Vous aimerez peut-être aussi
- 16839634-Ih International 684 784 884 Tractors Shop Service Repair Manual - DownloadDocument64 pages16839634-Ih International 684 784 884 Tractors Shop Service Repair Manual - Downloadtom82% (38)
- Auto-Powered Arc Welder: by Norman E. SchuttzDocument60 pagesAuto-Powered Arc Welder: by Norman E. SchuttzPierre799es100% (1)
- Mill Keyways On LatheDocument1 pageMill Keyways On LatheJim100% (3)
- How To Run A Lathe 1966 Pt1 PDF1 PDFDocument22 pagesHow To Run A Lathe 1966 Pt1 PDF1 PDFSergio Gon100% (1)
- Lathe WorkDocument220 pagesLathe WorkBarry Bj Shaide100% (1)
- Mini Tube BenderDocument4 pagesMini Tube BenderMartin OngPas encore d'évaluation
- Nuts & BoltsDocument24 pagesNuts & BoltsAnkit D100% (2)
- Vintage Power Tool Plans 1950sDocument180 pagesVintage Power Tool Plans 1950sPierre799es100% (5)
- Jost 5th Wheel CatalogDocument44 pagesJost 5th Wheel CatalogmonokoePas encore d'évaluation
- Quorn: Tool and Cutter GrinderDocument4 pagesQuorn: Tool and Cutter GrinderDan HendersonPas encore d'évaluation
- Tricking Out Asian 9x20 LatheDocument48 pagesTricking Out Asian 9x20 Lathearanicki8587Pas encore d'évaluation
- The Shape of The Cone of The Twist Drills Unit-2Document5 pagesThe Shape of The Cone of The Twist Drills Unit-2Akesh KakarlaPas encore d'évaluation
- Coil Winder Rev 3-19-11Document17 pagesCoil Winder Rev 3-19-11dougforbes000Pas encore d'évaluation
- Gingery's Pipe Bending MachineDocument1 pageGingery's Pipe Bending Machinegodfrey73100% (1)
- Learn Critical Aspects of Pattern and Mould Making in FoundryD'EverandLearn Critical Aspects of Pattern and Mould Making in FoundryPas encore d'évaluation
- Small Cupola For Workshop 2004Document4 pagesSmall Cupola For Workshop 2004Mos CraciunPas encore d'évaluation
- Quorn: Tool and Cutter GrinderDocument2 pagesQuorn: Tool and Cutter GrinderDan HendersonPas encore d'évaluation
- Quorn: Tool and Cutter GrinderDocument3 pagesQuorn: Tool and Cutter GrinderDan HendersonPas encore d'évaluation
- 8454 PDFDocument72 pages8454 PDFjon@libertyintegrationcom100% (2)
- Don't Be A Cart-Aleck: Materials: ToolsDocument5 pagesDon't Be A Cart-Aleck: Materials: ToolsKeith WesleyPas encore d'évaluation
- Construction and Manufacture of AutomobilesD'EverandConstruction and Manufacture of AutomobilesÉvaluation : 5 sur 5 étoiles5/5 (1)
- SphericalturninglathetoolDocument14 pagesSphericalturninglathetoolFrenchwolf420Pas encore d'évaluation
- Quorn - Part 2.CVDocument5 pagesQuorn - Part 2.CVAndy LPas encore d'évaluation
- Lathe Milling Attach PlansDocument7 pagesLathe Milling Attach Plansdodgydonkey100% (1)
- From Industry To Alchemy - Burgmaster A Machine Tool Company PDFDocument408 pagesFrom Industry To Alchemy - Burgmaster A Machine Tool Company PDFLaurence DutertePas encore d'évaluation
- Modern American LATHE PRACTICEDocument438 pagesModern American LATHE PRACTICEJollygreen21100% (1)
- Lathes and Lathe Machining OperationsDocument11 pagesLathes and Lathe Machining OperationsJunayed HasanPas encore d'évaluation
- Repair Manual - JX 110 Eng PDF Transmission (Mechanics) Fuel InjectionDocument1 pageRepair Manual - JX 110 Eng PDF Transmission (Mechanics) Fuel InjectionSergiu GligorPas encore d'évaluation
