Vous aimerez peut-être aussi
- Astm A 307Document6 pagesAstm A 307jeigocPas encore d'évaluation
- Astm A 490Document6 pagesAstm A 490Pedro Diaz UzcateguiPas encore d'évaluation
- ASTM F3125 F3125M-19 Minimum Tensile StrengthDocument13 pagesASTM F3125 F3125M-19 Minimum Tensile StrengthJiangleiPas encore d'évaluation
- Astm F436 2011 PDFDocument6 pagesAstm F436 2011 PDFJim StreitmatterPas encore d'évaluation
- Astm A554 10Document6 pagesAstm A554 10Lisandro ClaverolPas encore d'évaluation
- ASTM-A449: Licensed by Information Handling Services Licensed by Information Handling ServicesDocument7 pagesASTM-A449: Licensed by Information Handling Services Licensed by Information Handling ServicesRoland CepedaPas encore d'évaluation
- Mbg533 09 CoverDocument1 pageMbg533 09 CoverwahyuPas encore d'évaluation
- Astm G101-04 (2020)Document9 pagesAstm G101-04 (2020)AnrStuk50% (2)
- Astm A53 A53m PDFDocument39 pagesAstm A53 A53m PDFAadarsh Kumar ShitalPas encore d'évaluation
- Asme Sec II Part B 2017Document1 pageAsme Sec II Part B 2017Lipika Gayen0% (1)
- Astm A252 - A252m - 02Document7 pagesAstm A252 - A252m - 02Veronica MongePas encore d'évaluation
- Stainless Steel Rope Wire: Standard Specification ForDocument2 pagesStainless Steel Rope Wire: Standard Specification Forist93993Pas encore d'évaluation
- F1267-12 Standard Specification For Metal, Expanded, SteelDocument8 pagesF1267-12 Standard Specification For Metal, Expanded, Steeltjt4779100% (2)
- Astm A325Document8 pagesAstm A325Nacer KisyPas encore d'évaluation
- Astm A106 1999Document13 pagesAstm A106 1999Rolando CastilloPas encore d'évaluation
- A434Document3 pagesA434alirioPas encore d'évaluation
- ASTM-F844 Washers, Steel, Plain (Flat), Unhardened For General UseDocument5 pagesASTM-F844 Washers, Steel, Plain (Flat), Unhardened For General UseleandroschroederPas encore d'évaluation
- Ansi b18.2.1 Hex Machine BoltDocument1 pageAnsi b18.2.1 Hex Machine BoltBharatPas encore d'évaluation
- Astm A161Document2 pagesAstm A161TeoTyJayPas encore d'évaluation
- ASTM F594 - Stainless Steel NutsDocument1 pageASTM F594 - Stainless Steel Nutskpshah123Pas encore d'évaluation
- Astm A387 A387m-06 PDFDocument6 pagesAstm A387 A387m-06 PDFMohammad Akhtar AnsariPas encore d'évaluation
- A252Document7 pagesA252Luz DuartePas encore d'évaluation
- Washers, Steel, Plain (Flat), Unhardened For General UseDocument4 pagesWashers, Steel, Plain (Flat), Unhardened For General UseDarwin DarmawanPas encore d'évaluation
- Washers, Steel, Plain (Flat), Unhardened For General UseDocument4 pagesWashers, Steel, Plain (Flat), Unhardened For General UsekrutikPas encore d'évaluation
- Asme B18.2.3.1M 1999Document18 pagesAsme B18.2.3.1M 1999Jesse ChenPas encore d'évaluation
- Compressible-Washer-Type Direct Tension Indicators For Use With Structural FastenersDocument5 pagesCompressible-Washer-Type Direct Tension Indicators For Use With Structural FastenersDarwin DarmawanPas encore d'évaluation
- Is 8910Document17 pagesIs 8910venkateshPas encore d'évaluation
- Asme B18.8.2 2000Document39 pagesAsme B18.8.2 2000Jesse ChenPas encore d'évaluation
- ISO1133 Melt Volume Flow Rate MVRDocument2 pagesISO1133 Melt Volume Flow Rate MVRMichele Preghenella100% (1)
