Vous aimerez peut-être aussi
- GMAW Guide for Welding Copper-Base AlloysDocument2 pagesGMAW Guide for Welding Copper-Base AlloysMaulana Mufti MuhammadPas encore d'évaluation
- Filler Wires PDFDocument7 pagesFiller Wires PDFJayaram MVPas encore d'évaluation
- Kuwait Oil Company (K.S.C.) : Engineering GroupDocument14 pagesKuwait Oil Company (K.S.C.) : Engineering GroupRELLA ROSHAN KUMARPas encore d'évaluation
- Inconel 601 Alloy 601 Uns n06601 Din 2.4851Document3 pagesInconel 601 Alloy 601 Uns n06601 Din 2.4851SamkitPas encore d'évaluation
- JIS G3452 PipeDocument0 pageJIS G3452 PipefaridyeniPas encore d'évaluation
- Data Sheet Material 2.4819Document3 pagesData Sheet Material 2.4819BoberPas encore d'évaluation
- Welder Certificate ISO 9606-1 QualificationDocument1 pageWelder Certificate ISO 9606-1 QualificationDeepak Das100% (1)
- Material For Roll CastingDocument5 pagesMaterial For Roll CastingPankaj PandeyPas encore d'évaluation
- Hydro Aluminium - AlSi7Mg0.6Document2 pagesHydro Aluminium - AlSi7Mg0.6Raj PrasanthPas encore d'évaluation
- Welding BisplateDocument12 pagesWelding BisplateLim Senglin100% (1)
- Din 1681-GS 60Document9 pagesDin 1681-GS 60Vishnu AgawanePas encore d'évaluation
- Aisi 4340 Alloy Steel (Uns g43400)Document4 pagesAisi 4340 Alloy Steel (Uns g43400)Muhamad Ikbal TrismanaPas encore d'évaluation
- Werkstoff 1.5217 (20MnV6)Document2 pagesWerkstoff 1.5217 (20MnV6)alextentwentyPas encore d'évaluation
- A572 50 TY1 KrakatauposcoplateASTMproductDocument1 pageA572 50 TY1 KrakatauposcoplateASTMproductSteel BridgePas encore d'évaluation
- Hastelloy B3 / Alloy B3 / UNS N10675 / DIN 2.4600Document3 pagesHastelloy B3 / Alloy B3 / UNS N10675 / DIN 2.4600SamkitPas encore d'évaluation
- Critical Surface Preparation for Steel CoatingsDocument2 pagesCritical Surface Preparation for Steel CoatingsHIPAPPas encore d'évaluation
- Hastelloy B2 Alloy B2 UNS N10665 DIN 2.4617Document3 pagesHastelloy B2 Alloy B2 UNS N10665 DIN 2.4617SamkitPas encore d'évaluation
- Data Sheet For BRASS SPECIFICATIONS PDFDocument5 pagesData Sheet For BRASS SPECIFICATIONS PDFvkmsPas encore d'évaluation
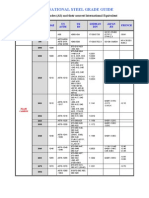
- Steel Grade GuideDocument1 pageSteel Grade Guidetoru101100% (1)
- Materials Guide for Over 50 AlloysDocument8 pagesMaterials Guide for Over 50 AlloysMark RomeroPas encore d'évaluation
- Welding Guidelines CuNiDocument8 pagesWelding Guidelines CuNiRadu-Gabriel GherghePas encore d'évaluation
- Carbon Arc Cutting PDFDocument44 pagesCarbon Arc Cutting PDFMark InnesPas encore d'évaluation
- Standard Internal Circlips GuideDocument6 pagesStandard Internal Circlips GuideRay FaiersPas encore d'évaluation
- DIN 17100 TablasDocument2 pagesDIN 17100 Tablasanonimarium100% (3)
- Nfa 49 310 Grade Tu 52 B Tubes PDFDocument1 pageNfa 49 310 Grade Tu 52 B Tubes PDFMitul MehtaPas encore d'évaluation
- 304 Stainless Steel Data Sheet Explains Properties & UsesDocument4 pages304 Stainless Steel Data Sheet Explains Properties & UsesMani KannaPas encore d'évaluation
- Chemical and Mechanical PropertiesDocument5 pagesChemical and Mechanical PropertiesAristotle MedinaPas encore d'évaluation
- SAW Flux StorageDocument2 pagesSAW Flux StorageTrung Tinh HoPas encore d'évaluation
- Nema Li 1Document4 pagesNema Li 1usamafalakPas encore d'évaluation
- SAE 8620H Chemical Composition, SAE 8620H Mechanical Properties, SAE 8620H Heat TreatmentDocument2 pagesSAE 8620H Chemical Composition, SAE 8620H Mechanical Properties, SAE 8620H Heat TreatmentAnush Swaminathan100% (1)
