Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- A' Level Inorganic Chemistry: by Mukanda S.MDocument51 pagesA' Level Inorganic Chemistry: by Mukanda S.MTeejay Makazhu100% (4)
- Nytro® Gemini X: SECTION 1: Identification of The Substance/mixture and of The Company/undertakingDocument20 pagesNytro® Gemini X: SECTION 1: Identification of The Substance/mixture and of The Company/undertakingMambak Udin100% (1)
- Acceptance LetterDocument1 pageAcceptance LetterKarl RaymundoPas encore d'évaluation
- Piping Design: Karl Joshua RaymundoDocument63 pagesPiping Design: Karl Joshua RaymundoKarl RaymundoPas encore d'évaluation
- September 05Document1 pageSeptember 05Karl RaymundoPas encore d'évaluation
- Joana Abbie O. Raymundo: Qualification ProfileDocument2 pagesJoana Abbie O. Raymundo: Qualification ProfileKarl RaymundoPas encore d'évaluation
- Joana Abbie O. Raymundo: Qualification ProfileDocument3 pagesJoana Abbie O. Raymundo: Qualification ProfileKarl RaymundoPas encore d'évaluation
- Pamantasan NG Lungsod NG Maynila: College of Engineering and Technology Chemical Engineering DepartmentDocument12 pagesPamantasan NG Lungsod NG Maynila: College of Engineering and Technology Chemical Engineering DepartmentKarl Raymundo100% (3)
- College of Engineering and Technology Chemical Engineering DepartmentDocument6 pagesCollege of Engineering and Technology Chemical Engineering DepartmentKarl Raymundo100% (2)
- Open The Eyes of My Heart, Lord: G G G D C D GDocument3 pagesOpen The Eyes of My Heart, Lord: G G G D C D GKarl RaymundoPas encore d'évaluation
- Styrene To Flocculant BGDocument1 pageStyrene To Flocculant BGKarl RaymundoPas encore d'évaluation
- 47 Sorbitol Storage Tank Oct20Document6 pages47 Sorbitol Storage Tank Oct20Karl RaymundoPas encore d'évaluation
- Annex G Budget AllocationDocument2 pagesAnnex G Budget AllocationKarl RaymundoPas encore d'évaluation
- CHE 517 - CHE Elective 1Document6 pagesCHE 517 - CHE Elective 1Karl RaymundoPas encore d'évaluation
- No. of Freshmen 2007 2008 Bs Ce Bs Che Bs Cpe Bs Ee Bs Ece Bs Me Bs Mfge TotalDocument3 pagesNo. of Freshmen 2007 2008 Bs Ce Bs Che Bs Cpe Bs Ee Bs Ece Bs Me Bs Mfge TotalKarl RaymundoPas encore d'évaluation
- Silagan Jonnie Serna: Person To Notify in Case of Emergency:mrs. Richel F. Silagan Contact No.:: 09089561505Document2 pagesSilagan Jonnie Serna: Person To Notify in Case of Emergency:mrs. Richel F. Silagan Contact No.:: 09089561505Karl RaymundoPas encore d'évaluation
- Capiz Emmanuel Hospital: Sacred Heart Maternity ClinicDocument2 pagesCapiz Emmanuel Hospital: Sacred Heart Maternity ClinicKarl RaymundoPas encore d'évaluation
- Project: The Oxford Parksuites Location: Attention:: RRMPC - OwnerDocument1 pageProject: The Oxford Parksuites Location: Attention:: RRMPC - OwnerKarl RaymundoPas encore d'évaluation
- Cargo Calculations - Tanker WorkDocument21 pagesCargo Calculations - Tanker WorkGiorgi Kandelaki100% (2)
- Williams-Evans CUI Paper, NACE-Calgary 2010Document23 pagesWilliams-Evans CUI Paper, NACE-Calgary 2010John Williams100% (1)
- Characteristics of Earth That Are Necessary To Support LifeDocument1 pageCharacteristics of Earth That Are Necessary To Support LifeBenedict De Los ReyesPas encore d'évaluation
