Vous aimerez peut-être aussi
- Combustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasD'EverandCombustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasPas encore d'évaluation
- Boiler Furnace PDFDocument8 pagesBoiler Furnace PDFசுந்தர மூர்த்தி சேப்பிளையார்Pas encore d'évaluation
- Coal BurnerDocument11 pagesCoal BurnerGeorge Markas50% (2)
- Chlorine: International Thermodynamic Tables of the Fluid StateD'EverandChlorine: International Thermodynamic Tables of the Fluid StatePas encore d'évaluation
- Bps-06 NOx ControlDocument4 pagesBps-06 NOx ControlLTE002Pas encore d'évaluation
- 6 FluidizationDocument40 pages6 FluidizationTenson SichonePas encore d'évaluation
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationD'EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationPas encore d'évaluation
- Fluidized Bed CombustionDocument32 pagesFluidized Bed CombustionAbdul AhadPas encore d'évaluation
- Polymer Composite Systems in Pipeline Repair: Design, Manufacture, Application, and Environmental ImpactsD'EverandPolymer Composite Systems in Pipeline Repair: Design, Manufacture, Application, and Environmental ImpactsSanjay Mavinkere RangappaPas encore d'évaluation
- Pulverized Coal and Igcc Plant Cost and Performance EstimatesDocument22 pagesPulverized Coal and Igcc Plant Cost and Performance EstimatesVinod DahiyaPas encore d'évaluation
- Reactive Distillation Design and ControlD'EverandReactive Distillation Design and ControlÉvaluation : 1 sur 5 étoiles1/5 (1)
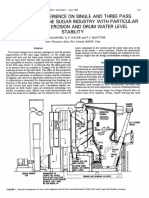
- Operating Experience On Single and Three Pass BoilersDocument7 pagesOperating Experience On Single and Three Pass Boilersbonginkosi mathunjwaPas encore d'évaluation
- From Pinch Methodology to Pinch-Exergy Integration of Flexible SystemsD'EverandFrom Pinch Methodology to Pinch-Exergy Integration of Flexible SystemsPas encore d'évaluation
- Turbinas Evaporativas de GasDocument158 pagesTurbinas Evaporativas de GasluijamurPas encore d'évaluation
- AbsorbtionDocument16 pagesAbsorbtionLuciano EbangPas encore d'évaluation
- International Thermodynamic Tables of the Fluid State: Propylene (Propene)D'EverandInternational Thermodynamic Tables of the Fluid State: Propylene (Propene)Pas encore d'évaluation
- Lva1 App6892Document146 pagesLva1 App6892Adam Shahabuddin Abdul RazakPas encore d'évaluation
- Municipal Solid Waste to Energy Conversion Processes: Economic, Technical, and Renewable ComparisonsD'EverandMunicipal Solid Waste to Energy Conversion Processes: Economic, Technical, and Renewable ComparisonsPas encore d'évaluation
- WINSEM2021-22 CHE2006 TH VL2021220501413 Reference Material I 11-03-2022 Module-5 CombustionDocument63 pagesWINSEM2021-22 CHE2006 TH VL2021220501413 Reference Material I 11-03-2022 Module-5 Combustionswastik vijayPas encore d'évaluation
- 3194 PDF PDFDocument7 pages3194 PDF PDFdillipsh123Pas encore d'évaluation
- Mechanical stokers guideDocument6 pagesMechanical stokers guideAnonymous mRBbdopMKfPas encore d'évaluation
- Thesis Syed AbbasDocument263 pagesThesis Syed AbbasabubakarPas encore d'évaluation
- CrackingDocument33 pagesCrackingEman El DsoukyPas encore d'évaluation
- EconomiserDocument19 pagesEconomiserGaurav KumarPas encore d'évaluation
- Flame StabilityDocument11 pagesFlame StabilityMir Reza Negahban100% (1)
