Vous aimerez peut-être aussi
- Structural Steel Design to Eurocode 3 and AISC SpecificationsD'EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsPas encore d'évaluation
- Tank Heat LossDocument25 pagesTank Heat Lossdanmaltais100% (3)
- Thermo-hydrodynamic Lubrication in Hydrodynamic BearingsD'EverandThermo-hydrodynamic Lubrication in Hydrodynamic BearingsPas encore d'évaluation
- VD-SRU-V-004-100-Rev ADocument51 pagesVD-SRU-V-004-100-Rev ASYedZYnAlePas encore d'évaluation
- Internal Combustion Engine Bearings Lubrication in Hydrodynamic BearingsD'EverandInternal Combustion Engine Bearings Lubrication in Hydrodynamic BearingsPas encore d'évaluation
- Tanks CP System CalculationDocument1 pageTanks CP System CalculationkakoullisgPas encore d'évaluation
- Materials Data for Cyclic Loading: Low-Alloy SteelsD'EverandMaterials Data for Cyclic Loading: Low-Alloy SteelsÉvaluation : 5 sur 5 étoiles5/5 (2)
- Section 5.4 Shell-And-tube Heat Exchanger - CorrectedDocument17 pagesSection 5.4 Shell-And-tube Heat Exchanger - CorrectedPerumalSamyPas encore d'évaluation
- Process Intensification for Sustainable Energy ConversionD'EverandProcess Intensification for Sustainable Energy ConversionPas encore d'évaluation
- DIN 2093 2006-03 eDocument18 pagesDIN 2093 2006-03 eLuis Testa100% (1)
- Case Studies in Mechanical Engineering: Decision Making, Thermodynamics, Fluid Mechanics and Heat TransferD'EverandCase Studies in Mechanical Engineering: Decision Making, Thermodynamics, Fluid Mechanics and Heat TransferÉvaluation : 5 sur 5 étoiles5/5 (2)
- Inputs From Client: 1. bfp132401 1 0 (G.A. Drawing For SWS Gas KO Drum)Document3 pagesInputs From Client: 1. bfp132401 1 0 (G.A. Drawing For SWS Gas KO Drum)SIVAPas encore d'évaluation
- Circulating Fluidized Bed Boilers: Design and OperationsD'EverandCirculating Fluidized Bed Boilers: Design and OperationsÉvaluation : 4.5 sur 5 étoiles4.5/5 (6)
- Chapter 1Document7 pagesChapter 1Surbhi BaliPas encore d'évaluation
- Ageing and Life Extension of Offshore Structures: The Challenge of Managing Structural IntegrityD'EverandAgeing and Life Extension of Offshore Structures: The Challenge of Managing Structural IntegrityPas encore d'évaluation
- Badarpur Thermal Power SatationDocument132 pagesBadarpur Thermal Power Satationdiwakar_npti100% (2)
- MIT 2.810 Casting Cooling CalculationsDocument6 pagesMIT 2.810 Casting Cooling CalculationsYassineZklPas encore d'évaluation
- Sustainable Energy Conversion for Electricity and Coproducts: Principles, Technologies, and EquipmentD'EverandSustainable Energy Conversion for Electricity and Coproducts: Principles, Technologies, and EquipmentPas encore d'évaluation
- Mid Sem Solution ADocument4 pagesMid Sem Solution ATilakraj BaghelPas encore d'évaluation
- How To Design Concrete Structures Using Eurocode 2 - (3) SlabsDocument8 pagesHow To Design Concrete Structures Using Eurocode 2 - (3) Slabsbobbytirona566100% (1)
- (Sem. Vi) Theory Examination 2013-14: PAPER ID:151603Document2 pages(Sem. Vi) Theory Examination 2013-14: PAPER ID:151603Sarvesh KumarPas encore d'évaluation
- Design Calculations For Pressure VesselsDocument54 pagesDesign Calculations For Pressure VesselsEdgar A. Arredondo QuirozPas encore d'évaluation
- 3 Asprion, 2010Document8 pages3 Asprion, 2010Eládio R Moura AraujoPas encore d'évaluation
- PT. (PERSERO) Bill of Quantity for 5 Tube BundlesDocument3 pagesPT. (PERSERO) Bill of Quantity for 5 Tube BundlesmoddysPas encore d'évaluation
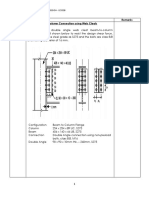
- Beam-Column Using Double Angle CleatDocument7 pagesBeam-Column Using Double Angle CleatNur Syahira100% (1)
- Enm200 - Subsurface: Faculty: School: CourseDocument10 pagesEnm200 - Subsurface: Faculty: School: Courseqwertyyyy1111100% (1)
