Vous aimerez peut-être aussi
- Durability Design of Concrete Structures: Phenomena, Modeling, and PracticeD'EverandDurability Design of Concrete Structures: Phenomena, Modeling, and PracticePas encore d'évaluation
- A159-83 R11 Automotive Gray Iron CastingsDocument5 pagesA159-83 R11 Automotive Gray Iron CastingsAnand KumarPas encore d'évaluation
- Automotive Gray Iron Castings: Standard Specification ForDocument5 pagesAutomotive Gray Iron Castings: Standard Specification ForJosé Ramón GutierrezPas encore d'évaluation
- Automotive Gray Iron Castings: Standard Specification ForDocument5 pagesAutomotive Gray Iron Castings: Standard Specification Foralucard375Pas encore d'évaluation
- A 159 - 83 (2015)Document5 pagesA 159 - 83 (2015)phaindikaPas encore d'évaluation
- Centrifugally Cast White Iron/Gray Iron Dual Metal Abrasion-Resistant Roll ShellsDocument2 pagesCentrifugally Cast White Iron/Gray Iron Dual Metal Abrasion-Resistant Roll ShellsGustavo SuarezPas encore d'évaluation
- General Requirements For Copper Alloy CastingsDocument6 pagesGeneral Requirements For Copper Alloy CastingsLC Chong100% (1)
- Standard Specification For Copper, Bus Bar, Rod, and Shapes and General Purpose Rod, Bar, and Shapes ASTM B187 - B187M - 11Document8 pagesStandard Specification For Copper, Bus Bar, Rod, and Shapes and General Purpose Rod, Bar, and Shapes ASTM B187 - B187M - 11Mauricio Leyton OtarolaPas encore d'évaluation
- A 897 - A 897M - 03 Qtg5ny9bodk3tq - PDFDocument8 pagesA 897 - A 897M - 03 Qtg5ny9bodk3tq - PDFMung Duong XuanPas encore d'évaluation
- B139B139MDocument5 pagesB139B139MsivaPas encore d'évaluation
- Astm B 209 AluminioDocument33 pagesAstm B 209 AluminioMajo BárcenasPas encore d'évaluation
- A 897 - 90 R97 Qtg5ny05mfi5nw - PDFDocument7 pagesA 897 - 90 R97 Qtg5ny05mfi5nw - PDFMung Duong XuanPas encore d'évaluation
- Precast Reinforced Concrete Manhole Sections: Standard Specification ForDocument10 pagesPrecast Reinforced Concrete Manhole Sections: Standard Specification ForUmer FarooqPas encore d'évaluation
- General Requirements For Copper Alloy CastingsDocument6 pagesGeneral Requirements For Copper Alloy CastingsLC ChongPas encore d'évaluation
- Astm A 449Document7 pagesAstm A 449Sasan AbbasiPas encore d'évaluation
- ASTM A842 - Corpo de Prova OmegaDocument4 pagesASTM A842 - Corpo de Prova OmegaFabiano MonteiroPas encore d'évaluation
- Is 4759 - 2006 - Hot-Dip Zinc Coatings On Structural Steel and Other Allied ProductsDocument9 pagesIs 4759 - 2006 - Hot-Dip Zinc Coatings On Structural Steel and Other Allied ProductsabhibmanePas encore d'évaluation
- A 928 - A 928M - 04 Qtkyoc9boti4tqDocument6 pagesA 928 - A 928M - 04 Qtkyoc9boti4tqsachinguptachdPas encore d'évaluation
- Cartridge Brass Sheet, Strip, Plate, Bar, and Disks (Blanks)Document10 pagesCartridge Brass Sheet, Strip, Plate, Bar, and Disks (Blanks)luis_may22Pas encore d'évaluation
- Astm b650 Proceso de PlatingDocument5 pagesAstm b650 Proceso de PlatingALEXANDRA TALAMANTESPas encore d'évaluation
- Astm A319.370238-1Document2 pagesAstm A319.370238-1Fabio Augusto Hincapie Henao100% (1)
- Astm b209 06Document29 pagesAstm b209 06wanggaPas encore d'évaluation
- C90Document5 pagesC90Rufo CascoPas encore d'évaluation
- Cartridge Brass Sheet, Strip, Plate, Bar, and Disks (Blanks)Document5 pagesCartridge Brass Sheet, Strip, Plate, Bar, and Disks (Blanks)LUISALBERTO06011985Pas encore d'évaluation
- Astm A48Document5 pagesAstm A48jemorpePas encore d'évaluation
- Is 2004Document7 pagesIs 2004raghav248Pas encore d'évaluation
- OPSS 950 - Changes From SSP999S02Document16 pagesOPSS 950 - Changes From SSP999S02SANNIDHI IndiaPas encore d'évaluation
- Astm B633 98Document5 pagesAstm B633 98onkar290967% (3)
- A 159 - 83 R93 Qte1os04m1i5mwDocument5 pagesA 159 - 83 R93 Qte1os04m1i5mwfekihassanPas encore d'évaluation
- A 159 - 83 R93 Qte1os04m1i5mw - PDFDocument5 pagesA 159 - 83 R93 Qte1os04m1i5mw - PDFfekihassanPas encore d'évaluation