- Modeling and Simulation Study of The CSTR For Complex Reation Usong POLYMATHDocument7 pagesModeling and Simulation Study of The CSTR For Complex Reation Usong POLYMATHtocinopPas encore d'évaluation
- Assignment - 2 (Waste Heat Recovery)Document4 pagesAssignment - 2 (Waste Heat Recovery)Akmal Hafeez Muhammad HafeezPas encore d'évaluation
- Heat Transfer Lab ManualDocument59 pagesHeat Transfer Lab ManualMarPas encore d'évaluation
- Designing Process VesselsDocument4 pagesDesigning Process VesselsJanaki Devi ParratPas encore d'évaluation
- Convection Heat Transfer CoefficientDocument9 pagesConvection Heat Transfer CoefficientAnonymous sAmJfcVPas encore d'évaluation
- PF Furnace'12 PDFDocument4 pagesPF Furnace'12 PDFsen_subhasis_58Pas encore d'évaluation
- Slides of Prilling TowerDocument12 pagesSlides of Prilling TowerCHUCHUPas encore d'évaluation
- Combustion CalculationDocument22 pagesCombustion CalculationTejas T S TejasPas encore d'évaluation
- Lecture 28 Modeling of GTDocument59 pagesLecture 28 Modeling of GTCindy CarvalhoPas encore d'évaluation
- Low NOx Burners in High Temp SerDocument21 pagesLow NOx Burners in High Temp SerIman Akbari100% (1)
- Vapor Liquid Equilibrium GraphsDocument7 pagesVapor Liquid Equilibrium Graphsmahbub1332Pas encore d'évaluation
- Energy Performance Assessment of Boiler at P.S.S.K. LTDDocument12 pagesEnergy Performance Assessment of Boiler at P.S.S.K. LTDPajooheshPas encore d'évaluation
- Properties of Coal Classification and AnalysisDocument7 pagesProperties of Coal Classification and AnalysisJaco KotzePas encore d'évaluation
- Over Water WingDocument7 pagesOver Water WingtsaipeterPas encore d'évaluation
- FBC Boiler Operation PDFDocument2 pagesFBC Boiler Operation PDFNicholasPas encore d'évaluation
- Heat Exchangers Design: Effectiveness - NTU MethodDocument35 pagesHeat Exchangers Design: Effectiveness - NTU MethodSaurabh SengarPas encore d'évaluation
- Superheated SteamDocument15 pagesSuperheated SteamluriahPas encore d'évaluation
- 413 Topic IV-3 (Fossil Fuels and Boiler Efficiency)Document60 pages413 Topic IV-3 (Fossil Fuels and Boiler Efficiency)Sabina Suljic100% (1)
- Werther - Fluidized Bed ReactorsDocument48 pagesWerther - Fluidized Bed ReactorsLeo Dorsey0% (1)
- Fuel Staging For NOx Reduction in Automatic Wood FurnacesDocument169 pagesFuel Staging For NOx Reduction in Automatic Wood FurnacesJoao MinhoPas encore d'évaluation
- JBC Common Boiler FormulasDocument12 pagesJBC Common Boiler Formulasnesrine10Pas encore d'évaluation
- Diffusion Flames, Droplet Evaporation and Droplet CombustionDocument9 pagesDiffusion Flames, Droplet Evaporation and Droplet Combustiontomotomotomo2Pas encore d'évaluation
- Cyclone DesignDocument4 pagesCyclone DesignKanailPas encore d'évaluation
- Crossflow Heat Exchanger Ex PDFDocument5 pagesCrossflow Heat Exchanger Ex PDFprinesst0% (1)
- Types of SteamDocument13 pagesTypes of SteamDuy Nguyen Duc100% (1)
- Design and Development of Sand Bed FilterDocument22 pagesDesign and Development of Sand Bed FilterAncuta TrifoiPas encore d'évaluation
- 056 - 057 - NO To NO2 ConvetertDocument2 pages056 - 057 - NO To NO2 ConvetertrakeshkjPas encore d'évaluation
- Better Burner Specifications PDFDocument4 pagesBetter Burner Specifications PDFAbdul HayyePas encore d'évaluation
- 60% Alumina Dense Castable for 1600°C ServiceDocument1 page60% Alumina Dense Castable for 1600°C ServiceRAVI KIRAN CHALLAGUNDLAPas encore d'évaluation