- Heat ExchangersDocument14 pagesHeat ExchangersPrateek JainPas encore d'évaluation
- Chromium Coated Piston Head Liner RingDocument56 pagesChromium Coated Piston Head Liner RingtechfiPas encore d'évaluation
- ACUMULADORESDocument18 pagesACUMULADORESJuan GuillermoPas encore d'évaluation
- SBO Series: Diaphragm AccumulatorsDocument0 pageSBO Series: Diaphragm AccumulatorsnfisicaPas encore d'évaluation
- Structural Steel Beam to Column Connection DesignDocument7 pagesStructural Steel Beam to Column Connection DesignWazini D. IzaniPas encore d'évaluation
- Engineering Design OptimizationDocument22 pagesEngineering Design OptimizationcarlofilippinPas encore d'évaluation
- Asna 2531 2006-09 K 2Document7 pagesAsna 2531 2006-09 K 2Speeder JohnPas encore d'évaluation
- UAEU Phthalic Anhydride ProjectDocument78 pagesUAEU Phthalic Anhydride ProjectminumcincauPas encore d'évaluation
- Ist Stage Cooler Process and Mechanical DetailsDocument2 pagesIst Stage Cooler Process and Mechanical DetailsjnmanivannanPas encore d'évaluation
- Investigation and Repair of H (1) - E.R Flange LeakDocument19 pagesInvestigation and Repair of H (1) - E.R Flange LeakriysallPas encore d'évaluation
- DME ProcessDocument5 pagesDME ProcessAndres FragosoPas encore d'évaluation
- B17 RC Detailing To EC2Document69 pagesB17 RC Detailing To EC2Mahmoud Moustafa Elnegihi100% (1)
- ZAU 256 MS 2105 00003 0001 A01 Datasheet For Produced Water Storage Vessel (V 8421)Document6 pagesZAU 256 MS 2105 00003 0001 A01 Datasheet For Produced Water Storage Vessel (V 8421)Vijayaraj KumarPas encore d'évaluation
- IR Grease Pump Catalouge LM2250E-XX-B3-EnDocument4 pagesIR Grease Pump Catalouge LM2250E-XX-B3-Enankit.jhawarPas encore d'évaluation
- Mat101 w12 Hw6 SolutionsDocument8 pagesMat101 w12 Hw6 SolutionsKonark PatelPas encore d'évaluation
- Re Seng ExamDocument7 pagesRe Seng Examweldsv100% (1)
- BladderDocument7 pagesBladderJohnSengsuPas encore d'évaluation
- NDT Fuel Rods Pasca IradiasiDocument12 pagesNDT Fuel Rods Pasca IradiasisigitprasPas encore d'évaluation
- Equations For DesignDocument5 pagesEquations For DesignNikash9112802Pas encore d'évaluation
- Composite Steel DesignDocument33 pagesComposite Steel DesignALABIADESINA100% (1)
- Flat SlabsDocument8 pagesFlat Slabsnahzem100% (1)
- Split stream dearator vessel design calculationsDocument26 pagesSplit stream dearator vessel design calculationsArt G. EnziPas encore d'évaluation
- How to Choose Between Tray and Packed TowersDocument95 pagesHow to Choose Between Tray and Packed TowersGhochapon MongkhonsiriPas encore d'évaluation
- School of Engineering & Physical Sciences Chemical EngineeringDocument7 pagesSchool of Engineering & Physical Sciences Chemical EngineeringTurkan AliyevaPas encore d'évaluation
- App DDocument26 pagesApp DgerardomediavillaepnPas encore d'évaluation
- HP Boiler Blowdown Hex - OPERATINGDocument1 pageHP Boiler Blowdown Hex - OPERATINGMuthuKumar ArunachalamPas encore d'évaluation
- Hitachi Treaded Fittings CatalogueDocument12 pagesHitachi Treaded Fittings CatalogueAljohara AlammarPas encore d'évaluation
- Comparative Study EN 13445 / ASME Section VIII Div. 1 & 2Document48 pagesComparative Study EN 13445 / ASME Section VIII Div. 1 & 2Anand PatelPas encore d'évaluation
- Pressure Vessel ExampleDocument48 pagesPressure Vessel ExamplemohamedPas encore d'évaluation
- Cost Reduction of Cylindrical Steel Oil Storage Tanks: K. Hitti, S. Feghali, A. TahhanDocument7 pagesCost Reduction of Cylindrical Steel Oil Storage Tanks: K. Hitti, S. Feghali, A. TahhanSrikrishnan KrishPas encore d'évaluation
- DP2 Process Design Guidelines With Example Storage Tank DesignDocument4 pagesDP2 Process Design Guidelines With Example Storage Tank DesignNicholasBeresfordPas encore d'évaluation
