Vous aimerez peut-être aussi
- Biorreator à Membrana: avaliação do efeito da eletrocoagulação aplicado ao tratamento de efluente da indústria de papelD'EverandBiorreator à Membrana: avaliação do efeito da eletrocoagulação aplicado ao tratamento de efluente da indústria de papelPas encore d'évaluation
- Métodos de obtenção de espumas e processamento de elastômerosDocument3 pagesMétodos de obtenção de espumas e processamento de elastômerosAlex SpradaPas encore d'évaluation
- Isoladores Elétricos de Porcelana: avaliação do desempenho através do uso de recobrimentos poliméricos hidrofóbicosD'EverandIsoladores Elétricos de Porcelana: avaliação do desempenho através do uso de recobrimentos poliméricos hidrofóbicosPas encore d'évaluation
- LISTAS BENEFICIAMENTODocument14 pagesLISTAS BENEFICIAMENTOJOAO VICTOR BATISTA DA SILVAPas encore d'évaluation
- EXTRUSÃO DE FILMES TUBULARESDocument14 pagesEXTRUSÃO DE FILMES TUBULARESLaioMartinsAllgayerPas encore d'évaluation
- Processamento de Polímeros - FiaçãoDocument19 pagesProcessamento de Polímeros - FiaçãoLeandro Barbosa da SilvaPas encore d'évaluation
- Avaliação da erva-mate como biossorventeD'EverandAvaliação da erva-mate como biossorventePas encore d'évaluation
- Autoclave EdgarSila ElianaFino FábioFernandesDocument20 pagesAutoclave EdgarSila ElianaFino FábioFernandesPedro CarapinhaPas encore d'évaluation
- Membranas Polimericas RevisaoDocument28 pagesMembranas Polimericas RevisaoLeonardo Ornellas Faquini FaquiniPas encore d'évaluation
- Modelagem matemática do fluxo de líquidos no cadinho de alto-fornoD'EverandModelagem matemática do fluxo de líquidos no cadinho de alto-fornoPas encore d'évaluation
- Processamento e Comportamento Térmico de PolímerosDocument50 pagesProcessamento e Comportamento Térmico de PolímerospauloquimasPas encore d'évaluation
- Processos de Transformação de TermoplásticosDocument15 pagesProcessos de Transformação de TermoplásticosmurilobillyPas encore d'évaluation
- A Aplicabilidade Da Mecânica Dos Fluidos Durante o Processo de de Extrusão de Polímeros Na Fabricação de Perfis de VedaçãoDocument9 pagesA Aplicabilidade Da Mecânica Dos Fluidos Durante o Processo de de Extrusão de Polímeros Na Fabricação de Perfis de VedaçãoMoraesPas encore d'évaluation
- Uma técnica de sopro de solução foi desenvolvido usando elementos de eletrofiação e fusão tecnologias de sopro como um método alternativo para fazer teias não tecidas de micro e nanofibras com diâmetros compDocument10 pagesUma técnica de sopro de solução foi desenvolvido usando elementos de eletrofiação e fusão tecnologias de sopro como um método alternativo para fazer teias não tecidas de micro e nanofibras com diâmetros compsmedvideoPas encore d'évaluation
- A Indústria PetroquímicaDocument4 pagesA Indústria PetroquímicaCarolina MoreiraPas encore d'évaluation
- Atividade 03 Danilo SilvaDocument7 pagesAtividade 03 Danilo Silvaall.fer.daniloPas encore d'évaluation
- Projeto de Compostos e Estrutura Sanduiche PDFDocument17 pagesProjeto de Compostos e Estrutura Sanduiche PDFWairy Dias CardosoPas encore d'évaluation
- Lição 19Document6 pagesLição 19Kwai InstaPas encore d'évaluation
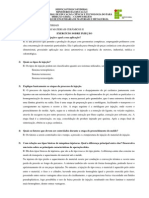
- Exercício Sobre Injeção - CerâmicosDocument9 pagesExercício Sobre Injeção - CerâmicosFabrício SouzaPas encore d'évaluation
- Fabricação Da Fibra ÓpticaDocument8 pagesFabricação Da Fibra ÓpticaC Ricardo da SilvaPas encore d'évaluation
- ATIVIDADE 3 - MATERIAIS DE CONSTRUÇÃO MECANICA SoluçãoDocument7 pagesATIVIDADE 3 - MATERIAIS DE CONSTRUÇÃO MECANICA SoluçãoEuclides SantanaPas encore d'évaluation