- Kearney and Trecker Installation ManualDocument12 pagesKearney and Trecker Installation Manualaa987100% (1)
- The Taig Peatol Lathe and Its AccessoriesDocument264 pagesThe Taig Peatol Lathe and Its Accessories史李飞Pas encore d'évaluation
- Preview Thread CuttingDocument21 pagesPreview Thread CuttingAnonymous mKdAfWif33% (3)
- PRINCIPLES OF MACHINE WORK and ADVANCED MACHINE WORK PDFDocument584 pagesPRINCIPLES OF MACHINE WORK and ADVANCED MACHINE WORK PDFgotti45100% (2)
- Lathe Design ADocument3 pagesLathe Design AFrenchwolf420100% (1)
- Application of Magneto Ignition (32-42) PDFDocument11 pagesApplication of Magneto Ignition (32-42) PDFmdkhayumPas encore d'évaluation
- Design of Electric Discharge MachineDocument41 pagesDesign of Electric Discharge MachineAmeerUlHaqPas encore d'évaluation
- Grinding Lathe ToolsDocument18 pagesGrinding Lathe ToolsAntónio FrançaPas encore d'évaluation
- 3481 Quorn 02Document4 pages3481 Quorn 02Andy LPas encore d'évaluation
- Lathe Chuck Backplate FittingDocument2 pagesLathe Chuck Backplate FittingAnonymous iYKTkmhpZ100% (3)
- Turning A Precision WasherDocument7 pagesTurning A Precision WasherkokiskoPas encore d'évaluation
- Quorn: Tool and Cutter GrinderDocument4 pagesQuorn: Tool and Cutter GrinderDan HendersonPas encore d'évaluation
- FAG Bearings For Rolling Mills Application PDFDocument69 pagesFAG Bearings For Rolling Mills Application PDFPintu SarkarPas encore d'évaluation
- Lathe MachineDocument27 pagesLathe MachineRAGHVENDRA SINGHPas encore d'évaluation
- Center Punch Grinding JigDocument2 pagesCenter Punch Grinding JigmododanPas encore d'évaluation
- Threading Operations of Lathe SystemDocument37 pagesThreading Operations of Lathe SystemResshille Ann T. SalleyPas encore d'évaluation
- Drill Grinding With The PP-U3 Grinder Copy of The Deckel SO GrinderDocument14 pagesDrill Grinding With The PP-U3 Grinder Copy of The Deckel SO GrinderAndy L100% (1)
- Rebuilding My Monarch 10EE LatheDocument5 pagesRebuilding My Monarch 10EE Lathesyllavethyjim100% (2)
- Lost-Wax Bronzes by Robyn ErbeDocument66 pagesLost-Wax Bronzes by Robyn Erbebr0nzeyPas encore d'évaluation
- Syllabus For The Trade Of: Machinist (Grinder)Document27 pagesSyllabus For The Trade Of: Machinist (Grinder)swami061009Pas encore d'évaluation
- Machining MagnesiumDocument15 pagesMachining Magnesiumgaurav chauhanPas encore d'évaluation
- Cowells Manuals PDFDocument16 pagesCowells Manuals PDFpedjaPas encore d'évaluation
- River Queen Plans InstructionDocument9 pagesRiver Queen Plans InstructionZachary MassengillPas encore d'évaluation
- Facing Operations LatheDocument7 pagesFacing Operations LatheJennifer Nicky ShakerPas encore d'évaluation
- Operating: Maintenance ManualDocument18 pagesOperating: Maintenance ManualAnonymous reYe6iCCPas encore d'évaluation
- SherlineDocument48 pagesSherlinejairomarcanoPas encore d'évaluation
- Lathe ToolslideDocument2 pagesLathe ToolslideFrenchwolf420Pas encore d'évaluation
- 47158Document16 pages47158Rosania SanchesPas encore d'évaluation
- On Cnczone: German Epoxy Granite Milling Machine Here'S An Awesome Project I Recently Heard AboutDocument10 pagesOn Cnczone: German Epoxy Granite Milling Machine Here'S An Awesome Project I Recently Heard AboutYamith GomezPas encore d'évaluation
