Vous aimerez peut-être aussi
- Maintenance - Management For MMS BSSDocument7 pagesMaintenance - Management For MMS BSSsamsudinnor winataPas encore d'évaluation
- Plant Manager Director Operations Quality in Washington DC Resume Sanders HolstonDocument3 pagesPlant Manager Director Operations Quality in Washington DC Resume Sanders HolstonSandersHolstonPas encore d'évaluation
- Bridgestone OTRDocument89 pagesBridgestone OTRJuan CarvajalPas encore d'évaluation
- Syllabus MM5004 YP56 - A EditDocument12 pagesSyllabus MM5004 YP56 - A Editafif12Pas encore d'évaluation
- JHA For Pneumatic Conveying OperationDocument1 pageJHA For Pneumatic Conveying OperationShahid RazaPas encore d'évaluation
- Health Economics AssignmentDocument5 pagesHealth Economics AssignmentEzra AnyalaPas encore d'évaluation
- Sp006 - First AidDocument10 pagesSp006 - First AidekoimampPas encore d'évaluation
- Licensing Rules PDFDocument160 pagesLicensing Rules PDFMirabel VidalPas encore d'évaluation
- Company Profile PDFDocument25 pagesCompany Profile PDFwq3erwqerwerPas encore d'évaluation
- Consolidated Dashboard Report Sept 2012Document31 pagesConsolidated Dashboard Report Sept 2012Nyaps NyaphisiPas encore d'évaluation
- Fault Tolerance PDFDocument12 pagesFault Tolerance PDFversinePas encore d'évaluation
- Fleet ManagementDocument163 pagesFleet ManagementApuri IsaacPas encore d'évaluation
- Strategic Dimensions of Maintenance Management: Albert H.C. TsangDocument33 pagesStrategic Dimensions of Maintenance Management: Albert H.C. TsanghusePas encore d'évaluation
- Use of Contractors For Mining OperationsDocument5 pagesUse of Contractors For Mining OperationsemmanuelPas encore d'évaluation
- RK Report Storage and Handling of PelletsDocument12 pagesRK Report Storage and Handling of PelletsUyen LePas encore d'évaluation
- Jadwal Training Semester I Yogyakarta - 2020Document99 pagesJadwal Training Semester I Yogyakarta - 2020ArianaPas encore d'évaluation
- LIXO - FluidSim TutorialDocument339 pagesLIXO - FluidSim TutorialFernando BarrosoPas encore d'évaluation
- Plant Warehouse Manager Supervisor in Houston TX Resume Edward NorrisDocument4 pagesPlant Warehouse Manager Supervisor in Houston TX Resume Edward NorrisEdward NorrisPas encore d'évaluation
- Guide To The NATO Codification SystemDocument24 pagesGuide To The NATO Codification SystemKokok Prasetyo100% (2)
- ABMM Company Presentation 2014-Q2Document82 pagesABMM Company Presentation 2014-Q2palladium83Pas encore d'évaluation
- Nuclear Medicine TOP2017 2Document112 pagesNuclear Medicine TOP2017 2Lalaine De JesusPas encore d'évaluation
- Guide BookDocument56 pagesGuide BookFashana AdityaPas encore d'évaluation
- Abcd ChecklistDocument12 pagesAbcd ChecklistAndrey MatusevichPas encore d'évaluation
- Dependability 3 UnlockedDocument26 pagesDependability 3 UnlockedAngelBlancoPomaPas encore d'évaluation
- Hitachi Excavator Hy ProDocument4 pagesHitachi Excavator Hy ProBrian CareelPas encore d'évaluation
- WorkRelated Fatigue Indicative Research 2006Document22 pagesWorkRelated Fatigue Indicative Research 2006Putu Eka PuspitaPas encore d'évaluation
- The Minitemaid Company Occupational Health and Safety Management SystemDocument9 pagesThe Minitemaid Company Occupational Health and Safety Management SystemPrakash PatelPas encore d'évaluation
- A R C H I V e o F S I D Maintenance Management Decision Model For Preventive Maintenance Strategy On Production EquipmentDocument14 pagesA R C H I V e o F S I D Maintenance Management Decision Model For Preventive Maintenance Strategy On Production EquipmentLASER LION100% (1)
- Application of The Management System For NF - Draft Safety Guide DS349, IAEA, Vienna (2008)Document147 pagesApplication of The Management System For NF - Draft Safety Guide DS349, IAEA, Vienna (2008)HopePas encore d'évaluation
- PEMA IP07 Tyre Selection and MaintenanceDocument22 pagesPEMA IP07 Tyre Selection and MaintenanceJeremiah BeltranPas encore d'évaluation
- Nike Code of ConductDocument1 pageNike Code of ConductSana ShahidPas encore d'évaluation