- Membranas PoliméricasDocument28 pagesMembranas PoliméricasEwerton TeotônioPas encore d'évaluation
- Curso de Engomagem de Fios: Processo e TécnicasDocument36 pagesCurso de Engomagem de Fios: Processo e Técnicasanderson100% (1)
- Materiais de EngenharisDocument8 pagesMateriais de EngenharisGonçaloPas encore d'évaluation
- Processos de separação por membranasDocument5 pagesProcessos de separação por membranasLorena GuimarãesPas encore d'évaluation
- TERMOFORMAGEMDocument28 pagesTERMOFORMAGEMjackson souzaPas encore d'évaluation
- Termoformagem: um guia completo sobre o processo de moldagem térmicaDocument28 pagesTermoformagem: um guia completo sobre o processo de moldagem térmicajackson souzaPas encore d'évaluation
- Tecnologia Textil BasicaDocument74 pagesTecnologia Textil BasicaAstrogildo AmorimPas encore d'évaluation
- Uma Revisão para o Ensino Da Extrusão Do Polietileno deDocument10 pagesUma Revisão para o Ensino Da Extrusão Do Polietileno deMarcos Paulo Silveira VilaçaPas encore d'évaluation
- Slide 07Document22 pagesSlide 07Cleveston MoraisPas encore d'évaluation
- Fibras TexteisDocument9 pagesFibras TexteisJoão Luiz ZuccoPas encore d'évaluation
- Processo de extrusão de polímeros: principais componentes e propriedadesDocument27 pagesProcesso de extrusão de polímeros: principais componentes e propriedadesEduPas encore d'évaluation
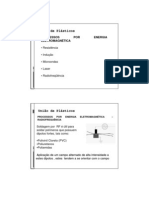
- Soldagem PolimerosDocument33 pagesSoldagem Polimeroshell_angel100% (1)
- Mat Alt Fibra VidroDocument52 pagesMat Alt Fibra VidroAntônio César da Silva100% (1)
- Polimero e CeramicosDocument4 pagesPolimero e CeramicosManjolo Janfar WilsonPas encore d'évaluation
- Síntese Polímeros AplicaçõesDocument22 pagesSíntese Polímeros AplicaçõesLuana Borges Grile100% (1)
- Questionário TrefilaçãoDocument3 pagesQuestionário TrefilaçãoHugo GabrielPas encore d'évaluation
- Aula 11 Eng Superf PDFDocument83 pagesAula 11 Eng Superf PDFFabrício Quadros100% (1)
- Aula - 2P - PB - FVDocument51 pagesAula - 2P - PB - FVRita LoureiroPas encore d'évaluation
- Processamento por extrusão de polímeros termoplásticosDocument47 pagesProcessamento por extrusão de polímeros termoplásticosDiego DornelasPas encore d'évaluation
- Lista de Exercícios sobre Materiais CompósitosDocument5 pagesLista de Exercícios sobre Materiais CompósitosVitor PalomanesPas encore d'évaluation
- Extrusão PDFDocument114 pagesExtrusão PDFAgdaOliveira100% (1)
- Processo de flotação para enriquecimento de minériosDocument18 pagesProcesso de flotação para enriquecimento de minériosVercinio Teodoro VtbPas encore d'évaluation
- Processamento de Compósitos - Aula 3Document37 pagesProcessamento de Compósitos - Aula 3Filipe PiresPas encore d'évaluation
- Principais processos de fabricação de materiaisDocument7 pagesPrincipais processos de fabricação de materiaisJoão GuilhermePas encore d'évaluation
- Aula - 04-2021Document58 pagesAula - 04-2021Nivaldo Domingos Paulo PauloPas encore d'évaluation
- 4 - TermoformagemDocument16 pages4 - TermoformagemRafael BusarelloPas encore d'évaluation
- Aditivos Usados Nos PolímerosDocument5 pagesAditivos Usados Nos PolímerosPatrick Araujo100% (1)
- Polímeros na ConstruçãoDocument33 pagesPolímeros na ConstruçãoMatrizaria De ToniPas encore d'évaluation
- Apresentação Material de Construção MecânicaDocument9 pagesApresentação Material de Construção MecânicaLeonardo JunkesPas encore d'évaluation
- Desafio 2 - Gabriel Saba de Almeida CunhaDocument3 pagesDesafio 2 - Gabriel Saba de Almeida CunhaGabriel SabaPas encore d'évaluation
