Vous aimerez peut-être aussi
- Auditorías Por CapasDocument6 pagesAuditorías Por Capasandres saenzPas encore d'évaluation
- Mantenimiento de centros de transformación. ELEE0209D'EverandMantenimiento de centros de transformación. ELEE0209Pas encore d'évaluation
- Presentacion Semana 2Document26 pagesPresentacion Semana 2Metal recicladoPas encore d'évaluation
- MF0665_3 - Gestión de la calidad y medioambiental en industrias de procesoD'EverandMF0665_3 - Gestión de la calidad y medioambiental en industrias de procesoÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Auditoria AmbientalDocument8 pagesAuditoria AmbientalYancy Paola PerezPas encore d'évaluation
- Ciclo PDCADocument2 pagesCiclo PDCAJonathan CastilloPas encore d'évaluation
- Circulo de DemingDocument11 pagesCirculo de DemingSamuelDavidToctoCabanillasPas encore d'évaluation
- Ciclo PDCA mejora continuaDocument6 pagesCiclo PDCA mejora continuaOscar VitePas encore d'évaluation
- Utel Ciclo Pdca Deming Noviembre 2022Document43 pagesUtel Ciclo Pdca Deming Noviembre 2022Katty RamirezPas encore d'évaluation
- 15 Etapas para La Implementación y Desarrollo de Un Sistema de Gestión de Calidad ISO 9001Document5 pages15 Etapas para La Implementación y Desarrollo de Un Sistema de Gestión de Calidad ISO 9001hmarquina7Pas encore d'évaluation
- Círculo de DemingDocument17 pagesCírculo de DemingPEDRO BASTIDASPas encore d'évaluation
- Kaizen EnsayoDocument11 pagesKaizen Ensayo2017 Rel DEL MORAL RAZU REBECCAPas encore d'évaluation
- Producción y uso de abonos orgánicosDocument44 pagesProducción y uso de abonos orgánicoshugo_fonsecaPas encore d'évaluation
- Analisis Caso Casa FerrandDocument8 pagesAnalisis Caso Casa FerrandMaria Virginia Cabrera DiazPas encore d'évaluation
- Ciclo PDCADocument3 pagesCiclo PDCAjfmagar-1Pas encore d'évaluation
- Intento 1 - Evaluacion Final CostosDocument7 pagesIntento 1 - Evaluacion Final CostosCamila DuartePas encore d'évaluation
- Ciclo PDCADocument3 pagesCiclo PDCANoe Navarro100% (1)
- Circulo de DemingDocument12 pagesCirculo de DemingHelmut Rosenstand LaraPas encore d'évaluation
- Ciclo PDCADocument3 pagesCiclo PDCAJefferson SotilloPas encore d'évaluation
- Circulo de Calidad de Edward DemingDocument2 pagesCirculo de Calidad de Edward DemingAlex Fernando AnguashaPas encore d'évaluation
- Mejora continua: Ciclo PDCADocument4 pagesMejora continua: Ciclo PDCAIvon Urbay100% (1)
- Ciclo PDCA, mejora continuaDocument3 pagesCiclo PDCA, mejora continuakattyPas encore d'évaluation
- Ciclo PDCADocument3 pagesCiclo PDCARICHARDPas encore d'évaluation
- Ciclo PDCA: mejora continua con Planificar, Hacer, Verificar y ActuarDocument3 pagesCiclo PDCA: mejora continua con Planificar, Hacer, Verificar y ActuarGabbyTorresPas encore d'évaluation
- Ingenieria de MantenimientoDocument53 pagesIngenieria de MantenimientoangiePas encore d'évaluation
- 06 Ciclo de Deming de La Mejora ContinuaDocument3 pages06 Ciclo de Deming de La Mejora ContinuaYessi GarciaPas encore d'évaluation
- El Círculo de DemingDocument2 pagesEl Círculo de DemingJose Luis HernandezPas encore d'évaluation
- Repaso 2 Seguridad IndustrialDocument23 pagesRepaso 2 Seguridad IndustrialClark Nicholson Lara PazPas encore d'évaluation
- Gestión Calidad ISODocument17 pagesGestión Calidad ISOPedro Burgos MorenoPas encore d'évaluation
- Ciclo PDCADocument3 pagesCiclo PDCAJimna Keberlin Alfaro SoriaPas encore d'évaluation
- Ciclo PDCADocument2 pagesCiclo PDCAGomez Manuel HectorPas encore d'évaluation