- Experimental Analysis of Fluidized Bed Freeze DryingDocument7 pagesExperimental Analysis of Fluidized Bed Freeze DryingMohamadMostafaviPas encore d'évaluation
- Rocky Mountain Salvage and Equipment FCC Tool Kit Module #1 FCCU Regenerator Heat Balance CalculationsDocument6 pagesRocky Mountain Salvage and Equipment FCC Tool Kit Module #1 FCCU Regenerator Heat Balance CalculationsSandeep KumarPas encore d'évaluation
- PDC Lab Manual - Edited-1 PDFDocument55 pagesPDC Lab Manual - Edited-1 PDFArjun SankarPas encore d'évaluation
- Nova Curva Exaustor UGMDocument1 pageNova Curva Exaustor UGMbarrosojmsPas encore d'évaluation
- Croqui Exaustor 7500 m3hDocument1 pageCroqui Exaustor 7500 m3hbarrosojmsPas encore d'évaluation
- Welcome To Our Factory2Document21 pagesWelcome To Our Factory2barrosojmsPas encore d'évaluation
- Manual BotoeiraDocument2 pagesManual BotoeirabarrosojmsPas encore d'évaluation
- Roller Grate 4Document81 pagesRoller Grate 4barrosojmsPas encore d'évaluation
- Curva Torque ExaustorDocument1 pageCurva Torque ExaustorbarrosojmsPas encore d'évaluation
- Power Plant Simulator Designer PresentationDocument31 pagesPower Plant Simulator Designer Presentationarjmandquest100% (1)
- Fan Selection Project Quote Centrix Temp 1 02/05/2018Document1 pageFan Selection Project Quote Centrix Temp 1 02/05/2018barrosojmsPas encore d'évaluation
- JMS Com. e Ind. de Equipamentos Ltda.: Gas PropertiesDocument1 pageJMS Com. e Ind. de Equipamentos Ltda.: Gas PropertiesbarrosojmsPas encore d'évaluation
- Croqui Exaustor JoelsonDocument1 pageCroqui Exaustor JoelsonbarrosojmsPas encore d'évaluation
- Croqui ExaustorDocument1 pageCroqui ExaustorbarrosojmsPas encore d'évaluation
- Croqui Exaustor 7500 m3hDocument1 pageCroqui Exaustor 7500 m3hbarrosojmsPas encore d'évaluation
- Reverse Acting Grate Com Orientações 2Document9 pagesReverse Acting Grate Com Orientações 2barrosojmsPas encore d'évaluation
- Appendix 6 - Process OverviewDocument43 pagesAppendix 6 - Process OverviewkashificetPas encore d'évaluation
- Vibration Pads For Mixer - 10 PCS.: A + B + C - Glue On Top of Each OtherDocument1 pageVibration Pads For Mixer - 10 PCS.: A + B + C - Glue On Top of Each OtherbarrosojmsPas encore d'évaluation
- Suporte Comando ElevadorDocument1 pageSuporte Comando ElevadorbarrosojmsPas encore d'évaluation
- An Introduction to Acoustics: Wave Equation, Speed of Sound, and Acoustic EnergyDocument373 pagesAn Introduction to Acoustics: Wave Equation, Speed of Sound, and Acoustic EnergyBarışcan KaraosmanoğluPas encore d'évaluation
- Croqui Exaustor 7500 m3hDocument1 pageCroqui Exaustor 7500 m3hbarrosojmsPas encore d'évaluation
- Aas-114 FeaturesDocument2 pagesAas-114 FeaturesbarrosojmsPas encore d'évaluation
- 3 Vertial Oil Gas Steam Boiler Installation Operation ManualDocument26 pages3 Vertial Oil Gas Steam Boiler Installation Operation Manualfauzi endraPas encore d'évaluation
- The New Hot Stove Technology by NSENGIDocument11 pagesThe New Hot Stove Technology by NSENGIsmelt_928471401Pas encore d'évaluation
- Fuji Gas AnalyzersDocument19 pagesFuji Gas AnalyzersKarunakar SiluveruPas encore d'évaluation
- Boiler TypesDocument9 pagesBoiler TypesDevidutta PandaPas encore d'évaluation
- China DLT5047 1995Document170 pagesChina DLT5047 1995Ansar LolitPas encore d'évaluation