- Astm F568MDocument8 pagesAstm F568MKAROL100% (1)
- Is 2004Document7 pagesIs 2004shanrama100% (1)
- Steel Sheet, Metallic Coated and Polymer Precoated For Corrugated Steel PipeDocument4 pagesSteel Sheet, Metallic Coated and Polymer Precoated For Corrugated Steel PipeGustavo SuarezPas encore d'évaluation
- B432Document6 pagesB432Cesar Augusto Vinasco MartinezPas encore d'évaluation
- MIL-C-7438 Core Material Aluminum For Sandwich Construction Rev GDocument30 pagesMIL-C-7438 Core Material Aluminum For Sandwich Construction Rev GJayaram PothnisPas encore d'évaluation
- C 1047 - 99 QzewndcDocument3 pagesC 1047 - 99 QzewndcGarcia ManuelPas encore d'évaluation
- Mil A 46099CDocument17 pagesMil A 46099CAndrewScotsonPas encore d'évaluation
- Aashto M-180 PDFDocument11 pagesAashto M-180 PDF48181Pas encore d'évaluation
- A48Document6 pagesA48Luis Fernando LaverdePas encore d'évaluation
- Steel Fiber Reinforced Concrete Culvert, Storm Drain, and Sewer PipeDocument6 pagesSteel Fiber Reinforced Concrete Culvert, Storm Drain, and Sewer PipeEligio Antonio CerdaPas encore d'évaluation
- B16B16M-10 (2015) Standard Specification For Free-Cutting Brass Rod, Bar and Shapes For Use in Screw Machines PDFDocument5 pagesB16B16M-10 (2015) Standard Specification For Free-Cutting Brass Rod, Bar and Shapes For Use in Screw Machines PDFislamakthamPas encore d'évaluation
- Austempered Ductile Iron Castings: Standard Specification ForDocument8 pagesAustempered Ductile Iron Castings: Standard Specification ForJosé Ramón GutierrezPas encore d'évaluation
- A 48 Gray Iron CastingsDocument5 pagesA 48 Gray Iron Castingswasatiah05Pas encore d'évaluation
- Cartridge Brass Sheet, Strip, Plate, Bar, and Disks (Blanks)Document10 pagesCartridge Brass Sheet, Strip, Plate, Bar, and Disks (Blanks)Fierro Huerta Guillermo IsraelPas encore d'évaluation
- Astm B124-1996Document10 pagesAstm B124-1996Thongchai AtinaruemitPas encore d'évaluation
- Astm C76MDocument11 pagesAstm C76MPedro Henrry Marza ColquePas encore d'évaluation
- Astm A36-04Document4 pagesAstm A36-04dai.nhPas encore d'évaluation
- UNI 11037 - Steel Fibers For ConcreteDocument9 pagesUNI 11037 - Steel Fibers For ConcreteJoaquín Indacochea BeltránPas encore d'évaluation
- Astm B650Document5 pagesAstm B650Richard Wilson0% (1)
- 7Ltwmkm - M: !V7T&TmDocument13 pages7Ltwmkm - M: !V7T&TmAshutosh RawatPas encore d'évaluation
- Astm A159-83-2001Document5 pagesAstm A159-83-2001NadhiraPas encore d'évaluation
- B370Document4 pagesB370phuongqcPas encore d'évaluation
- Is 513 PDFDocument13 pagesIs 513 PDFManeesh Bangale100% (5)
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingD'EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingPas encore d'évaluation
- Reinforced Concrete Buildings: Behavior and DesignD'EverandReinforced Concrete Buildings: Behavior and DesignÉvaluation : 5 sur 5 étoiles5/5 (1)
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyD'EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyPas encore d'évaluation
- Civil Engineering Structures According to the Eurocodes: Inspection and MaintenanceD'EverandCivil Engineering Structures According to the Eurocodes: Inspection and MaintenancePas encore d'évaluation
- Structural Concrete: Materials; Mix Design; Plain, Reinforced and Prestressed Concrete; Design TablesD'EverandStructural Concrete: Materials; Mix Design; Plain, Reinforced and Prestressed Concrete; Design TablesÉvaluation : 3.5 sur 5 étoiles3.5/5 (13)
- Dimensioning CabinetDocument3 pagesDimensioning CabinetGerman FavelaPas encore d'évaluation
- Welding Machine Calibration ProcedureDocument10 pagesWelding Machine Calibration ProcedureGerman Favela0% (1)
- SSPC SP 17Document8 pagesSSPC SP 17German Favela100% (3)
- Ductile-Iron Compact Fittings For Water Service: AWWA StandardDocument48 pagesDuctile-Iron Compact Fittings For Water Service: AWWA StandardGerman FavelaPas encore d'évaluation