- Slabs: Designing To Eurocode 2Document8 pagesSlabs: Designing To Eurocode 2way2saleemPas encore d'évaluation
- MIDTERM EXAM HEAT AND SURFACE TREATMENTDocument5 pagesMIDTERM EXAM HEAT AND SURFACE TREATMENTArraafi FadhillahPas encore d'évaluation
- Monte Carlo Method: Lecture Note 12Document19 pagesMonte Carlo Method: Lecture Note 12anasgiPas encore d'évaluation
- Jaeri-M 94-003: Specification of Benchmark ProblemDocument19 pagesJaeri-M 94-003: Specification of Benchmark ProblemanasgiPas encore d'évaluation
- Library Issue Register: Paramount High School & CollegeDocument3 pagesLibrary Issue Register: Paramount High School & CollegeanasgiPas encore d'évaluation
- The End of Cheap UDocument13 pagesThe End of Cheap UanasgiPas encore d'évaluation
- WaterDocument1 pageWateranasgiPas encore d'évaluation
- ACE Play GroupDocument2 pagesACE Play GroupanasgiPas encore d'évaluation
- IPFMDocument192 pagesIPFManasgiPas encore d'évaluation
- 9th Math Ex 16.2Document3 pages9th Math Ex 16.2anasgiPas encore d'évaluation
- G-X Diagram, Shape of PD, Ternary PDDocument45 pagesG-X Diagram, Shape of PD, Ternary PDanasgiPas encore d'évaluation
- Specification For Phase IID Benchmark Pwr-Uo Assembly: Study of Control Rods Effects On Spent Fuel Composition A. BARREAU (CEA, France) J. Gulliford (BNFL, Uk) J.C. Wagner (Ornl, Usa)Document18 pagesSpecification For Phase IID Benchmark Pwr-Uo Assembly: Study of Control Rods Effects On Spent Fuel Composition A. BARREAU (CEA, France) J. Gulliford (BNFL, Uk) J.C. Wagner (Ornl, Usa)anasgiPas encore d'évaluation
- APS Art & Craft Primary Colours BookletDocument39 pagesAPS Art & Craft Primary Colours BookletanasgiPas encore d'évaluation
- 2D Full-Core Calculations of PWR by MC MethodDocument11 pages2D Full-Core Calculations of PWR by MC MethodanasgiPas encore d'évaluation
- Syllabus 1 Term (2013-14) Play Group: Activities: 1) Tracing of LettersDocument2 pagesSyllabus 1 Term (2013-14) Play Group: Activities: 1) Tracing of LettersanasgiPas encore d'évaluation
- Specification of Benchmark Problems: JAERI-Research 96-003Document34 pagesSpecification of Benchmark Problems: JAERI-Research 96-003anasgiPas encore d'évaluation
- Benchmark SpecificationDocument3 pagesBenchmark SpecificationanasgiPas encore d'évaluation
- New Microsoft Office Word DocumentDocument1 pageNew Microsoft Office Word DocumentanasgiPas encore d'évaluation
- Physics of Fusion Power: Lecture 2: Lawson Criterion / Approaches To FusionDocument35 pagesPhysics of Fusion Power: Lecture 2: Lawson Criterion / Approaches To Fusionanasgi100% (1)
- Validation of A BUCAL1 Burnup Code Using MOX Fuel AssemblyDocument11 pagesValidation of A BUCAL1 Burnup Code Using MOX Fuel AssemblyanasgiPas encore d'évaluation
- SEC A - Time allowed: 20 minutesDocument3 pagesSEC A - Time allowed: 20 minutesanasgiPas encore d'évaluation
- Career Coaching Centre: Best of LuckDocument1 pageCareer Coaching Centre: Best of LuckanasgiPas encore d'évaluation
- Wims5 ManualDocument162 pagesWims5 ManualanasgiPas encore d'évaluation
- Education:: Cocuricular ActivitiesDocument1 pageEducation:: Cocuricular ActivitiesanasgiPas encore d'évaluation
- A4 Periodic Table PDFDocument1 pageA4 Periodic Table PDFMaricris ChavezPas encore d'évaluation
- Doe Nuclear Physics and Reactor Theory Volume 2 of 2 Doe-Hdbk-10191-93Document128 pagesDoe Nuclear Physics and Reactor Theory Volume 2 of 2 Doe-Hdbk-10191-93Titer100% (3)
- IRIS Plant Description DocumentDocument197 pagesIRIS Plant Description DocumentanasgiPas encore d'évaluation
- Berkovich EngDocument34 pagesBerkovich Engויליאם סן מרמיגיוסPas encore d'évaluation
- Thorium Fuel UtilizationDocument376 pagesThorium Fuel Utilizationhichameasrary100% (3)