- Abstraction: Amount of Rainfall That Doesn't Turn Into RunoffDocument8 pagesAbstraction: Amount of Rainfall That Doesn't Turn Into RunoffyomifPas encore d'évaluation
- Sts Study Guide Hatag Nyag Answer UgmaDocument18 pagesSts Study Guide Hatag Nyag Answer UgmaTribunalo, Aliana R.Pas encore d'évaluation
- Chapter 1 (Final)Document12 pagesChapter 1 (Final)Nahzel Mae DulayPas encore d'évaluation
- Aquaculture Week1 Module2Document33 pagesAquaculture Week1 Module2Gerald LauglaugPas encore d'évaluation
- Rp20lt Pds July17Document2 pagesRp20lt Pds July17aravindanPas encore d'évaluation
- Introduction To Terahertz Electronics (2021)Document371 pagesIntroduction To Terahertz Electronics (2021)Numa Luma100% (1)
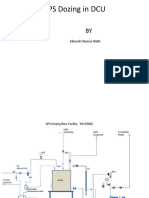
- APS Dosing New Facility1Document8 pagesAPS Dosing New Facility1Abhishek PandeyPas encore d'évaluation
- 11 Sedimentacion en Embalses (Ingles)Document8 pages11 Sedimentacion en Embalses (Ingles)Luis AzulaPas encore d'évaluation
- 222 552 1 PBDocument12 pages222 552 1 PBHeru SetiawanPas encore d'évaluation
- CB14B InglesDocument12 pagesCB14B InglesAlberi Dilamar BaumartPas encore d'évaluation
- Film Boiling CondensationDocument5 pagesFilm Boiling CondensationMohamad Fahmi Abd Rased100% (3)
- Water Borne DiseasesDocument34 pagesWater Borne DiseasesAra ArvinthanPas encore d'évaluation
- PPM Lab ActivityDocument2 pagesPPM Lab ActivityMr. NobodyPas encore d'évaluation
- Landscape Irrigation Products Catalog: The Intelligent Use of WaterDocument196 pagesLandscape Irrigation Products Catalog: The Intelligent Use of WaterCosmin BonghezPas encore d'évaluation
- The Production of Vinegar From HoneyDocument8 pagesThe Production of Vinegar From HoneyMichael PiercePas encore d'évaluation
- A Moisture Swing Sorbent For Direct Air Capture of Carbon Dioxide Thermodynamic and Kinetic AnalysisDocument9 pagesA Moisture Swing Sorbent For Direct Air Capture of Carbon Dioxide Thermodynamic and Kinetic AnalysisY BermainPas encore d'évaluation
- Lake Ziway Water Quality Analysisand Pollution Prevention OptionsDocument91 pagesLake Ziway Water Quality Analysisand Pollution Prevention OptionsShamma DamaniPas encore d'évaluation
- General Education Reviewer (PRC)Document44 pagesGeneral Education Reviewer (PRC)Ara HerreraPas encore d'évaluation
- Illinois River Sub-Basin and Eucha-Spavinaw Lake Watershed InitiativeDocument2 pagesIllinois River Sub-Basin and Eucha-Spavinaw Lake Watershed Initiativecebuano88Pas encore d'évaluation
- HuronRiverReport 2005 SummerDocument12 pagesHuronRiverReport 2005 SummerWDIV/ClickOnDetroitPas encore d'évaluation
- Water Supply and DistributionDocument65 pagesWater Supply and DistributionchinPas encore d'évaluation
- 3 - Rivers and Lakes Their Distribution Origins and FormsDocument28 pages3 - Rivers and Lakes Their Distribution Origins and FormsDenisse GrandaPas encore d'évaluation
- Euroklav 29 S: User Manual For The AutoclaveDocument47 pagesEuroklav 29 S: User Manual For The AutoclaveGheorghe OtocPas encore d'évaluation
- Regional Studies in Marine ScienceDocument11 pagesRegional Studies in Marine ScienceBOUCHNANPas encore d'évaluation
- BAWASA Orientation (081104)Document20 pagesBAWASA Orientation (081104)JERRY T. LICAYANPas encore d'évaluation