- Coates Truck Drivers Guide Final Lowres1-2014!03!04Document66 pagesCoates Truck Drivers Guide Final Lowres1-2014!03!04Atef El AttarPas encore d'évaluation
- Failure Mode and Effect Analysis Fmea PDFDocument2 pagesFailure Mode and Effect Analysis Fmea PDFMeganPas encore d'évaluation
- Icam Related Event and Conditions ChartDocument3 pagesIcam Related Event and Conditions ChartJohn KalvinPas encore d'évaluation
- Emergency Response PlanDocument22 pagesEmergency Response PlanRika RahimPas encore d'évaluation
- NK 1000 0285Document16 pagesNK 1000 0285Lincoln Luiz Corrêa100% (1)
- Analysis of Internal and External Factors For Competitive Advantage of Indonesian ContractorsDocument17 pagesAnalysis of Internal and External Factors For Competitive Advantage of Indonesian ContractorsLau Tsz LokPas encore d'évaluation
- Gea Varivent and Ecovent Catalog - tcm27 16576 PDFDocument332 pagesGea Varivent and Ecovent Catalog - tcm27 16576 PDFSim DoublePas encore d'évaluation
- JobdescriptionDocument11 pagesJobdescriptionhendrik sihombingPas encore d'évaluation
- Slides - Key Steps To Implementing Condition-Based MaintenanceDocument13 pagesSlides - Key Steps To Implementing Condition-Based MaintenanceGeraldo Rossoni Sisquini100% (1)
- 22-529 Motosoldadora Miller Big BlueDocument24 pages22-529 Motosoldadora Miller Big BlueChristianPas encore d'évaluation
- Manufacturing Excellence (S1-15 - ETZC415) - CHDocument13 pagesManufacturing Excellence (S1-15 - ETZC415) - CHymsyaseenPas encore d'évaluation
- Operations Management SeriesDocument4 pagesOperations Management SeriesErnest PaulPas encore d'évaluation
- T403 Surface and Volume Resisivity TestereDocument4 pagesT403 Surface and Volume Resisivity TestereAviv Al RasyidPas encore d'évaluation
- Metric 2.2 AvailabilityDocument7 pagesMetric 2.2 AvailabilityAbdelaziz RagabPas encore d'évaluation
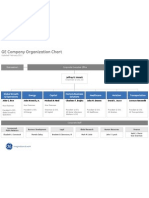
- Ge Organization ChartDocument1 pageGe Organization ChartAnnu ShahPas encore d'évaluation
- SwotDocument1 pageSwotAngel Alejo AcobaPas encore d'évaluation
- The Minitemaid Company: Eg: Gas / Electricity / Alarms ElectricityDocument4 pagesThe Minitemaid Company: Eg: Gas / Electricity / Alarms ElectricityPrakash PatelPas encore d'évaluation
- Upaya Strategis Grup Astra Sebagai Usaha Mengurangi Dampak Perubahan Iklim GlobalDocument23 pagesUpaya Strategis Grup Astra Sebagai Usaha Mengurangi Dampak Perubahan Iklim GlobalNur Fadli Hazhar Fachrial100% (1)
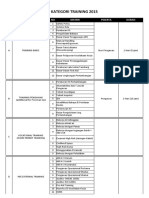
- Kategori Training 2015: NO Jenis Training NO Materi Peserta DurasiDocument6 pagesKategori Training 2015: NO Jenis Training NO Materi Peserta DurasiAndre NgilamelePas encore d'évaluation
- Just in Time Maintenance: Culture Lessons From The PastDocument5 pagesJust in Time Maintenance: Culture Lessons From The PastLLPas encore d'évaluation
- Ba 03303280331Document4 pagesBa 03303280331International Journal of computational Engineering research (IJCER)Pas encore d'évaluation
- Primavera For Project Management-DoneeDocument10 pagesPrimavera For Project Management-DoneeRangith RamalingamPas encore d'évaluation
- How Have The Operators in Briley 3b Cracking Plant Been Using The New Daily Income ReportDocument5 pagesHow Have The Operators in Briley 3b Cracking Plant Been Using The New Daily Income ReportnatsufaradisePas encore d'évaluation
- BCG-Lean Services - A Primer For Success PDFDocument13 pagesBCG-Lean Services - A Primer For Success PDFKevin MoysPas encore d'évaluation
- Strategies For Turnaround Management - BCGDocument26 pagesStrategies For Turnaround Management - BCGrajPas encore d'évaluation
- Work Design CaseDocument4 pagesWork Design CasePallav GujarathiPas encore d'évaluation
- Operations Management - ProductivityDocument6 pagesOperations Management - ProductivityJaclyn Andrea Alleje MercadejasPas encore d'évaluation
- Ction: Six Sigma Case StudyDocument2 pagesCtion: Six Sigma Case StudyPraveen GoswamiPas encore d'évaluation
- Construction ManagementDocument49 pagesConstruction ManagementlegendrydeepakPas encore d'évaluation