- Steel EquivalentDocument1 pageSteel EquivalentGhantex TradPas encore d'évaluation
- PERMA E-622 ElectrodeDocument1 pagePERMA E-622 Electrodepedromiguel20Pas encore d'évaluation
- BS 1503-1989Document35 pagesBS 1503-1989Олег СоловьевPas encore d'évaluation
- KSR 1003 H e Side Mounted Magnetic Float SwitchesDocument20 pagesKSR 1003 H e Side Mounted Magnetic Float SwitchesRoshan ShanmughanPas encore d'évaluation
- Requirements and properties of structural steel hollow sectionsDocument1 pageRequirements and properties of structural steel hollow sectionsRobin GuPas encore d'évaluation
- 06 VD Mee-Welding of Super Duplex Stainless SteelsDocument12 pages06 VD Mee-Welding of Super Duplex Stainless SteelsKareem AbdelazizPas encore d'évaluation
- Aluminium Bronze Technical Data SheetDocument2 pagesAluminium Bronze Technical Data SheetBHARGAVPas encore d'évaluation
- Material Datea 2.4602Document3 pagesMaterial Datea 2.4602Charwin XiaoPas encore d'évaluation
- Stainless Steel Bars and Shapes: Standard Specification ForDocument8 pagesStainless Steel Bars and Shapes: Standard Specification ForkrkmurthyPas encore d'évaluation
- (Welding) ANSI-AWS Standard A5.9-1993 - Specification For Bare Stainless Steel Welding ElectrodDocument33 pages(Welding) ANSI-AWS Standard A5.9-1993 - Specification For Bare Stainless Steel Welding ElectrodAna Quintana100% (1)
- Catalog Steel ProductionDocument13 pagesCatalog Steel Productiondannyboy738Pas encore d'évaluation
- ASME SA240 304 (S30400) Stainless Steel Plate - A516Gr70 - S355J2 - SA516GR70 - A516 Grade 70 - SA516 Grade 70 - A572GR50 Steel Plate PDFDocument7 pagesASME SA240 304 (S30400) Stainless Steel Plate - A516Gr70 - S355J2 - SA516GR70 - A516 Grade 70 - SA516 Grade 70 - A572GR50 Steel Plate PDFJA KPas encore d'évaluation
- Stainless Steel Alloys Comparsion ChartDocument3 pagesStainless Steel Alloys Comparsion Chartsengcyan100% (1)
- Technical Data SheetsDocument17 pagesTechnical Data SheetsYasir SaleemPas encore d'évaluation
- IS 5517 - 1993-Hardening & Tempering GradesDocument15 pagesIS 5517 - 1993-Hardening & Tempering GradesMohanrajMJ100% (1)
- Closure Data PEDocument2 pagesClosure Data PEjowarPas encore d'évaluation
- 25CrMo4Document1 page25CrMo4Hans GoethePas encore d'évaluation
- Welding AISI 4130 PDFDocument5 pagesWelding AISI 4130 PDFDarioPas encore d'évaluation
- Corporate Overview Daniel I GroupDocument34 pagesCorporate Overview Daniel I GroupRoccoFEPas encore d'évaluation
- Bisalloy Technical Manual SectionsDocument65 pagesBisalloy Technical Manual Sectionsramaus100% (1)
- CRDocument8 pagesCRErfan EffendyPas encore d'évaluation
- Wear Plate PDFDocument19 pagesWear Plate PDFNorma SalazarPas encore d'évaluation
- Datasheet Creusabro 4800 PDFDocument2 pagesDatasheet Creusabro 4800 PDFPercy TorresPas encore d'évaluation
- High Performance Wear Resistant SteelDocument8 pagesHigh Performance Wear Resistant SteelPeterWayPas encore d'évaluation
- Ds Wear Creusabro8000Document6 pagesDs Wear Creusabro8000Zackaria El IdrissiPas encore d'évaluation
- Corroplast: The Ultimate Stainless Steel For All Stainless Plastic MouldsDocument6 pagesCorroplast: The Ultimate Stainless Steel For All Stainless Plastic MouldsmichaelguzziPas encore d'évaluation
- Technical Guide For Steel & Stainless Steel Turning - Seco Tools PDFDocument20 pagesTechnical Guide For Steel & Stainless Steel Turning - Seco Tools PDFwilsonPas encore d'évaluation
- GB TP0500 LRDocument20 pagesGB TP0500 LRGristarPas encore d'évaluation
