Vous aimerez peut-être aussi
- Catálogos Operadoras de TelecartofiliaDocument1 859 pagesCatálogos Operadoras de TelecartofiliamarceloprcPas encore d'évaluation
- Ficha Anamnese Capilar..Document2 pagesFicha Anamnese Capilar..Ana Paula Cunha49% (39)
- Apostila de Farmacotecnica 1Document49 pagesApostila de Farmacotecnica 1Thiago Oliveira100% (1)
- NBR 10004-04 - Resíduos SólidosDocument77 pagesNBR 10004-04 - Resíduos SólidosRoberto Freire100% (3)
- Simbologia PneumáticaDocument2 pagesSimbologia Pneumáticadanielfortal67% (9)
- Econometria Series FinanceirasDocument55 pagesEconometria Series FinanceirasVede Teus Berna Manberna100% (1)
- Apr para Armazenamento de CombustiveisDocument12 pagesApr para Armazenamento de CombustiveisJosé Beltrão de Medeiros100% (2)
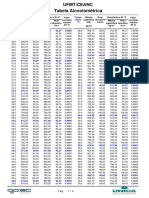
- Tabela AlcoolométricaDocument2 pagesTabela AlcoolométricaDaniel Ippolito Pelufo100% (3)
- Ventilacao 3Document228 pagesVentilacao 3Daniel Ippolito PelufoPas encore d'évaluation
- Morita - Preparo de SoluçõesDocument94 pagesMorita - Preparo de SoluçõeskildareeePas encore d'évaluation
- Piper - PA-31 I II II XL e T1040 Cheyenne PT-BRDocument261 pagesPiper - PA-31 I II II XL e T1040 Cheyenne PT-BRTatiane Sillva100% (2)
- Portugal - 2. Metade Do Seculo XIXDocument16 pagesPortugal - 2. Metade Do Seculo XIXNelsonMatias100% (1)
- 5 NichosDocument16 pages5 NichosDaniel Ippolito PelufoPas encore d'évaluation
- Trabalho TransitoDocument45 pagesTrabalho TransitoDaniel Ippolito PelufoPas encore d'évaluation
- Apr Passo A PassoDocument8 pagesApr Passo A PassoAlercio RicardoPas encore d'évaluation
- EDITAL FNS No. - 95 PDFDocument2 pagesEDITAL FNS No. - 95 PDFDaniel Ippolito PelufoPas encore d'évaluation
- 4 CREA-GO Concurso Publico 2019 Edital 1Document21 pages4 CREA-GO Concurso Publico 2019 Edital 1tanadf100% (1)
- ModeloDocument1 pageModeloDaniel Ippolito PelufoPas encore d'évaluation
- Cálculos de TemperaturaDocument4 pagesCálculos de TemperaturaDaniel Ippolito PelufoPas encore d'évaluation
- Aulas 7 e 8 - Processos de AdsorçãoDocument132 pagesAulas 7 e 8 - Processos de AdsorçãoDaniel Ippolito Pelufo100% (2)
- Ementas e Bibliografia Básica Das DisciplinasDocument13 pagesEmentas e Bibliografia Básica Das DisciplinasDaniel Ippolito PelufoPas encore d'évaluation
- BioetanolDocument316 pagesBioetanolKadu MeloPas encore d'évaluation
- Biogenética 323Document15 pagesBiogenética 323Daniel Ippolito PelufoPas encore d'évaluation
- 1C Cream AleDocument2 pages1C Cream AleDaniel Ippolito PelufoPas encore d'évaluation
- Prova Da Disciplina Radiações Ionizantes e Não IonizantesDocument2 pagesProva Da Disciplina Radiações Ionizantes e Não IonizantesDaniel Ippolito PelufoPas encore d'évaluation
- 21 391 3 PB PDFDocument4 pages21 391 3 PB PDFDaniel Ippolito PelufoPas encore d'évaluation
- PU SeparaçãoDocument20 pagesPU SeparaçãoDaniel Ippolito PelufoPas encore d'évaluation
- 304-d Banho DubnoffDocument2 pages304-d Banho DubnoffDaniel Ippolito PelufoPas encore d'évaluation
- Tabela Honorários: Profissionais BásicosDocument33 pagesTabela Honorários: Profissionais BásicosDaniel Ippolito PelufoPas encore d'évaluation
- (449535743) Gmail - FW - Lista de Reagentes AtualizadaDocument48 pages(449535743) Gmail - FW - Lista de Reagentes AtualizadaDaniel Ippolito Pelufo100% (1)