- Q A BoilerDocument19 pagesQ A Boilerlavpandey8719Pas encore d'évaluation
- UNIT 3 NotesDocument20 pagesUNIT 3 NotesTrupti NandikolmathPas encore d'évaluation
- Introduction To Boiler: Fire Tube BoilersDocument34 pagesIntroduction To Boiler: Fire Tube BoilersSandhya NaveenPas encore d'évaluation
- Electric Arc Furnace Fume Control ConceptsDocument5 pagesElectric Arc Furnace Fume Control ConceptsAshutosh SinghPas encore d'évaluation
- Tecnored Process - High Potential in Using Different Kinds of Solid FuelsDocument5 pagesTecnored Process - High Potential in Using Different Kinds of Solid FuelsRogerio CannoniPas encore d'évaluation
- Large Steam GeneratorDocument12 pagesLarge Steam GeneratorChe AguilarPas encore d'évaluation
- Meta CopperDocument20 pagesMeta Copper789rahulPas encore d'évaluation
- 6562 DuelfuelDocument2 pages6562 DuelfuelAnonymous NUn6MESx100% (3)
- 60 Ton Per HR Advance Empire Boiler Operation ManualDocument15 pages60 Ton Per HR Advance Empire Boiler Operation Manualrozg788152100% (1)
- Tus & SatDocument30 pagesTus & SatMadhubalan100% (1)
- Performance Analysis For Glass Furnace R PDFDocument8 pagesPerformance Analysis For Glass Furnace R PDFasitchawlaPas encore d'évaluation
- Control System and Instrumented Protective Functions For Fired Equipment - System For An Automatically-Started, Forced Draught, Multi-Burner Furnace or Boiler (S 24.030 or S 24.034)Document42 pagesControl System and Instrumented Protective Functions For Fired Equipment - System For An Automatically-Started, Forced Draught, Multi-Burner Furnace or Boiler (S 24.030 or S 24.034)harirhamPas encore d'évaluation
- Modification of Gas Fired Bogie Hearth Furnace Proforma InvoiceDocument2 pagesModification of Gas Fired Bogie Hearth Furnace Proforma InvoicerickyPas encore d'évaluation
- Detailed Project Report: Integrted Grain Based DistilleryDocument53 pagesDetailed Project Report: Integrted Grain Based DistilleryAditi AgarwalPas encore d'évaluation
- November 24, 2015 Central Wisconsin ShopperDocument20 pagesNovember 24, 2015 Central Wisconsin ShoppercwmediaPas encore d'évaluation
- Energy Audit On Ships: Audit of Marine BoilerDocument15 pagesEnergy Audit On Ships: Audit of Marine BoilerThusitha DalpathaduPas encore d'évaluation
- Heat Treatment: Eurotherm Flexible SolutionsDocument16 pagesHeat Treatment: Eurotherm Flexible SolutionsDarshan SunnyPas encore d'évaluation
- 50 Point ChecklistDocument4 pages50 Point ChecklistnitharsunPas encore d'évaluation
- Oil Fired Igniters, Pilots and Oil Guns For Power Plants and Utility BoilersDocument8 pagesOil Fired Igniters, Pilots and Oil Guns For Power Plants and Utility BoilersRajesh SirsathPas encore d'évaluation
- Thermax B2B Solutions for Efficiency and SustainabilityDocument28 pagesThermax B2B Solutions for Efficiency and SustainabilityGoanengineerPas encore d'évaluation
- Shaft Furnace Technology: For Scrap and Waste RoutesDocument6 pagesShaft Furnace Technology: For Scrap and Waste RoutesernandesrizzoPas encore d'évaluation
- Optimum Heat Exchanger Network Online Cleaning Schedule For Crude Distillation Unit 24 Pages PDFDocument24 pagesOptimum Heat Exchanger Network Online Cleaning Schedule For Crude Distillation Unit 24 Pages PDFKongWeiHernPas encore d'évaluation