- Nuclear Engineering and Design: Koki Hibi, Kunihiro Itoh, Kazuo Ikeda, Kenji KonashiDocument11 pagesNuclear Engineering and Design: Koki Hibi, Kunihiro Itoh, Kazuo Ikeda, Kenji KonashiWalid BadrPas encore d'évaluation
- NRC BWR ShutdownDocument114 pagesNRC BWR Shutdownat420Pas encore d'évaluation
- Source Term Determination For Vver-440/V230 Reactor Decommissioning by Mcnp5Document15 pagesSource Term Determination For Vver-440/V230 Reactor Decommissioning by Mcnp5farkasgPas encore d'évaluation
- LHGR Estimation For IPWRDocument4 pagesLHGR Estimation For IPWRvgautambarcPas encore d'évaluation
- Presentacionde DubrovnicDocument318 pagesPresentacionde DubrovnicpcfloridoPas encore d'évaluation
- Solution of Some Problems of Set - 2Document2 pagesSolution of Some Problems of Set - 2ammadPas encore d'évaluation
- Spent Fuel Assessment and ResearchDocument126 pagesSpent Fuel Assessment and ResearchEryk Ryzko100% (1)
- TRS435 WebDocument140 pagesTRS435 WebMauricio LongatoPas encore d'évaluation
- The Fundamentals of Structural Integrity and Failure (Construction Materials and Engineering) - Nova Science Publishers, Inc (2020)Document280 pagesThe Fundamentals of Structural Integrity and Failure (Construction Materials and Engineering) - Nova Science Publishers, Inc (2020)Maurício PinheiroPas encore d'évaluation
- Shutdown System in PFBRDocument8 pagesShutdown System in PFBRCuddalore J ShanthakumarPas encore d'évaluation
- ABWRDocument14 pagesABWRBubai111Pas encore d'évaluation
- 1 Aqueous Homogeneous ReactorsDocument584 pages1 Aqueous Homogeneous ReactorsThomas RichPas encore d'évaluation
- Managing Spent FuelDocument192 pagesManaging Spent FuelMichele MarcolinPas encore d'évaluation
- Uranium, Uranium Alloys, and Uranium CompoundsDocument56 pagesUranium, Uranium Alloys, and Uranium CompoundsHoracio AportaPas encore d'évaluation
- Extendet BurnupDocument115 pagesExtendet BurnupAlin NiculescuPas encore d'évaluation
- Orlibj32: The Set of New Libraries of Origen2 Code Based On Jendl-3.2Document20 pagesOrlibj32: The Set of New Libraries of Origen2 Code Based On Jendl-3.2Sanaullah_Meha_3842Pas encore d'évaluation
- Neutron Fluence Calculation Methodology For Reactor Vessel: Non-ProprietaryDocument36 pagesNeutron Fluence Calculation Methodology For Reactor Vessel: Non-ProprietaryelsayedPas encore d'évaluation
- Annals of Nuclear Energy: Amer A. Al Qaaod, Hesham Shahbunder, R.M. Refeat, Esmat A. Amin, S.U. El-KameesyDocument7 pagesAnnals of Nuclear Energy: Amer A. Al Qaaod, Hesham Shahbunder, R.M. Refeat, Esmat A. Amin, S.U. El-KameesyWalid BadrPas encore d'évaluation
- ARC-100 White PaperDocument7 pagesARC-100 White PaperLIAKMANPas encore d'évaluation
- Nuclear Engineering and Design: J. Washington, J. KingDocument14 pagesNuclear Engineering and Design: J. Washington, J. KingWalid BadrPas encore d'évaluation
- EPS GW GL 700 Rev 1 Chapter 4 Section 4 4Document43 pagesEPS GW GL 700 Rev 1 Chapter 4 Section 4 4Irene EspinosaPas encore d'évaluation
- A Study On The Grid-To-rod Fretting Wear-Induced Fuel Failure Observed in The 16X16KOFA FuelDocument7 pagesA Study On The Grid-To-rod Fretting Wear-Induced Fuel Failure Observed in The 16X16KOFA Fuelரா. ராஜ பாண்டிPas encore d'évaluation
- Extended Storage Collaboration Program International Subcommittee ReportDocument132 pagesExtended Storage Collaboration Program International Subcommittee ReportBálint GrPas encore d'évaluation
- V 260Document73 pagesV 260mazaher1Pas encore d'évaluation
- CANDU Reactor Core Transport-Diffusion CouplingDocument11 pagesCANDU Reactor Core Transport-Diffusion Couplinghamkam2003Pas encore d'évaluation
- Reactor Physics Experiment For Advanced Nuclear Reactor System at Kyoto University Critical Assembly (KUCA)Document8 pagesReactor Physics Experiment For Advanced Nuclear Reactor System at Kyoto University Critical Assembly (KUCA)amyounisPas encore d'évaluation