- Investigacion Enfoque SistemicoDocument14 pagesInvestigacion Enfoque SistemicoPedro RochaPas encore d'évaluation
- Mejora ContinuaDocument3 pagesMejora ContinuaJosé alberto Rodriguez DiazPas encore d'évaluation
- Ciclo DemingDocument7 pagesCiclo DemingKevin Arnold Smith100% (1)
- Ciclo Deming mejora continuaDocument4 pagesCiclo Deming mejora continuaJhonatan AcuñaPas encore d'évaluation
- Ciclo PHVADocument4 pagesCiclo PHVAJose DifilippoPas encore d'évaluation
- Presentacion #2 Ciclo de DemingDocument36 pagesPresentacion #2 Ciclo de DemingHugo Rufino Llamosas BarrigaPas encore d'évaluation
- Método de Deming Ciclo PHVA (Planificar, Hacer, Verificar y Actuar)Document6 pagesMétodo de Deming Ciclo PHVA (Planificar, Hacer, Verificar y Actuar)Ulises MaldonadoPas encore d'évaluation
- CicloDocument4 pagesCicloEdwardDickPichiulePas encore d'évaluation
- Círculo de DemingDocument12 pagesCírculo de DemingRoberto Coke TroncosoPas encore d'évaluation
- CICLO PDCADocument16 pagesCICLO PDCAseanrebr2001Pas encore d'évaluation
- Ciclo PDCADocument7 pagesCiclo PDCARafael SalasPas encore d'évaluation
- Paso para La Creación de Un Manual de Control de CalidadDocument14 pagesPaso para La Creación de Un Manual de Control de CalidadAlexis UlcuangoPas encore d'évaluation
- El Ciclo de La CalidadDocument5 pagesEl Ciclo de La CalidadJaqueline VilcapumaPas encore d'évaluation
- Qué Es El Ciclo PHRADocument2 pagesQué Es El Ciclo PHRAjohnPas encore d'évaluation
- Ciclo PhvaDocument5 pagesCiclo Phvajohn.gonzo.1022Pas encore d'évaluation
- Ciclo PDCA: Planificar, Hacer, Verificar, ActuarDocument5 pagesCiclo PDCA: Planificar, Hacer, Verificar, ActuarDiego Benitez CarrascoPas encore d'évaluation
- Cómo Implantar El Ciclo PDCA en Una OrganizaciónDocument2 pagesCómo Implantar El Ciclo PDCA en Una Organizaciónslow28100% (1)
- Trabajo Ciclo DemingDocument8 pagesTrabajo Ciclo DemingAndres IvanPas encore d'évaluation
- Ciclo PhvaDocument5 pagesCiclo Phvajohn.gonzo.1022Pas encore d'évaluation
- Ciclo para La Mejora ContinuaDocument6 pagesCiclo para La Mejora ContinuaAnaya Curiel Johann YaelPas encore d'évaluation
- Práctica Calificada 1 GSCTDocument4 pagesPráctica Calificada 1 GSCTshantal veli veraPas encore d'évaluation
- Producción Esbelta - Sem 03Document33 pagesProducción Esbelta - Sem 03ronaldo ryesPas encore d'évaluation
- Ciclo mejora continua Kaizen SMEDDocument35 pagesCiclo mejora continua Kaizen SMEDANA PAULAPas encore d'évaluation
- Escuela Cuantitativa y Su Aporte A La ProduccionDocument2 pagesEscuela Cuantitativa y Su Aporte A La ProduccionKary AjemPas encore d'évaluation
- AuditoriaDocument21 pagesAuditoriaAndrea Sheryna Polanco ChambiPas encore d'évaluation
- ES5 U2 MonteroDocument4 pagesES5 U2 Monterocarolina monteroPas encore d'évaluation
- Tpo John Deere - Grupo 2Document73 pagesTpo John Deere - Grupo 2Matias Schiariti100% (2)
- Clase PHVA - CIRCULO - DE - DEMING y Modelo KANODocument40 pagesClase PHVA - CIRCULO - DE - DEMING y Modelo KANOAngela Patricia VILLEGAS ZARATEPas encore d'évaluation
- Ciclo PdcaDocument2 pagesCiclo PdcaEnrique BetancourtPas encore d'évaluation
- PHVA e ISO 9001Document2 pagesPHVA e ISO 9001Keanu Ugarte TtitoPas encore d'évaluation
- 15 Etapas para La Implementación y Desarrollo de Un SGC ISO 9001Document7 pages15 Etapas para La Implementación y Desarrollo de Un SGC ISO 9001Julio Arauz ZunigaPas encore d'évaluation