- The Premiere Wear Resistant and W Ork Hardening New SteelDocument4 pagesThe Premiere Wear Resistant and W Ork Hardening New SteelsushmaxPas encore d'évaluation
- Manpower Deploy - IHIDocument3 pagesManpower Deploy - IHIravigurajapuPas encore d'évaluation
- Piping Engineering3Document8 pagesPiping Engineering3ravigurajapuPas encore d'évaluation
- X-Ray Radiography at Qatar Petroleum'S LPG Tankage Project - Client Sam Sung Corporation KoreaDocument2 pagesX-Ray Radiography at Qatar Petroleum'S LPG Tankage Project - Client Sam Sung Corporation KorearavigurajapuPas encore d'évaluation
- Production ScheduleDocument7 pagesProduction ScheduleravigurajapuPas encore d'évaluation
- Piping Engineering1Document10 pagesPiping Engineering1ravigurajapuPas encore d'évaluation
- Reaffirmed 1998Document14 pagesReaffirmed 1998ravigurajapuPas encore d'évaluation
- Adobe Scan 30-May-2021Document2 pagesAdobe Scan 30-May-2021ravigurajapuPas encore d'évaluation
- Sievert Man Power Deployment Plan: Manpower Deployment Bar ChartDocument2 pagesSievert Man Power Deployment Plan: Manpower Deployment Bar ChartravigurajapuPas encore d'évaluation
- Equipment - X - RayDocument2 pagesEquipment - X - RayravigurajapuPas encore d'évaluation
- DIMENSIONS AND WEIGHTS TABLEDocument3 pagesDIMENSIONS AND WEIGHTS TABLEravigurajapuPas encore d'évaluation
- Adobe Scan 25 May 2021Document1 pageAdobe Scan 25 May 2021ravigurajapuPas encore d'évaluation
- A Brief Synopsis ofDocument54 pagesA Brief Synopsis ofpatel ketan100% (2)
- Adobe Scan 24-Jun-2021Document1 pageAdobe Scan 24-Jun-2021ravigurajapuPas encore d'évaluation
- Indian Standard: Recommendations For General Pipeline WeldingDocument48 pagesIndian Standard: Recommendations For General Pipeline WeldingravigurajapuPas encore d'évaluation
- DOC000Document34 pagesDOC000ravigurajapuPas encore d'évaluation
- Abbreviation ListDocument16 pagesAbbreviation ListravigurajapuPas encore d'évaluation
- Acceptance StandardDocument1 pageAcceptance StandardravigurajapuPas encore d'évaluation
- Piping Engineering4Document18 pagesPiping Engineering4ravigurajapuPas encore d'évaluation
- voter InformationDocument1 pagevoter InformationravigurajapuPas encore d'évaluation
- DOC013Document1 pageDOC013ravigurajapuPas encore d'évaluation
- Example Slide of User Functions: Time Guide The Slide Should Be Finished byDocument70 pagesExample Slide of User Functions: Time Guide The Slide Should Be Finished byHskumarReddy KarriPas encore d'évaluation
- Cswip 2Document8 pagesCswip 2heartbreakkid132Pas encore d'évaluation
- Visakha Institute of Welding & NDTDocument3 pagesVisakha Institute of Welding & NDTravigurajapuPas encore d'évaluation
- IS 10748_2004 Compliant HR Steel Coils CertificateDocument1 pageIS 10748_2004 Compliant HR Steel Coils CertificateravigurajapuPas encore d'évaluation
- Course Details: 4 Weeks (Excluding Sundays)Document1 pageCourse Details: 4 Weeks (Excluding Sundays)ravigurajapuPas encore d'évaluation
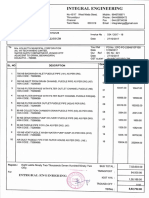
- Integral Ei/Gineering: I: 1E I 19AABCV0225G1ZM Date: 27t12t2017Document2 pagesIntegral Ei/Gineering: I: 1E I 19AABCV0225G1ZM Date: 27t12t2017ravigurajapuPas encore d'évaluation
- API 1104 welding defect criteriaDocument1 pageAPI 1104 welding defect criteriaravigurajapuPas encore d'évaluation
- ITP ValveDocument5 pagesITP ValveJayaram MV100% (3)
- PWHT Requirements Comparison Across ASME CodesDocument3 pagesPWHT Requirements Comparison Across ASME Codescisar0007Pas encore d'évaluation
- Future AssignmentDocument1 pageFuture AssignmentravigurajapuPas encore d'évaluation