- BTS-2000 Testing Standard: Hydronics Institute Division of Ahri 35 Russo PlaceDocument43 pagesBTS-2000 Testing Standard: Hydronics Institute Division of Ahri 35 Russo PlaceEslam ElsayedPas encore d'évaluation
- 4.furnaces: What Is A Furnace?Document36 pages4.furnaces: What Is A Furnace?aravind grandhiPas encore d'évaluation
- Eclipse Product GuideDocument20 pagesEclipse Product Guidemarius_brkt6284100% (2)
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideD'EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideÉvaluation : 2 sur 5 étoiles2/5 (1)
- Fire in the Night: The Piper Alpha DisasterD'EverandFire in the Night: The Piper Alpha DisasterÉvaluation : 4.5 sur 5 étoiles4.5/5 (5)
- Asset Integrity Management for Offshore and Onshore StructuresD'EverandAsset Integrity Management for Offshore and Onshore StructuresPas encore d'évaluation
- Flow Analysis for Hydrocarbon Pipeline EngineeringD'EverandFlow Analysis for Hydrocarbon Pipeline EngineeringPas encore d'évaluation
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryD'EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryPas encore d'évaluation
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionD'EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionÉvaluation : 4.5 sur 5 étoiles4.5/5 (16)
- Industrial Piping and Equipment Estimating ManualD'EverandIndustrial Piping and Equipment Estimating ManualÉvaluation : 5 sur 5 étoiles5/5 (7)
- Pipeline Integrity: Management and Risk EvaluationD'EverandPipeline Integrity: Management and Risk EvaluationÉvaluation : 4.5 sur 5 étoiles4.5/5 (6)
- Well Control for Completions and InterventionsD'EverandWell Control for Completions and InterventionsÉvaluation : 4 sur 5 étoiles4/5 (10)
- Pocket Guide to Flanges, Fittings, and Piping DataD'EverandPocket Guide to Flanges, Fittings, and Piping DataÉvaluation : 3.5 sur 5 étoiles3.5/5 (22)
- Risk Management in the Oil and Gas Industry: Offshore and Onshore Concepts and Case StudiesD'EverandRisk Management in the Oil and Gas Industry: Offshore and Onshore Concepts and Case StudiesPas encore d'évaluation
- Black Gold Stranglehold: The Myth of Scarcity and the Politics of OilD'EverandBlack Gold Stranglehold: The Myth of Scarcity and the Politics of OilPas encore d'évaluation
- Deepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationD'EverandDeepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Hydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisD'EverandHydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisPas encore d'évaluation
- Practical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsD'EverandPractical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesD'EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesÉvaluation : 4 sur 5 étoiles4/5 (2)
- Oil & Gas Design Engineering Guide Book: Useful Practices and Equipment & SystemsD'EverandOil & Gas Design Engineering Guide Book: Useful Practices and Equipment & SystemsPas encore d'évaluation
- Subsea Valves and Actuators for the Oil and Gas IndustryD'EverandSubsea Valves and Actuators for the Oil and Gas IndustryÉvaluation : 5 sur 5 étoiles5/5 (1)
- Petroleum Rock Mechanics: Drilling Operations and Well DesignD'EverandPetroleum Rock Mechanics: Drilling Operations and Well DesignÉvaluation : 5 sur 5 étoiles5/5 (1)
- Compression Machinery for Oil and GasD'EverandCompression Machinery for Oil and GasKlaus BrunÉvaluation : 4 sur 5 étoiles4/5 (4)