- Curso Gratis de Sistema Gestión Calidad (ISO 9001), Enfoque Por Procesos, Elaboración de Manuales (ISO 10013) y Directrices para AuditoríaDocument49 pagesCurso Gratis de Sistema Gestión Calidad (ISO 9001), Enfoque Por Procesos, Elaboración de Manuales (ISO 10013) y Directrices para AuditoríaGaby Paola Aros MuraPas encore d'évaluation
- Calidad y DesempeñoDocument9 pagesCalidad y DesempeñoMaria PuertoPas encore d'évaluation
- Fases Implantación Sistema de GestiónDocument4 pagesFases Implantación Sistema de GestiónVanessaElviraVictoriaPas encore d'évaluation
- El Ciclo PDCADocument4 pagesEl Ciclo PDCAYamileth MktPas encore d'évaluation
- Manuale Proscan III K SpaDocument15 pagesManuale Proscan III K SpaAG LincolPas encore d'évaluation
- Diagrama de FlujoDocument8 pagesDiagrama de FlujoAG LincolPas encore d'évaluation
- Quién Es Considerado Como Pyme o MypeDocument5 pagesQuién Es Considerado Como Pyme o MypeAG LincolPas encore d'évaluation
- Generalidades de La Ley de SociedadesDocument66 pagesGeneralidades de La Ley de SociedadesMireyaMMPas encore d'évaluation
- Leasing o Arrendamiento FinancieroDocument17 pagesLeasing o Arrendamiento FinancieroAG LincolPas encore d'évaluation
- Constancia de ConvivenciaDocument1 pageConstancia de ConvivenciaAG LincolPas encore d'évaluation
- Formato 5 - Declaracion JuradddaDocument1 pageFormato 5 - Declaracion JuradddaAG LincolPas encore d'évaluation
- La Basura Gana Terreno en OcucajeDocument6 pagesLa Basura Gana Terreno en OcucajeAG LincolPas encore d'évaluation
- Bio Agri CulturaDocument52 pagesBio Agri CulturaAG LincolPas encore d'évaluation
- ------Document2 pages------AG LincolPas encore d'évaluation
- Estatuto Del Circulo de Estudios de Ingenieria AmbientalDocument12 pagesEstatuto Del Circulo de Estudios de Ingenieria AmbientalAG LincolPas encore d'évaluation
- Semana 1Document1 pageSemana 1AG LincolPas encore d'évaluation
- Declaración jurada de haber finalizado estudios secundariosDocument1 pageDeclaración jurada de haber finalizado estudios secundarioslilicdPas encore d'évaluation
- Plantilla de Reglamento Interno VCDocument12 pagesPlantilla de Reglamento Interno VCAG LincolPas encore d'évaluation
- Declaración Deimpacto Ambiental - Coracora - CamalDocument45 pagesDeclaración Deimpacto Ambiental - Coracora - CamalAG LincolPas encore d'évaluation
- CLASES-Residencia y Supervision de Obra-ValorizacionDocument27 pagesCLASES-Residencia y Supervision de Obra-ValorizacionAG LincolPas encore d'évaluation
- La Basura Gana Terreno en OcucajeDocument2 pagesLa Basura Gana Terreno en OcucajeAG LincolPas encore d'évaluation
- INTRODUCCIÓNDocument12 pagesINTRODUCCIÓNAG LincolPas encore d'évaluation
- Osborne ReynoldsDocument16 pagesOsborne ReynoldsAG LincolPas encore d'évaluation
- Presentacion NoaDocument23 pagesPresentacion NoaAG LincolPas encore d'évaluation
- Guia Residuos Solidos CompletoDocument206 pagesGuia Residuos Solidos CompletoEber Merma VacaPas encore d'évaluation
- Declaración Deimpacto Ambiental - Coracora - CamalDocument45 pagesDeclaración Deimpacto Ambiental - Coracora - CamalAG LincolPas encore d'évaluation
- Evento de Campeonato de FutbolDocument5 pagesEvento de Campeonato de FutbolAG LincolPas encore d'évaluation
- FaunaDocument7 pagesFaunaAG LincolPas encore d'évaluation
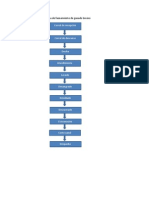
- Proceso faenamiento ganadoDocument2 pagesProceso faenamiento ganadoAG LincolPas encore d'évaluation