- Brochure Fc101Document16 pagesBrochure Fc101German Favela100% (1)
- Iti (Cbema) Curve Application NoteDocument3 pagesIti (Cbema) Curve Application NoteGerman FavelaPas encore d'évaluation
- Pressure Vessel Plates, Carbon Steel, For Moderate-And Lower-Temperature ServiceDocument4 pagesPressure Vessel Plates, Carbon Steel, For Moderate-And Lower-Temperature ServiceGerman FavelaPas encore d'évaluation
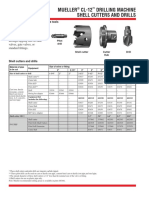
- CL-12 Shell CuttersDocument1 pageCL-12 Shell CuttersGerman FavelaPas encore d'évaluation
- Link Belt RTC 8075 SpecificationsDocument22 pagesLink Belt RTC 8075 SpecificationsGerman Favela100% (1)
- Aws WJ 201409Document166 pagesAws WJ 201409German Favela100% (2)
- Review AluminaDocument6 pagesReview AluminaJoão CovelloPas encore d'évaluation
- Al Si 7 MG 03Document2 pagesAl Si 7 MG 03CSayanavaramPas encore d'évaluation
- Cost Index For ManufacturingDocument6 pagesCost Index For ManufacturingSari OctavianiPas encore d'évaluation
- En 758 PDFDocument2 pagesEn 758 PDFdanghpPas encore d'évaluation
- Kaolin Densities PDFDocument4 pagesKaolin Densities PDFalenocitoPas encore d'évaluation
- Welding of Cast IronDocument12 pagesWelding of Cast IronwalitedisonPas encore d'évaluation
- Outokumpu Stainless Steel Wall ChartDocument1 pageOutokumpu Stainless Steel Wall ChartSrikanth SrikantiPas encore d'évaluation
- Welding Electrodes ExplainedDocument6 pagesWelding Electrodes ExplainedOwais SialPas encore d'évaluation
- Bohler Welding Thermalpower - ENGDocument24 pagesBohler Welding Thermalpower - ENGghostinshellPas encore d'évaluation
- 33 CHM5 Question Paper JAN03Document12 pages33 CHM5 Question Paper JAN03Susan FarhangPas encore d'évaluation
- Podiform Chromite PDFDocument3 pagesPodiform Chromite PDFBonjovi VerdejoPas encore d'évaluation
- NiobiumDocument15 pagesNiobiumAdi TriyonoPas encore d'évaluation
- Fire ClayDocument6 pagesFire ClayAndi NoraPas encore d'évaluation
- Salem Product CatalogueDocument6 pagesSalem Product Cataloguedramilt0% (1)
- Perovskite Editorial Tribute To R. H. MitchellDocument5 pagesPerovskite Editorial Tribute To R. H. MitchellreoloxPas encore d'évaluation
- A507Document4 pagesA507Shakeel Ahmed100% (1)
- F468Document11 pagesF468nksonia100% (1)
- Atlas of Fatigue CurvesDocument534 pagesAtlas of Fatigue CurvesCristiana Costa100% (1)
- Stress Corrosion Cracking - A Caustic ExperienceDocument3 pagesStress Corrosion Cracking - A Caustic Experienceramadoss_alwar7307Pas encore d'évaluation
- The Consortium Cataclysm Shuffler - Instructions Found Here (Clicky)Document13 pagesThe Consortium Cataclysm Shuffler - Instructions Found Here (Clicky)iPikselPas encore d'évaluation
- Atomic Packing Factor - Wikipedia, The Free EncyclopediaDocument3 pagesAtomic Packing Factor - Wikipedia, The Free EncyclopediaVarunGuptaPas encore d'évaluation
- Roger Mustard - Geology Timbarra PDFDocument4 pagesRoger Mustard - Geology Timbarra PDFVladislavDultsevPas encore d'évaluation
- Poster of Unconstrained Cylindrical Bending Die - Spring Back - Hani Aziz AmeenDocument1 pagePoster of Unconstrained Cylindrical Bending Die - Spring Back - Hani Aziz AmeenHani Aziz AmeenPas encore d'évaluation
- Heat Trearment SHSHDocument21 pagesHeat Trearment SHSHGanesh MandpePas encore d'évaluation
- Evolution of Microstructural Banding During The Manufacturing Process of Dual Phase SteelsDocument3 pagesEvolution of Microstructural Banding During The Manufacturing Process of Dual Phase SteelsWazir Shah KazmiPas encore d'évaluation
- Influence MN S Properties Cast IronDocument14 pagesInfluence MN S Properties Cast Ironvivek1312Pas encore d'évaluation
- Apro Introduction 2015Document20 pagesApro Introduction 2015urtzilegorburuPas encore d'évaluation
- Geologija KnjigaDocument3 pagesGeologija KnjigaluktopodPas encore d'évaluation
- Is 8811 1998Document11 pagesIs 8811 1998kannankriv33% (3)