Vous aimerez peut-être aussi
- Lista de ProcesosDocument4 pagesLista de Procesosbrujula27Pas encore d'évaluation
- Recomendacion Simulacion ANSYSDocument1 pageRecomendacion Simulacion ANSYSbrujula27Pas encore d'évaluation
- HAZOPnodo 16Document2 pagesHAZOPnodo 16brujula27Pas encore d'évaluation
- ESSSDocument2 pagesESSSbrujula27Pas encore d'évaluation
- Hornos Longitud EquivalenteDocument6 pagesHornos Longitud Equivalentebrujula27Pas encore d'évaluation
- C SDV 1201Document8 pagesC SDV 1201brujula27Pas encore d'évaluation
- Tabla de Calor Específico PDFDocument1 pageTabla de Calor Específico PDFRomel A. LuceroPas encore d'évaluation
- Santa Cruzpracticas1 (1) (Autoguardado)Document1 pageSanta Cruzpracticas1 (1) (Autoguardado)brujula27Pas encore d'évaluation
- Eliminación Del Gas de Blanketing 1TKDocument1 pageEliminación Del Gas de Blanketing 1TKbrujula27Pas encore d'évaluation
- Copia de OSSADocument5 pagesCopia de OSSAbrujula27Pas encore d'évaluation
- 317 Nio0603Document1 page317 Nio0603IztacPas encore d'évaluation
- Ejercicio NFPA 25Document7 pagesEjercicio NFPA 25brujula27Pas encore d'évaluation
- Materiales EsfeeraDocument8 pagesMateriales Esfeerabrujula27Pas encore d'évaluation
- Volume NDocument4 pagesVolume Nbrujula27Pas encore d'évaluation
- Material de Las PatasDocument1 pageMaterial de Las Patasbrujula27Pas encore d'évaluation
- Manta AislanteDocument2 pagesManta Aislantebrujula27Pas encore d'évaluation
- B 31 Pressure Temperature Ratings Rev0Document2 pagesB 31 Pressure Temperature Ratings Rev0Jeanpierre MendozaPas encore d'évaluation
- CharlyDocument4 pagesCharlybrujula27Pas encore d'évaluation
- Ing117-Imcc-131-Ll-0001 3 (Lista de Lineas Contra Incendios)Document3 pagesIng117-Imcc-131-Ll-0001 3 (Lista de Lineas Contra Incendios)brujula27Pas encore d'évaluation
- Curso Online Eficiencia Operativa de Calderos IndustrialesDocument8 pagesCurso Online Eficiencia Operativa de Calderos Industrialesbrujula27Pas encore d'évaluation
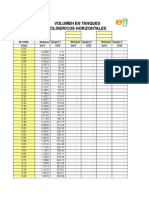
- Capacidades en MMDocument450 pagesCapacidades en MMbrujula27Pas encore d'évaluation
- Consultas CombustionDocument2 pagesConsultas Combustionbrujula27Pas encore d'évaluation
- Ejercicio NFPA 25Document7 pagesEjercicio NFPA 25brujula27Pas encore d'évaluation
- PastorDocument8 pagesPastorbrujula27Pas encore d'évaluation
- Calculotermico PDFDocument10 pagesCalculotermico PDFyxaraPas encore d'évaluation
- Comenzar Con DropboxDocument4 pagesComenzar Con Dropboxvalsar33Pas encore d'évaluation
- CAESAR II Brochure - SpanishDocument6 pagesCAESAR II Brochure - SpanishFranz Rolando MartinezPas encore d'évaluation
- ObservaDocument1 pageObservabrujula27Pas encore d'évaluation
- II Examen Bimestral de Física 4toDocument2 pagesII Examen Bimestral de Física 4toRubenex PrincipexPas encore d'évaluation
- Tabla de CaloriasDocument23 pagesTabla de CaloriasAdriana CalderonPas encore d'évaluation
- Informe Completo Cultura FisicaDocument36 pagesInforme Completo Cultura Fisicajose gabrielPas encore d'évaluation
- Bases para La Alimentación AnimalDocument18 pagesBases para La Alimentación AnimalMS-AAPas encore d'évaluation