- Construcción y operación del camal CoracoraDocument139 pagesConstrucción y operación del camal CoracoraAG LincolPas encore d'évaluation
- Arquitectura IncaicaDocument12 pagesArquitectura IncaicaAG LincolPas encore d'évaluation
- CeiaDocument8 pagesCeiaAG LincolPas encore d'évaluation
- Grado de CalidadDocument2 pagesGrado de CalidadVictor PatiñoPas encore d'évaluation
- Presupuesto de ProduccionDocument32 pagesPresupuesto de ProduccionAlondraPas encore d'évaluation
- Cuáles Son Los Principales Objetivos Del Departamento de ComprasDocument129 pagesCuáles Son Los Principales Objetivos Del Departamento de Comprasmauri del carmen martinez de la cruzPas encore d'évaluation
- Proyecto Condor - Inyección de PlásticosDocument26 pagesProyecto Condor - Inyección de PlásticosAdrian RicardezPas encore d'évaluation
- Costo Estandar 0 - D EJERCICIO N°1 DE CLASESDocument12 pagesCosto Estandar 0 - D EJERCICIO N°1 DE CLASESJonathan MoralesPas encore d'évaluation
- Gerencia de procesos: Enfoque, normas e implementaciónDocument17 pagesGerencia de procesos: Enfoque, normas e implementaciónAndrés HernándezPas encore d'évaluation
- Resumen Analítico - Derivados Del PetróleoDocument5 pagesResumen Analítico - Derivados Del PetróleoCristian JiménezPas encore d'évaluation
- Lean Six SigmaDocument6 pagesLean Six SigmaCynthiaPas encore d'évaluation
- Semana 6,7 - Planeación AgregadaDocument67 pagesSemana 6,7 - Planeación AgregadaDanfer RomeroPas encore d'évaluation
- Ejercicios Propuestos INVOPE 2Document8 pagesEjercicios Propuestos INVOPE 2Martin BayonaPas encore d'évaluation
- Actividad #1 Admon de La Producción y OperacionesDocument16 pagesActividad #1 Admon de La Producción y OperacionesSandraPas encore d'évaluation
- Ing Ind BibliografiaDocument4 pagesIng Ind BibliografiaKARLAPas encore d'évaluation
- Cap. 5Document10 pagesCap. 5Melissa Espejo ChoquePas encore d'évaluation
- Administración Del Costo de MaterialesDocument14 pagesAdministración Del Costo de MaterialesEdith GuevaraPas encore d'évaluation
- 1 Costos Estimados El PayasoDocument8 pages1 Costos Estimados El PayasoBrayan HernandezPas encore d'évaluation
- Informe de Investigación de Control Estadístico de La CalidadDocument12 pagesInforme de Investigación de Control Estadístico de La CalidadAngie BetancourthPas encore d'évaluation
- Cotización #04 - Fabricación de Jaula y Señalizacion de Piezometros - REV00Document8 pagesCotización #04 - Fabricación de Jaula y Señalizacion de Piezometros - REV00rfm23Pas encore d'évaluation
- Simulador Costos TotalDocument21 pagesSimulador Costos TotalAndres GarciaPas encore d'évaluation
- Lab#2 - Metodos - Juaniquina - Salinas - Angel - Juaniquina Salinas AngelDocument21 pagesLab#2 - Metodos - Juaniquina - Salinas - Angel - Juaniquina Salinas AngelISRAEL MANFRED CONDORI ROCHAPas encore d'évaluation
- Programacion A Corto PlazoDocument70 pagesProgramacion A Corto PlazoJose Daniel Humanez LopezPas encore d'évaluation
- Contabilidad de CostosDocument9 pagesContabilidad de CostosJairGarciaAmadorPas encore d'évaluation
- Medina Mendoza Manuel MartinDocument384 pagesMedina Mendoza Manuel MartinEduardo AlamaPas encore d'évaluation
- Ponce Gonzales Sergio Raul - Actividad 6 MRPDocument5 pagesPonce Gonzales Sergio Raul - Actividad 6 MRPSergio Raúl Ponce GonzalesPas encore d'évaluation
- Punto de ReordenDocument8 pagesPunto de ReordenMaximiliano Garduza De la CruzPas encore d'évaluation
- TPD U4.2-4.3.e3Document39 pagesTPD U4.2-4.3.e3ISIDRO TANATIUH HERNANDEZ FLORESPas encore d'évaluation