- Failed Fuel Experience Mechanism and ManagementDocument279 pagesFailed Fuel Experience Mechanism and ManagementRajibPas encore d'évaluation
- SuperFuel Thorium, The Green Energy Source For The FutureDocument13 pagesSuperFuel Thorium, The Green Energy Source For The FutureMacmillan Publishers0% (4)
- Process Plant Equipment: Operation, Control, and ReliabilityD'EverandProcess Plant Equipment: Operation, Control, and ReliabilityÉvaluation : 5 sur 5 étoiles5/5 (1)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationD'EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationÉvaluation : 4 sur 5 étoiles4/5 (18)
- Well Control for Completions and InterventionsD'EverandWell Control for Completions and InterventionsÉvaluation : 4 sur 5 étoiles4/5 (10)
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksD'EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksÉvaluation : 5 sur 5 étoiles5/5 (1)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsD'EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsPas encore d'évaluation
- Guidelines for the Management of Change for Process SafetyD'EverandGuidelines for the Management of Change for Process SafetyPas encore d'évaluation
- Chemical Process Safety: Learning from Case HistoriesD'EverandChemical Process Safety: Learning from Case HistoriesÉvaluation : 4 sur 5 étoiles4/5 (14)
- Perfume Engineering: Design, Performance and ClassificationD'EverandPerfume Engineering: Design, Performance and ClassificationÉvaluation : 4 sur 5 étoiles4/5 (5)
- Nuclear Energy in the 21st Century: World Nuclear University PressD'EverandNuclear Energy in the 21st Century: World Nuclear University PressÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentD'EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentPas encore d'évaluation
- Guidelines for Siting and Layout of FacilitiesD'EverandGuidelines for Siting and Layout of FacilitiesPas encore d'évaluation
- Operational Excellence: Journey to Creating Sustainable ValueD'EverandOperational Excellence: Journey to Creating Sustainable ValuePas encore d'évaluation
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersD'EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersPas encore d'évaluation
- Lees' Process Safety Essentials: Hazard Identification, Assessment and ControlD'EverandLees' Process Safety Essentials: Hazard Identification, Assessment and ControlÉvaluation : 4 sur 5 étoiles4/5 (4)
- Guidelines for Engineering Design for Process SafetyD'EverandGuidelines for Engineering Design for Process SafetyPas encore d'évaluation
- Guidelines for Enabling Conditions and Conditional Modifiers in Layer of Protection AnalysisD'EverandGuidelines for Enabling Conditions and Conditional Modifiers in Layer of Protection AnalysisPas encore d'évaluation
- The Long Hangover: Putin's New Russia and the Ghosts of the PastD'EverandThe Long Hangover: Putin's New Russia and the Ghosts of the PastÉvaluation : 4.5 sur 5 étoiles4.5/5 (76)
- Guidelines for Developing Quantitative Safety Risk CriteriaD'EverandGuidelines for Developing Quantitative Safety Risk CriteriaPas encore d'évaluation
- Bow Ties in Risk Management: A Concept Book for Process SafetyD'EverandBow Ties in Risk Management: A Concept Book for Process SafetyPas encore d'évaluation
- Temperature-Responsive Polymers: Chemistry, Properties, and ApplicationsD'EverandTemperature-Responsive Polymers: Chemistry, Properties, and ApplicationsPas encore d'évaluation
- Fragrance Chemistry: The Science of the Sense of SmellD'EverandFragrance Chemistry: The Science of the Sense of SmellÉvaluation : 3 sur 5 étoiles3/5 (2)