Vous aimerez peut-être aussi
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Aerial Yoga Manual 2018 Third Edition ADocument156 pagesAerial Yoga Manual 2018 Third Edition Atito1628100% (8)
- Aerial Yoga Manual 2018 Third Edition ADocument156 pagesAerial Yoga Manual 2018 Third Edition Atito1628100% (8)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Information Security NotesDocument217 pagesInformation Security NotesAbhinav Dixit100% (6)
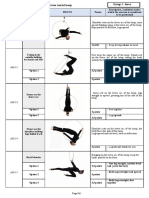
- Appendix 1 Compulsory Exercises Aerial Silk Eng 2018Document23 pagesAppendix 1 Compulsory Exercises Aerial Silk Eng 2018tito1628100% (6)
- The Aerial Sling Manual: Prev Iew Prev IewDocument13 pagesThe Aerial Sling Manual: Prev Iew Prev Iewtito1628100% (1)
- Technical Guide Change ControlDocument42 pagesTechnical Guide Change Controltito1628Pas encore d'évaluation
- Fundamentals of An Environmental Monitoring ProgramDocument71 pagesFundamentals of An Environmental Monitoring Programtito1628Pas encore d'évaluation
- SAP Punch & Bend Raw Material PricingDocument14 pagesSAP Punch & Bend Raw Material PricingSatyanarayana MurthyPas encore d'évaluation
- The Formalized Risk Assessment For Excipients - GenialDocument22 pagesThe Formalized Risk Assessment For Excipients - Genialtito1628Pas encore d'évaluation
- Risk Management ManualDocument16 pagesRisk Management ManualAhmed Mahran100% (2)
- Appendix 2 Compulsory Exercises Aerial Hoop 2018 EngDocument28 pagesAppendix 2 Compulsory Exercises Aerial Hoop 2018 Engtito1628100% (1)
- Nicoll Highway CaseDocument3 pagesNicoll Highway CaseBlanca Aguirre67% (3)
- Overview of Enterprise Risk ManagementDocument64 pagesOverview of Enterprise Risk ManagementUsman HamidPas encore d'évaluation
- Alberto Villoldo Book PDFDocument120 pagesAlberto Villoldo Book PDFtito1628100% (3)
- Oss 301Document60 pagesOss 301Bassem BalghouthiPas encore d'évaluation
- Fire Safety Green BuildingsDocument162 pagesFire Safety Green Buildingsferdi1974100% (1)
- NSTP1 MODULE 3 Disaster Awareness Preparedness and ManagementDocument16 pagesNSTP1 MODULE 3 Disaster Awareness Preparedness and Managementrenz dave100% (2)
- Implementing Process Assessment Model of PDFDocument11 pagesImplementing Process Assessment Model of PDFBambangPas encore d'évaluation
- PD 7974-7-2019Document52 pagesPD 7974-7-2019Andre0% (1)
- Company - Business Form: Business System Management Review TemplateDocument12 pagesCompany - Business Form: Business System Management Review Templatetito1628Pas encore d'évaluation
- Online OgilvieDocument7 pagesOnline Ogilvietito1628Pas encore d'évaluation
- A Historical View of Human Resource ManagementDocument12 pagesA Historical View of Human Resource Managementtito1628Pas encore d'évaluation
- Paper Fitness ClubDocument6 pagesPaper Fitness Clubtito1628Pas encore d'évaluation
- Subgroup Discussion PaperDocument368 pagesSubgroup Discussion PaperarkeiosPas encore d'évaluation
- Banking & Insurance ManagementDocument2 pagesBanking & Insurance ManagementVishal Mandowara100% (1)
- Regulatory Perspective - Yukio HiyamaDocument32 pagesRegulatory Perspective - Yukio Hiyamasksingh82Pas encore d'évaluation
- Disaster Risk Reduction and ManagementDocument7 pagesDisaster Risk Reduction and ManagementLordYvo OctavianoPas encore d'évaluation
- Peak Ground Acceleration - Wikipedia, The Free EncyclopediaDocument8 pagesPeak Ground Acceleration - Wikipedia, The Free EncyclopediaThiha KyawPas encore d'évaluation
- Republic Act 10611Document57 pagesRepublic Act 10611Mark Jayson Y. VillanuevaPas encore d'évaluation
- Risk Management - Unit 1Document20 pagesRisk Management - Unit 1Mohammad Moazzam HussainPas encore d'évaluation
- 2013-f30Mdq-ADPC-RCC MDRD Tool KitDocument192 pages2013-f30Mdq-ADPC-RCC MDRD Tool KitMHD CONTACTTRACINGPas encore d'évaluation
- The Self-Inspections (Internal Audits) Process As A Part of The Pharmaceutical Quality System: Formation of A Risk-Based Approach To Internal Audits PlanningDocument13 pagesThe Self-Inspections (Internal Audits) Process As A Part of The Pharmaceutical Quality System: Formation of A Risk-Based Approach To Internal Audits PlanningSabrina JonesPas encore d'évaluation
- CGRC Ultimate Guide RBDocument15 pagesCGRC Ultimate Guide RBWilliam OgahPas encore d'évaluation
- Report Cover Page: ACERA ProjectDocument52 pagesReport Cover Page: ACERA ProjectSALAH HELLARAPas encore d'évaluation
- MLCF Annual Report 2014Document169 pagesMLCF Annual Report 2014M Umar FarooqPas encore d'évaluation
- Cyber Security Risk Assessment For SCADA and DCS Networks: Isa Transactions November 2007Document13 pagesCyber Security Risk Assessment For SCADA and DCS Networks: Isa Transactions November 2007tevexin998Pas encore d'évaluation
- 2022 Experienced Practitioner Assessment Guide OverseasDocument13 pages2022 Experienced Practitioner Assessment Guide OverseasAnamika BhandariPas encore d'évaluation
- Assessment of Project Management Practices in Case of Bank of Abyssinia PMO IT ProjectsDocument61 pagesAssessment of Project Management Practices in Case of Bank of Abyssinia PMO IT Projectsdagmawi konjitPas encore d'évaluation
- Nepal Auditing Practice StatementsDocument94 pagesNepal Auditing Practice StatementsSuneelPas encore d'évaluation
- Content and Context: Understanding The Complexities of Human Behaviour in Ship OperationDocument11 pagesContent and Context: Understanding The Complexities of Human Behaviour in Ship OperationBirender TamsoyPas encore d'évaluation
- Risks and Risk Management Insurance Life Insurance Need and Analysis Analysis of An Insurance Policy Agent Regulation Claims HandlingDocument89 pagesRisks and Risk Management Insurance Life Insurance Need and Analysis Analysis of An Insurance Policy Agent Regulation Claims HandlingShweta ShrivastavaPas encore d'évaluation
- Study Notes The Building Blocks of Risk ManagementDocument19 pagesStudy Notes The Building Blocks of Risk Managementalok kundaliaPas encore d'évaluation
- Integrated Risk Management FrameworkDocument23 pagesIntegrated Risk Management FrameworkRaja AzizPas encore d'évaluation