- Passo A Passo - Redação de Patente PDFDocument4 pagesPasso A Passo - Redação de Patente PDFDaniel Ippolito PelufoPas encore d'évaluation
- Aulas 7 e 8 - Processos de AdsorçãoDocument132 pagesAulas 7 e 8 - Processos de AdsorçãoDaniel Ippolito Pelufo100% (1)
- 1368845581269Document146 pages1368845581269Daniel Ippolito PelufoPas encore d'évaluation
- Folha PRATICA 4Document5 pagesFolha PRATICA 4Cleto67% (3)
- Estrutura de Relatório de Trabalho de CampoDocument2 pagesEstrutura de Relatório de Trabalho de CampoFlávia Regina CavalcantePas encore d'évaluation
- Enem Picos Pi Machado de Assis 15 09Document10 pagesEnem Picos Pi Machado de Assis 15 09DanielMatematicaColaresPas encore d'évaluation
- 54518705cap-19 - Partida Eletrica CB600FDocument19 pages54518705cap-19 - Partida Eletrica CB600Fivanmariano1978Pas encore d'évaluation
- Licenciamento Actividade Estabelecimento Apoio SocialDocument15 pagesLicenciamento Actividade Estabelecimento Apoio SocialManuel DiasPas encore d'évaluation
- Anais Do V Seminário Brasileiro Sobre o Pensamento de Jacques EllulDocument277 pagesAnais Do V Seminário Brasileiro Sobre o Pensamento de Jacques EllulMaria Cristina VendrametoPas encore d'évaluation
- Resultado Final Da Prova de TituloDocument39 pagesResultado Final Da Prova de TituloCarlos Alexandre Ataide dos SantosPas encore d'évaluation
- Unidade Central de ProcessamentoDocument4 pagesUnidade Central de ProcessamentoRafael AraujoPas encore d'évaluation
- RotativasDocument6 pagesRotativasAnderson AntunesPas encore d'évaluation
- HD X SSD PDFDocument4 pagesHD X SSD PDFFabricio DornellesPas encore d'évaluation
- Gerador de EnergiaDocument2 pagesGerador de EnergiaLucas Cardoso PinheiroPas encore d'évaluation
- Manual Compressor de Ar - VonderDocument48 pagesManual Compressor de Ar - VonderWF SoluçõesPas encore d'évaluation
- Antena Plano Terra 1 - 4 OndaDocument3 pagesAntena Plano Terra 1 - 4 OndaAntonio MadrugaPas encore d'évaluation
- 206-05 - Freio de Estacionamento PDFDocument18 pages206-05 - Freio de Estacionamento PDFJean TiepoPas encore d'évaluation
- 1° Questionário de Estagio 1Document3 pages1° Questionário de Estagio 1cspuhlPas encore d'évaluation
- Modelo Envio Discente - Atividade ContextualizadaDocument1 pageModelo Envio Discente - Atividade ContextualizadaAmanda NascimentoPas encore d'évaluation
- Caixa II - PeE - 18 - 02 - 16Document2 pagesCaixa II - PeE - 18 - 02 - 16Gelson Fernandes FernandesPas encore d'évaluation
- MODELO Relatorio PalestraDocument4 pagesMODELO Relatorio PalestraWeslley EnthonnyPas encore d'évaluation
- Play Planif Anual 5 AnoDocument6 pagesPlay Planif Anual 5 Anopipinha33Pas encore d'évaluation
- NBR 12142Document3 pagesNBR 12142Carlos MaiaPas encore d'évaluation
- Sistema PortuguesDocument70 pagesSistema PortuguesAntónio FerreiraPas encore d'évaluation
- 20 Programa de Afiliados Rentáveis para Ganhar Dinheiro OnlineDocument16 pages20 Programa de Afiliados Rentáveis para Ganhar Dinheiro Onlineluiz reeyPas encore d'évaluation
- Tabela ASCIIDocument4 pagesTabela ASCIILeonardo Zanzotte CalvelhePas encore d'évaluation
- Aulas LajesDocument11 pagesAulas LajesitalokaiquePas encore d'évaluation