- ACESORIOScatalog PDFDocument80 pagesACESORIOScatalog PDFlmelmelmePas encore d'évaluation
- Model EngineeringDocument5 pagesModel Engineering8inlinea0% (1)
- Making The Keats Angle Plate From CastingsDocument15 pagesMaking The Keats Angle Plate From CastingsJohn SmithPas encore d'évaluation
- Umesh Vishvakarma Sir Rahul Dev Sahu Nitesh Sahu Monendra SahuDocument10 pagesUmesh Vishvakarma Sir Rahul Dev Sahu Nitesh Sahu Monendra SahuMarina CdfmPas encore d'évaluation
- Sennheiser VSM201 Schematic b11 b12 200Document1 pageSennheiser VSM201 Schematic b11 b12 200kennkkiPas encore d'évaluation
- EK 300 IEM Owners ManualDocument29 pagesEK 300 IEM Owners ManualkennkkiPas encore d'évaluation
- SK 1012 SK 1012R Schematics PDFDocument4 pagesSK 1012 SK 1012R Schematics PDFkennkkiPas encore d'évaluation
- EM 1005 Owners ManualDocument25 pagesEM 1005 Owners ManualkennkkiPas encore d'évaluation
- HEV 70 SchematicsDocument1 pageHEV 70 SchematicskennkkiPas encore d'évaluation
- EM 1012 Owners ManualDocument16 pagesEM 1012 Owners ManualkennkkiPas encore d'évaluation
- SK 1063-U Service ManualDocument26 pagesSK 1063-U Service ManualkennkkiPas encore d'évaluation
- MKH 105 SchematicsDocument1 pageMKH 105 SchematicskennkkiPas encore d'évaluation
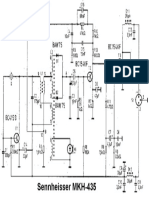
- MKH 435 SchematicsDocument1 pageMKH 435 Schematicskennkki100% (1)
- SKM 1032 Mod. Service ManualDocument36 pagesSKM 1032 Mod. Service ManualkennkkiPas encore d'évaluation
- SKM 4031 Service ManualDocument35 pagesSKM 4031 Service Manualkennkki100% (1)
- MKH 405 SchematicsDocument1 pageMKH 405 SchematicskennkkiPas encore d'évaluation
- SKM 1032 Mod. Service ManualDocument36 pagesSKM 1032 Mod. Service ManualkennkkiPas encore d'évaluation
- ASA 3000 Owners ManualDocument13 pagesASA 3000 Owners ManualkennkkiPas encore d'évaluation
- Pico GuideDocument237 pagesPico GuidekennkkiPas encore d'évaluation
- Fullsoldercomic 20110409Document8 pagesFullsoldercomic 20110409api-208336511Pas encore d'évaluation
- BF 512 FE Owner ManualDocument5 pagesBF 512 FE Owner ManualkennkkiPas encore d'évaluation
- BF 511 Owner ManualDocument5 pagesBF 511 Owner ManualkennkkiPas encore d'évaluation
- BF 516 Owner ManualDocument5 pagesBF 516 Owner ManualkennkkiPas encore d'évaluation
- BF 1081-V Owner ManualDocument27 pagesBF 1081-V Owner Manualkennkki100% (1)
- EK 2020D Owners ManualDocument12 pagesEK 2020D Owners ManualkennkkiPas encore d'évaluation
- Sizes For TappingDocument1 pageSizes For TappingsundyaPas encore d'évaluation
- BF 512 Owner ManualDocument5 pagesBF 512 Owner ManualkennkkiPas encore d'évaluation
- BF 518 Owner ManualDocument5 pagesBF 518 Owner ManualkennkkiPas encore d'évaluation
- HME 95 Owner ManualDocument20 pagesHME 95 Owner Manualkennkki0% (1)
- Super C3 Half Nut Conversion GuideDocument5 pagesSuper C3 Half Nut Conversion GuidekennkkiPas encore d'évaluation
- Diagramas de Radios AntiguosDocument5 pagesDiagramas de Radios Antiguosnavegante20002003Pas encore d'évaluation
- X BandMotionDetector v1.1 - 0 PDFDocument8 pagesX BandMotionDetector v1.1 - 0 PDFkennkkiPas encore d'évaluation