- M-CONS-01 - Manual de Construccion Calidda para Uso de Sus Contratistas - en RevisionDocument253 pagesM-CONS-01 - Manual de Construccion Calidda para Uso de Sus Contratistas - en RevisionLuis CasasPas encore d'évaluation
- Resueltos Algunos Problemas Guía Biofísica CBC-UBADocument7 pagesResueltos Algunos Problemas Guía Biofísica CBC-UBAAlberto Rodríguez del ReyPas encore d'évaluation
- Guia Advance de Cuidados Del GatitoDocument28 pagesGuia Advance de Cuidados Del GatitoWilfredo PeñalozaPas encore d'évaluation
- Informe Eleccion - de - Producto - PVLDocument12 pagesInforme Eleccion - de - Producto - PVLOMAR DIEGO PARRA AVILAPas encore d'évaluation
- Problemas Termodinámica Y CinéticaDocument30 pagesProblemas Termodinámica Y Cinéticafabipilco110Pas encore d'évaluation
- ABastida - U2A2 - Infografía - Requerimientos Calóricos y Tasas MetabólicasDocument6 pagesABastida - U2A2 - Infografía - Requerimientos Calóricos y Tasas MetabólicasANTONIO BASTIDA CRUZ100% (3)
- Emerson 1Document8 pagesEmerson 1Mileydi Jimenez CuelloPas encore d'évaluation
- Exp. 6 Actividad 5 Mat.Document5 pagesExp. 6 Actividad 5 Mat.Cabanillas AguilarPas encore d'évaluation
- Los Valores Críticos Que Se Obtuvieron Fueron: Valor de Peróxidos: 10 Meqo2/Kg de Grasa de Aceptabilidad ComercialDocument19 pagesLos Valores Críticos Que Se Obtuvieron Fueron: Valor de Peróxidos: 10 Meqo2/Kg de Grasa de Aceptabilidad ComercialVania MioPas encore d'évaluation
- Conteo Carbohidratos PDFDocument59 pagesConteo Carbohidratos PDFLuis Pineda100% (1)
- Resolución de Problemas Práctico - Unidad I - PropuestosDocument5 pagesResolución de Problemas Práctico - Unidad I - PropuestosDavidPas encore d'évaluation
- Equivalencia Entre Energía Eléctrica y CalorDocument12 pagesEquivalencia Entre Energía Eléctrica y CalorIvanov100% (1)
- EsparragosDocument19 pagesEsparragosluis1419941100% (1)
- Valor Calorico DE Los AlimentosDocument30 pagesValor Calorico DE Los AlimentosLeonardoPortillaCubasPas encore d'évaluation
- EVALUACIÓN N°1 8vosDocument4 pagesEVALUACIÓN N°1 8vosmarjoriPas encore d'évaluation
- Ejercicios Tema 15Document2 pagesEjercicios Tema 15Peluso PelusoPas encore d'évaluation
- FISICA Semana 9Document3 pagesFISICA Semana 9JavierErnestoCardozaVeraPas encore d'évaluation
- Qué Son Los AlimentosDocument10 pagesQué Son Los AlimentosMariana OrregoPas encore d'évaluation
- Manual Del Ingeniero para La Transferencia de CalorDocument71 pagesManual Del Ingeniero para La Transferencia de CalorALEX ROGELIO LARGO MALDONADOPas encore d'évaluation
- Clinica Nutricional: DR Jaime Ortega RomeroDocument44 pagesClinica Nutricional: DR Jaime Ortega RomeroJaime Ortega RomeroPas encore d'évaluation
- Cuestionario de Preguntas y Sus Respectivas Repuesta1Document5 pagesCuestionario de Preguntas y Sus Respectivas Repuesta1amaliazambranoburgosPas encore d'évaluation
- Unidad IDocument15 pagesUnidad INuñez AlexelPas encore d'évaluation
- R G 7 ProxDocument11 pagesR G 7 ProxMariana FigueroaPas encore d'évaluation
- 6.4 Diseño Térmico de Un SistemaDocument15 pages6.4 Diseño Térmico de Un SistemaSarai EstradaPas encore d'évaluation
- Ejercicios Primera Ley TermodinámicaDocument3 pagesEjercicios Primera Ley TermodinámicaJHOAN JHONCLER BOCANEGRA PONCEPas encore d'évaluation