- Impression Techniques in Complete Denture Patients: A ReviewDocument6 pagesImpression Techniques in Complete Denture Patients: A ReviewRoja AllampallyPas encore d'évaluation
- Modification Adjustment During Upgrade - Software Logistics - SCN WikiDocument4 pagesModification Adjustment During Upgrade - Software Logistics - SCN Wikipal singhPas encore d'évaluation
- Veolia Moray Outfalls Repair WorksDocument8 pagesVeolia Moray Outfalls Repair WorksGalih PutraPas encore d'évaluation
- Climate Change in Bryce CanyonDocument8 pagesClimate Change in Bryce CanyonClaire CrisePas encore d'évaluation
- Classification of Methods of MeasurementsDocument60 pagesClassification of Methods of MeasurementsVenkat Krishna100% (2)
- Performance of a Pelton WheelDocument17 pagesPerformance of a Pelton Wheellimakupang_matPas encore d'évaluation
- Digestive System Song by MR ParrDocument2 pagesDigestive System Song by MR ParrRanulfo MayolPas encore d'évaluation
- Extraform RsDocument47 pagesExtraform RsCarlos David Duran AvilaPas encore d'évaluation
- Module 7 - Assessment of Learning 1 CoursepackDocument7 pagesModule 7 - Assessment of Learning 1 CoursepackZel FerrelPas encore d'évaluation
- Recent Advances in Active Metal Brazing of Ceramics and Process-S12540-019-00536-4Document12 pagesRecent Advances in Active Metal Brazing of Ceramics and Process-S12540-019-00536-4sebjangPas encore d'évaluation
- Table of Contents and Executive SummaryDocument38 pagesTable of Contents and Executive SummarySourav Ojha0% (1)
- 6.standard CostingDocument11 pages6.standard CostingInnocent escoPas encore d'évaluation
- AIIMS Mental Health Nursing Exam ReviewDocument28 pagesAIIMS Mental Health Nursing Exam ReviewImraan KhanPas encore d'évaluation
- MMH Dan StoringDocument13 pagesMMH Dan Storingfilza100% (1)
- Technical CommunicationDocument35 pagesTechnical CommunicationPrecious Tinashe NyakabauPas encore d'évaluation
- North American Countries ListDocument4 pagesNorth American Countries ListApril WoodsPas encore d'évaluation
- Operation Manual TempoLink 551986 enDocument12 pagesOperation Manual TempoLink 551986 enBryan AndradePas encore d'évaluation
- BWT Septron Line 31-61 Rev01!08!05-18 Opm enDocument56 pagesBWT Septron Line 31-61 Rev01!08!05-18 Opm enDavide Grioni100% (1)
- Amma dedicates 'Green Year' to environmental protection effortsDocument22 pagesAmma dedicates 'Green Year' to environmental protection effortsOlivia WilliamsPas encore d'évaluation
- The Quantum Gravity LagrangianDocument3 pagesThe Quantum Gravity LagrangianNige Cook100% (2)
- Chapter 04Document3 pagesChapter 04gebrePas encore d'évaluation
- Expected OutcomesDocument4 pagesExpected OutcomesPankaj MahantaPas encore d'évaluation
- Irc SP 65-2005 PDFDocument32 pagesIrc SP 65-2005 PDFAjay Kumar JainPas encore d'évaluation
- 10CV54 Unit 05 PDFDocument21 pages10CV54 Unit 05 PDFvinodh159Pas encore d'évaluation
- Project Final Report: Crop BreedingDocument16 pagesProject Final Report: Crop BreedingAniket PatilPas encore d'évaluation
- Citation GuideDocument21 pagesCitation Guideapi-229102420Pas encore d'évaluation
- Guiffre V MaxwellDocument40 pagesGuiffre V MaxwellTechno Fog91% (32)
- Fabm2 q2 Module 4 TaxationDocument17 pagesFabm2 q2 Module 4 TaxationLady HaraPas encore d'évaluation
- Complex Numbers GuideDocument17 pagesComplex Numbers GuideGus EdiPas encore d'évaluation
- Marketing of Agriculture InputsDocument18 pagesMarketing of Agriculture InputsChanakyaPas encore d'évaluation