- Processo de extrusão de filmes sopradosDocument3 pagesProcesso de extrusão de filmes sopradosGabriel SabaPas encore d'évaluation
- Processos de transformação de polímerosDocument46 pagesProcessos de transformação de polímerosIgor AlexsanderPas encore d'évaluation
- Cerâmicas Especiais e RefratáriasDocument11 pagesCerâmicas Especiais e RefratáriasCarolina Gali BarrosoPas encore d'évaluation
- Secadores para soluções e suspensõesDocument7 pagesSecadores para soluções e suspensõeskarontyPas encore d'évaluation
- MDF - ProcessoDocument4 pagesMDF - ProcessomaxuelbestetePas encore d'évaluation
- Seminario ExtrusãoDocument26 pagesSeminario ExtrusãoRicardo Henrique L Silva100% (1)
- Lista de EPI's Homologados LHDocument46 pagesLista de EPI's Homologados LHigor AndradePas encore d'évaluation
- Q.I. Relatório Da Síntese Do Sulfato FerrosoDocument1 pageQ.I. Relatório Da Síntese Do Sulfato FerrosoThaís Janine100% (1)
- As Rochas São Agregados Sólidos Compostos Por Um Ou Mais MineraisDocument3 pagesAs Rochas São Agregados Sólidos Compostos Por Um Ou Mais MineraisMatheus Ribeiro OliveiraPas encore d'évaluation
- 2a Lista QAGDocument5 pages2a Lista QAGTata VieiraPas encore d'évaluation
- Prova de Despiste de Dislexia - Folha de RespostasDocument2 pagesProva de Despiste de Dislexia - Folha de RespostasSara Pimentel0% (1)
- Exercícios de reações redox e eletroquímicaDocument6 pagesExercícios de reações redox e eletroquímicaDenis BembelePas encore d'évaluation
- Rolamentos PDFDocument168 pagesRolamentos PDFezequielPas encore d'évaluation
- 3 - EletricidadeDocument9 pages3 - EletricidadeDiogo Barradas BrazPas encore d'évaluation
- Fusíveis e disjuntores: funções e medidas de proteção em circuitos elétricosDocument467 pagesFusíveis e disjuntores: funções e medidas de proteção em circuitos elétricoshanameel souza100% (2)
- Instrumentação Industrial - PressãoDocument73 pagesInstrumentação Industrial - PressãoJohnata FrançaPas encore d'évaluation
- Trabalho com componentes SMDDocument21 pagesTrabalho com componentes SMDRenato Amorim100% (1)
- ITA – PROVA DE FÍSICA – 1980/1981Document8 pagesITA – PROVA DE FÍSICA – 1980/1981Thiago SantosPas encore d'évaluation
- Remoção de Metais Pesados de Águas Residuais e Síntese de Nanomateriais Fotocatalíticos2Document43 pagesRemoção de Metais Pesados de Águas Residuais e Síntese de Nanomateriais Fotocatalíticos2JacksonPas encore d'évaluation
- Soldagem Oxi AcetilenoDocument3 pagesSoldagem Oxi AcetilenoFelipe MedeirosPas encore d'évaluation
- QuestãoDocument46 pagesQuestãoSuzana MacedoPas encore d'évaluation
- Eletromagnetismo no IFRN ParnamirimDocument26 pagesEletromagnetismo no IFRN ParnamirimJean Carlos GaldinoPas encore d'évaluation
- Estudo da Química na história e no cotidianoDocument3 pagesEstudo da Química na história e no cotidianoArison SantosPas encore d'évaluation
- Solos - Origem, Componentes e OrganizaçãoDocument70 pagesSolos - Origem, Componentes e OrganizaçãoSuu Kirinus NogueiraPas encore d'évaluation
- Tubulacoes Acessorios ValvulasDocument55 pagesTubulacoes Acessorios ValvulasMah_isePas encore d'évaluation
- Correntes MarinhasDocument149 pagesCorrentes MarinhasAlessandro NetoPas encore d'évaluation
- Estudo de Caso Fachada Ventilada PDFDocument17 pagesEstudo de Caso Fachada Ventilada PDFwagsantanaPas encore d'évaluation
- 02 Terminologia Final2Document18 pages02 Terminologia Final2Gustavo DaviPas encore d'évaluation
- teste_modeloDocument2 pagesteste_modeloMariana MartinsPas encore d'évaluation
