies ArKhaledFekairPas encore d'évaluation
- VAM FJL Torque TableDocument17 pagesVAM FJL Torque TableKhaledFekairPas encore d'évaluation
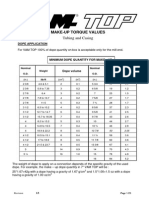
- VAM TOP Torque TableDocument25 pagesVAM TOP Torque TableKhaledFekairPas encore d'évaluation
- Vam Top HC Torque TableDocument9 pagesVam Top HC Torque TableKhaledFekairPas encore d'évaluation
- VAM TOP HT Torque TableDocument16 pagesVAM TOP HT Torque TableKhaledFekairPas encore d'évaluation
- Thermal Completions Catalog - 2013 - 9907918931 - 01 - 5946139 - 01Document41 pagesThermal Completions Catalog - 2013 - 9907918931 - 01 - 5946139 - 01KhaledFekairPas encore d'évaluation
- 12 Automation DraworksDocument12 pages12 Automation DraworksKhaledFekairPas encore d'évaluation
- 7 Drilling Automation WITSMLDocument22 pages7 Drilling Automation WITSMLVivekSonkerPas encore d'évaluation
- Weight-Up Pump Calc With BariteDocument1 pageWeight-Up Pump Calc With Bariteمحمد سعيدPas encore d'évaluation
- Well LoggingDocument14 pagesWell LoggingJameel JameelPas encore d'évaluation
- RDT - Drill Pipe Specs PDFDocument8 pagesRDT - Drill Pipe Specs PDFEder VargasPas encore d'évaluation
- Ass 1Document1 pageAss 1Itefa AnisaPas encore d'évaluation
- Purlin DESIGN Car ParkDocument8 pagesPurlin DESIGN Car ParkNasrul Torres0% (1)
- DRIP Tech ManualDocument2 pagesDRIP Tech ManualGunasridharan LakshmananPas encore d'évaluation
- Fip Mec SferopolDocument16 pagesFip Mec Sferopolsotos raptopoulosPas encore d'évaluation
- Skyware Type123,960 8000842-01Document8 pagesSkyware Type123,960 8000842-01Tuvia LePas encore d'évaluation
- Satip A 004 02Document10 pagesSatip A 004 02mohammadPas encore d'évaluation
- Comparative Study of Full Journal Bearing With Bio Lubricants Jatropha Oil Castor Oil Neem Oil and Mineral Oil Sae 20w50Document5 pagesComparative Study of Full Journal Bearing With Bio Lubricants Jatropha Oil Castor Oil Neem Oil and Mineral Oil Sae 20w50IAEME PublicationPas encore d'évaluation
- NECA Study - Impact On OvertimeDocument20 pagesNECA Study - Impact On OvertimeNektarios MatheouPas encore d'évaluation
- Method Statement For Installation of Ahu FahuDocument12 pagesMethod Statement For Installation of Ahu FahuRoger Akl75% (4)
- Cylinder Eccentric LoadDocument8 pagesCylinder Eccentric LoadKyle Mast100% (1)
- Is 4591 1968 PDFDocument17 pagesIs 4591 1968 PDFBharani Kumar Srinivas SurampudiPas encore d'évaluation
- BidimDocument5 pagesBidimrolandchalfounPas encore d'évaluation
- Analysis of Crank ShaftDocument10 pagesAnalysis of Crank Shaftvenkatesh konigapoguPas encore d'évaluation
- Use of The AASHTO 1993 Guide MEPDG and Historical Performance Pavement Design CaelogDocument29 pagesUse of The AASHTO 1993 Guide MEPDG and Historical Performance Pavement Design Caelogs_khan1997466Pas encore d'évaluation
- 3.2.9.A SizingSpreadFootingDocument2 pages3.2.9.A SizingSpreadFootingEmma GoebelPas encore d'évaluation
- İMÜ331 - Soil Mechanics I: SeepageDocument18 pagesİMÜ331 - Soil Mechanics I: SeepageCagdas AydınPas encore d'évaluation
- Vaillant MAG 1257-8 7.1 MAG 250-4007-8 MAG-sine 250-3257-8Document63 pagesVaillant MAG 1257-8 7.1 MAG 250-4007-8 MAG-sine 250-3257-8liquidus217233% (6)
- 1.6 Design Example-Simple Span Precast-Pretensioned I-Girder BridgeDocument32 pages1.6 Design Example-Simple Span Precast-Pretensioned I-Girder BridgeglaydellePas encore d'évaluation
- SL - No Particulars QTY Unit Brand Total Proj No: 18 Old School Gym Melpuram Interior Works BoqDocument1 pageSL - No Particulars QTY Unit Brand Total Proj No: 18 Old School Gym Melpuram Interior Works BoqAdarshPas encore d'évaluation
- 03 Bridge HydraulicsDocument35 pages03 Bridge HydraulicsMichael DixonPas encore d'évaluation
- PC VRF Systems 2Document50 pagesPC VRF Systems 2pallavPas encore d'évaluation
- Presented by Manish SharmaDocument24 pagesPresented by Manish SharmaAtshayaPas encore d'évaluation
- Vol-I - Main Report - PKG 2 - 9.13 KMDocument357 pagesVol-I - Main Report - PKG 2 - 9.13 KMKARAN TRIVEDI100% (1)
- Project Report: Plan of A Residential ApartmentDocument24 pagesProject Report: Plan of A Residential ApartmentAnush SPas encore d'évaluation
- Swimming Pool H.E. Issue G23 English - BSP - PDFDocument12 pagesSwimming Pool H.E. Issue G23 English - BSP - PDFEmanuel Theodor RaduPas encore d'évaluation
- DWG RegisterDocument7 pagesDWG RegisterPrasadPas encore d'évaluation
- Analysis of The Out-Of-Plane Seismic Behaviour ofDocument90 pagesAnalysis of The Out-Of-Plane Seismic Behaviour ofFredy Esteban Cárdenas HernándezPas encore d'évaluation
- CH 9 WeldingDocument18 pagesCH 9 WeldingHazim KhalilPas encore d'évaluation