- Astm A319Document2 pagesAstm A319Mailson RochaPas encore d'évaluation
- Astm A194-22Document12 pagesAstm A194-22Gary CabelloPas encore d'évaluation
- ASTM A194 A194M 2022 InglesDocument3 pagesASTM A194 A194M 2022 InglesErickPas encore d'évaluation
- Astm A36 19Document3 pagesAstm A36 19Renan SouzaPas encore d'évaluation
- F879MDocument6 pagesF879MmsbarretosPas encore d'évaluation
- Asme Section Ii A-2 Sa-675 Sa-675mDocument6 pagesAsme Section Ii A-2 Sa-675 Sa-675mdavid perezPas encore d'évaluation
- Asme2b sb-171 DDFDocument8 pagesAsme2b sb-171 DDFzingalehe25464Pas encore d'évaluation
- OPSS 906 - Nov12Document20 pagesOPSS 906 - Nov12umerfr2Pas encore d'évaluation
- Steel Castings, Carbon, For General ApplicationDocument4 pagesSteel Castings, Carbon, For General ApplicationVIKAS DAHIYA100% (1)
- Astm A381 1996 PDFDocument7 pagesAstm A381 1996 PDFMauricio Rincón OrtizPas encore d'évaluation
- Astm A376 PDFDocument7 pagesAstm A376 PDFAmrut KanungoPas encore d'évaluation
- ASTM A283 Grade C: General Product DescriptionDocument1 pageASTM A283 Grade C: General Product DescriptionPratyas SarahPas encore d'évaluation
- Astm F 468Document11 pagesAstm F 468Ivan AlanizPas encore d'évaluation
- Astm F-1136Document2 pagesAstm F-1136tai100% (3)
- Asme B16.18 PDFDocument45 pagesAsme B16.18 PDFRuben Dario Mamani ArellanoPas encore d'évaluation
- A709a 709M-17 PDFDocument8 pagesA709a 709M-17 PDFandresPas encore d'évaluation
- Din en 1172 e 2010-07Document16 pagesDin en 1172 e 2010-07Niko Zurabishvili100% (1)
- Astm A423 A423m-95Document3 pagesAstm A423 A423m-95FetenePas encore d'évaluation
- Sa 325 PDFDocument12 pagesSa 325 PDFMo'men Abu-SmaihaPas encore d'évaluation
- Astm A 336 .03Document8 pagesAstm A 336 .03FrengkiPas encore d'évaluation
- Astm A194-A194m-13 PDFDocument12 pagesAstm A194-A194m-13 PDFjhonnyPas encore d'évaluation
- Astm A31 (1995)Document4 pagesAstm A31 (1995)gsb2100% (1)
- Astm F3125 F3125M 18Document6 pagesAstm F3125 F3125M 18Amine ait talebPas encore d'évaluation
- ASTM A355 Standard Spec For Nitriding PDFDocument3 pagesASTM A355 Standard Spec For Nitriding PDFAntonio J100% (1)
- ASTM A781A781M Standard Specification For Castings, Steel and Alloy, Common Requirements, For General Industrial UseDocument12 pagesASTM A781A781M Standard Specification For Castings, Steel and Alloy, Common Requirements, For General Industrial Usealucard375Pas encore d'évaluation
- U-Bolt, Round, With 2 Nuts ASME B18.31.5 Carbon Steel SAE Right Hot Dip Galvanized 1/4X3.3/4X1Document1 pageU-Bolt, Round, With 2 Nuts ASME B18.31.5 Carbon Steel SAE Right Hot Dip Galvanized 1/4X3.3/4X1Abigail RuedaPas encore d'évaluation
- Astm A500 PDFDocument5 pagesAstm A500 PDFNamtaru Ba'al100% (2)
- Astm A6 2004 PDFDocument64 pagesAstm A6 2004 PDFSofiaJabadanEspulgarPas encore d'évaluation
- Carbon Steel Bolts, Studs, and Threaded Rod 60 000 PSI Tensile StrengthDocument6 pagesCarbon Steel Bolts, Studs, and Threaded Rod 60 000 PSI Tensile StrengthPlinio LavinasPas encore d'évaluation
- A307 10Document6 pagesA307 10solrac4371Pas encore d'évaluation
- Astm A 307-2014 (Latest) PDFDocument6 pagesAstm A 307-2014 (Latest) PDFakashdruva892Pas encore d'évaluation