- DNIT 032/2005 - Especificação de serviço para pavimentos flexíveis de areia-asfaltoDocument12 pagesDNIT 032/2005 - Especificação de serviço para pavimentos flexíveis de areia-asfaltoRenata CruzPas encore d'évaluation
- Escoamentos em Canais AbertosDocument637 pagesEscoamentos em Canais Abertosgabi_si2Pas encore d'évaluation
- 2-Teste Escrito - (Grupo)Document6 pages2-Teste Escrito - (Grupo)ARF07Pas encore d'évaluation
- Chuvas ÁcidasDocument10 pagesChuvas ÁcidasDenilson MiguelPas encore d'évaluation
- Aula 09 - Fosforilação OxidativaDocument7 pagesAula 09 - Fosforilação OxidativaMarcela Lima de BritoPas encore d'évaluation
- 3340F401TDocument2 pages3340F401TLeandro Guilherme de FariaPas encore d'évaluation
- Processo Extração Refino AlumínioDocument31 pagesProcesso Extração Refino AlumínioCarolina Contente0% (1)
- Mente calma: Técnicas para controlar pensamentos intrusivosD'EverandMente calma: Técnicas para controlar pensamentos intrusivosÉvaluation : 4 sur 5 étoiles4/5 (6)
- Inteligência artificial: O guia completo para iniciantes sobre o futuro da IAD'EverandInteligência artificial: O guia completo para iniciantes sobre o futuro da IAÉvaluation : 5 sur 5 étoiles5/5 (6)
- 35 Técnicas e Curiosidades Mentais: Porque a mente também deve evoluirD'Everand35 Técnicas e Curiosidades Mentais: Porque a mente também deve evoluirÉvaluation : 5 sur 5 étoiles5/5 (3)
- Os Códigos do Mindset da Prosperidade: destrave os bloqueios em sua mente e cresça em todos os aspectos de sua vidaD'EverandOs Códigos do Mindset da Prosperidade: destrave os bloqueios em sua mente e cresça em todos os aspectos de sua vidaPas encore d'évaluation
- Treinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisD'EverandTreinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisÉvaluation : 4.5 sur 5 étoiles4.5/5 (169)
- Focar: Supere a procrastinação e aumente a força de vontade e a atençãoD'EverandFocar: Supere a procrastinação e aumente a força de vontade e a atençãoÉvaluation : 4.5 sur 5 étoiles4.5/5 (53)
- Avaliação psicológica e desenvolvimento humano: Casos clínicosD'EverandAvaliação psicológica e desenvolvimento humano: Casos clínicosPas encore d'évaluation
- Minuto da gratidão: O desafio dos 90 dias que mudará a sua vidaD'EverandMinuto da gratidão: O desafio dos 90 dias que mudará a sua vidaÉvaluation : 5 sur 5 étoiles5/5 (8)
- Bololô: contém ferramentas de treinamento para pais e filhosD'EverandBololô: contém ferramentas de treinamento para pais e filhosPas encore d'évaluation
- Elaboração de programas de ensino: material autoinstrutivoD'EverandElaboração de programas de ensino: material autoinstrutivoPas encore d'évaluation
- Psiquiatria e Jesus: transforme suas emoções em 30 diasD'EverandPsiquiatria e Jesus: transforme suas emoções em 30 diasÉvaluation : 5 sur 5 étoiles5/5 (1)
- Treinamento cerebral: Como funcionam a inteligência e o pensamento cognitivo (2 em 1)D'EverandTreinamento cerebral: Como funcionam a inteligência e o pensamento cognitivo (2 em 1)Évaluation : 4.5 sur 5 étoiles4.5/5 (29)
- Técnicas Proibidas de Manipulação Mental e PersuasãoD'EverandTécnicas Proibidas de Manipulação Mental e PersuasãoÉvaluation : 5 sur 5 étoiles5/5 (3)
- Lei da atração: O significado da vida e atrair o que você desejaD'EverandLei da atração: O significado da vida e atrair o que você desejaÉvaluation : 4.5 sur 5 étoiles4.5/5 (22)
- Gerencie suas emoções: Curso intensivo de mindfulness e controle emocionalD'EverandGerencie suas emoções: Curso intensivo de mindfulness e controle emocionalÉvaluation : 5 sur 5 étoiles5/5 (2)