- X BandMotionDetector v1.1 - 0 PDFDocument8 pagesX BandMotionDetector v1.1 - 0 PDFkennkkiPas encore d'évaluation
- 26 - Southern Cross - Iso Pump - 100 X 65 - 250 - 1200 - 3000 RPMDocument1 page26 - Southern Cross - Iso Pump - 100 X 65 - 250 - 1200 - 3000 RPMAri sofyanPas encore d'évaluation
- TOYOTA A540E, A540H & A541E: 4 SPEED FWD (Electronic Control)Document3 pagesTOYOTA A540E, A540H & A541E: 4 SPEED FWD (Electronic Control)Anderson FloresPas encore d'évaluation
- Drive Shaft Installation InstructionDocument7 pagesDrive Shaft Installation InstructionYonas MuluPas encore d'évaluation
- BulletinDocument4 pagesBulletinkuchowPas encore d'évaluation
- Vanpelt Flathead Catalog2015Document68 pagesVanpelt Flathead Catalog2015skidbar100% (1)
- Mercruiser Mechanical Trim Actuator Installation - 846063A1Document7 pagesMercruiser Mechanical Trim Actuator Installation - 846063A1JeffPas encore d'évaluation
- 483Q Engine StructureDocument30 pages483Q Engine StructureAbel Oviedo100% (1)
- Giant - Anthem Advanced Pro 29 1 - 1921Document1 pageGiant - Anthem Advanced Pro 29 1 - 1921KM MuiPas encore d'évaluation
- Suspension System Tucson Ix35Document58 pagesSuspension System Tucson Ix35Jose BenedettyPas encore d'évaluation
- BrochureDocument34 pagesBrochurejadiPas encore d'évaluation
- Williams-Milton-Roy-W-Series-Pumps RelayDocument2 pagesWilliams-Milton-Roy-W-Series-Pumps RelayiqmpslabPas encore d'évaluation
- Al115c Mio Crankshaft & Piston PDFDocument1 pageAl115c Mio Crankshaft & Piston PDFIwen Tiga BitPas encore d'évaluation
- Advance Adapters 4-Speed Atlas Transfer Case: by Bill "Billavista" AnsellDocument15 pagesAdvance Adapters 4-Speed Atlas Transfer Case: by Bill "Billavista" AnsellGlen YPas encore d'évaluation
- Sukho SPD List Aug 2019Document100 pagesSukho SPD List Aug 2019Shubham GoelPas encore d'évaluation
- Off Road Catalogue PDFDocument999 pagesOff Road Catalogue PDFdouahchia rachedPas encore d'évaluation
- Bevel GearDocument28 pagesBevel Gearmahesh kitturPas encore d'évaluation
- Installation Procedure Split Sleeves Bolt-On Type EN-V1.2 - 2016-09-29Document25 pagesInstallation Procedure Split Sleeves Bolt-On Type EN-V1.2 - 2016-09-29Carlos Bruno MatosPas encore d'évaluation
- Auto Trans 6 SpeedDocument24 pagesAuto Trans 6 SpeedMarcelo ApodacaPas encore d'évaluation
- Das-Driver Assistance SystemDocument808 pagesDas-Driver Assistance SystemDavid LópezPas encore d'évaluation
- Ford 2Document148 pagesFord 2luong khanhbanhPas encore d'évaluation
- Caterpillar Cat 216B3 Skid Steer Loader (Prefix DSN) Service Repair Manual (DSN00001 and Up)Document27 pagesCaterpillar Cat 216B3 Skid Steer Loader (Prefix DSN) Service Repair Manual (DSN00001 and Up)rpoy9396615Pas encore d'évaluation
- 9802/6220 L6-5-1 Pump, Fuel LiftDocument2 pages9802/6220 L6-5-1 Pump, Fuel LiftGarcia CruzPas encore d'évaluation
- Six Stroke Engine PresenationDocument33 pagesSix Stroke Engine PresenationshubhamPas encore d'évaluation
- 924G 924Gz Wheel Loader RBB00001-UP (MACHINE) POWERED BY 3056E Engine (SEBP3526 - 81) - Systems & Components C2 PDFDocument4 pages924G 924Gz Wheel Loader RBB00001-UP (MACHINE) POWERED BY 3056E Engine (SEBP3526 - 81) - Systems & Components C2 PDFUbaldo Enrique Caraballo EstradaPas encore d'évaluation