- Plain Bearing Shells Type GDocument8 pagesPlain Bearing Shells Type GAlex SeguidaPas encore d'évaluation
- Polarie ManualDocument28 pagesPolarie ManualMuneer SalimPas encore d'évaluation
- Astm F 541-04Document6 pagesAstm F 541-04JORGE ARTURO TORIBIO HUERTAPas encore d'évaluation
- Owner's Manual: Adjusting The Divided PickupDocument1 pageOwner's Manual: Adjusting The Divided PickupCelio Vinicio Mota RiveraPas encore d'évaluation
- CTP Special Hardware:: Heavy WashersDocument5 pagesCTP Special Hardware:: Heavy WashersAten HarisPas encore d'évaluation
- IS 10987 (1992) - Above & Under Ground Tanks For SolventsDocument17 pagesIS 10987 (1992) - Above & Under Ground Tanks For SolventsNishith100% (1)
- Manual-18 Rotary Side Door ElevatorDocument12 pagesManual-18 Rotary Side Door ElevatorYesid Cruz Yesid Cruz100% (1)
- 2008 Lysaght Product Catalogue AccessoriesDocument0 page2008 Lysaght Product Catalogue Accessorieskh88hmiPas encore d'évaluation
- American Kuhne Life Cycle ManagementDocument4 pagesAmerican Kuhne Life Cycle ManagementNitin PatilPas encore d'évaluation
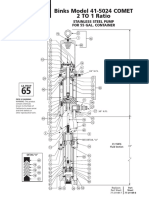
- Binks Model 41-5024 Comet 2 To 1 Ratio: Stainless Steel Pump For 55 Gal. ContainerDocument2 pagesBinks Model 41-5024 Comet 2 To 1 Ratio: Stainless Steel Pump For 55 Gal. ContainerEnrique MurgiaPas encore d'évaluation
- 2 X 6Document7 pages2 X 6ajPas encore d'évaluation
- Hydrant ValveDocument48 pagesHydrant ValvephuongPas encore d'évaluation
- PDFDocument162 pagesPDFpabloPas encore d'évaluation
- Instruction Manual: Car Black BoxDocument30 pagesInstruction Manual: Car Black BoxKristeen FunkPas encore d'évaluation
- Nexus Handbook August 2020Document89 pagesNexus Handbook August 2020ThaiNguyenPas encore d'évaluation
- Win713en 00Document34 pagesWin713en 00MohamedAbdelnasserPas encore d'évaluation
- Parts Manual PDFDocument241 pagesParts Manual PDFGutii Lopez Pte67% (3)
- Din 931 PDFDocument2 pagesDin 931 PDFsorinenngPas encore d'évaluation
- Posicionador Neumatico Somas PDFDocument4 pagesPosicionador Neumatico Somas PDFJosé Manuel GonzálezPas encore d'évaluation
- 943-0257 Onan QSA (Spec A-B) Genset Parts Manual (06-1993)Document48 pages943-0257 Onan QSA (Spec A-B) Genset Parts Manual (06-1993)William RibeiroPas encore d'évaluation
- Asd26 1972Document7 pagesAsd26 1972sajay_suryaPas encore d'évaluation
- Rocket III Service ManualDocument425 pagesRocket III Service ManualRob SmithPas encore d'évaluation
- Thule 400 InstructionsDocument2 pagesThule 400 InstructionsAsefmir100% (1)
- 2002 Snowmobile Service ManualDocument654 pages2002 Snowmobile Service ManualRobert FenskePas encore d'évaluation
- Spare Parts Catalogue: AXLE 28.32 REF: 138742Document11 pagesSpare Parts Catalogue: AXLE 28.32 REF: 138742Szilárd S0% (1)
- KTR KatalogDocument6 pagesKTR KatalogAhmet HamamcıoğluPas encore d'évaluation
- Umberto - Spacer Tutorial Cigre 2011Document53 pagesUmberto - Spacer Tutorial Cigre 2011Iván Camilo Díez100% (1)
- Installation, Operation, and Maintenance ManualDocument28 pagesInstallation, Operation, and Maintenance ManualBenito R. GomezPas encore d'évaluation
- DIN933 M16x50 PLAINDocument1 pageDIN933 M16x50 PLAINthoavit100% (1)